



此例产品是一个水枪的内喷管,产品形状如图10-52所示。从图中可以看出,此产品为圆弧形,内侧有一个圆弧通孔,在模具结构上,圆弧通孔必须使用圆弧抽芯机构,详细结构如图10-53所示。
从模具结构图可以看出,此副模具一模一穴,产品的进胶方式为侧浇口,由于主流道离模具中心太远,为解决模具在注塑机上的平衡问题,本例将浇注系统设计成了细水口转大水口,从而解决了模具的严重偏心问题。
此例的圆弧抽芯机构属于半自动的脱模机构,其设计原理是使用作直线运动的滑块通过连杆带动可作旋转运动的圆弧滑块。
图 10-52
图 10-53
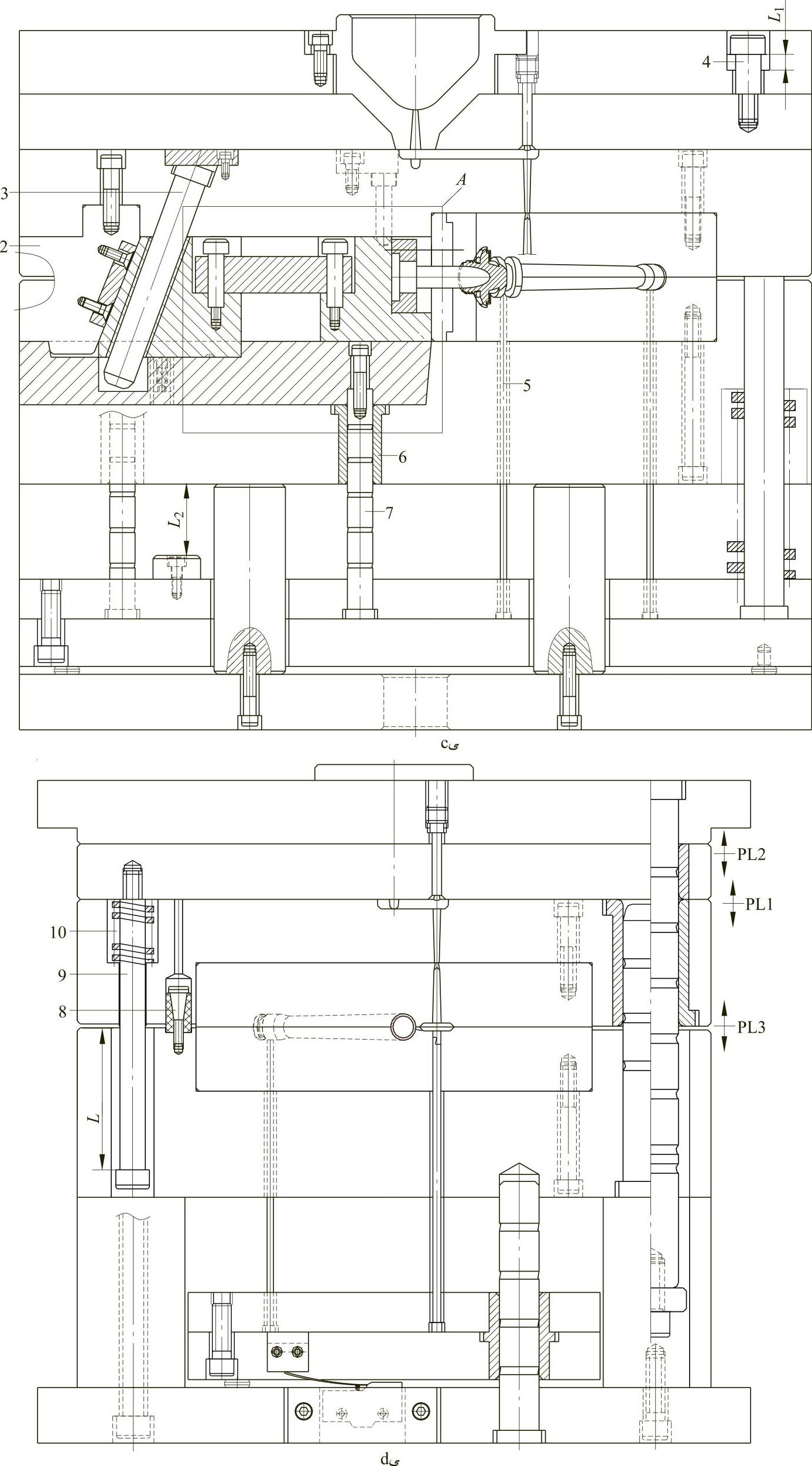
由于产品内孔本身具有很大的脱模斜度,当圆弧滑块抽出一段距离后,产品和圆弧型芯间产生松动,整个滑块机构连同产品一起被4个导柱顶出型腔,最后由人工从圆弧型芯上取出产品,详细动作原理如下。
开模后,在弹簧10和尼龙开闭器8的作用下,分型面PL1、PL2被相继打开,当主分型面PL3开始打开时,滑块11在斜导柱3的拨动下向后抽出,同时,在连杆14的作用下,圆弧滑块18也一起被滑块11带动向后抽出,并在向后抽出的过程中,边后退边围绕产品的圆弧中心作顺时针旋转,开始进行圆弧抽芯;当主分型面PL3完全打开后,滑块11到达预定行程停止运动,圆弧滑块18也同时停止,由于产品内孔本身具有脱模斜度,此时,圆弧型芯17和产品内孔之间已产生了一定间隙,虽然圆弧型芯还未完全脱出产品,但产品已完全失去了对圆弧型芯的包紧力;当开模动作停止后,开始顶出动作,滑块座13和所有滑块机构及产品在4个导柱7的推动下被向上顶出L2距离,产品此时已悬空,最后由人工抓住产品从圆弧型芯17上取出,至此,脱模动作全部结束。(https://www.xing528.com)
此副模具虽是半自动的脱模方式,但整副模具结构简单,动作比较紧凑,直接利用模具本身的开合模动作来完成,没有其他附加机构的附加动作,产品的生产周期大大缩短,虽然最终是人工取出,但动作比较简单。
此副模具由于是人工取出产品,所以,圆弧滑块的行程计算就变得较简单了,只要知道产品内孔的脱模斜度,保证圆弧型芯在一定的行程范围内能够产生松动间隙即可。

图 10-53(续)
1—圆弧压板 2—锁紧块 3—斜导柱 4、9—行程拉杆 5—顶针 6—导套 7—导柱 8—尼龙开闭器 10—弹簧 11—滑块 12—压板 13—滑块座 14—连杆 15—定位螺钉 16—固定块 17—圆弧型芯 18—圆弧滑块

图 10-54
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。