



此例产品是一个淋浴露的升降瓶盖,产品形状如图10-31所示。从图中可以看出,此产品在模具结构上有两大设计难点,一是圆柱外面的一段外螺纹。在正常情况下,外螺纹直接使用普通滑块即可成型,但是,此螺纹由于处在瓶盖内部,滑块机构无法实现,因此,必须使用自动脱螺纹机构。
二是产品的中空喷管。喷管的内孔是规则的圆弧,在模具结构上,此内孔必须使用圆弧抽芯机构,如此小的产品,同时使用自动脱螺纹机构和圆弧抽芯机构,这在模具设计方面具有很高的难度。模具详细结构如图10-32、图10-33和图10-34所示。
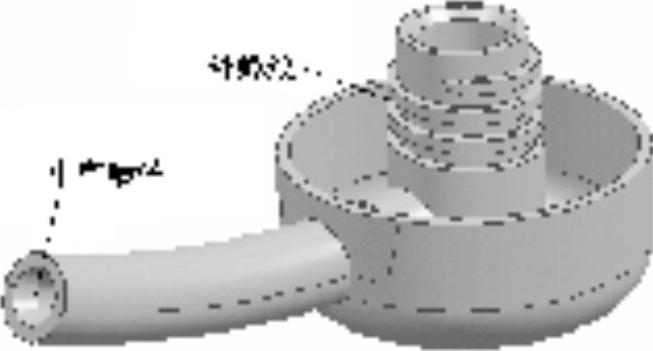
图 10-31
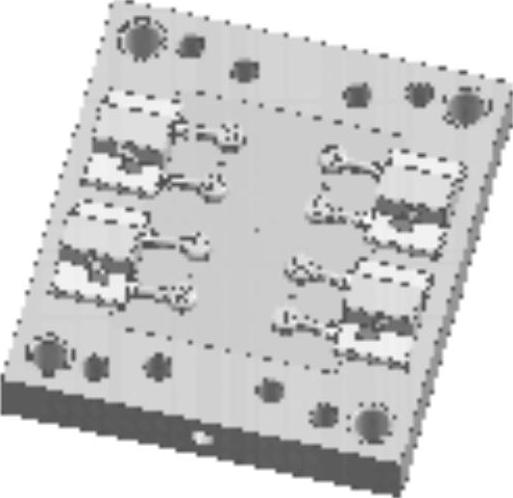
图 10-32
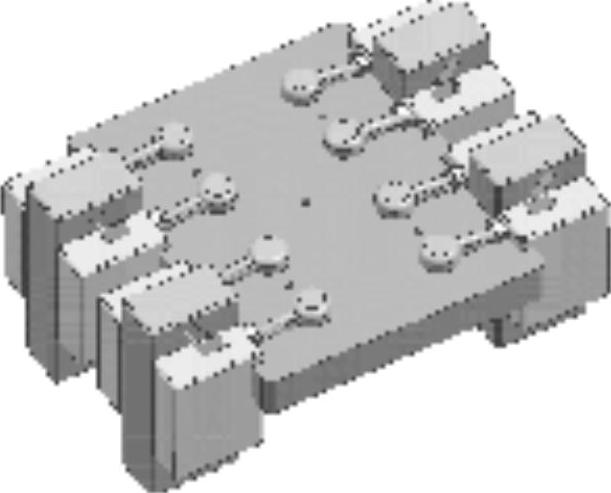
图 10-33
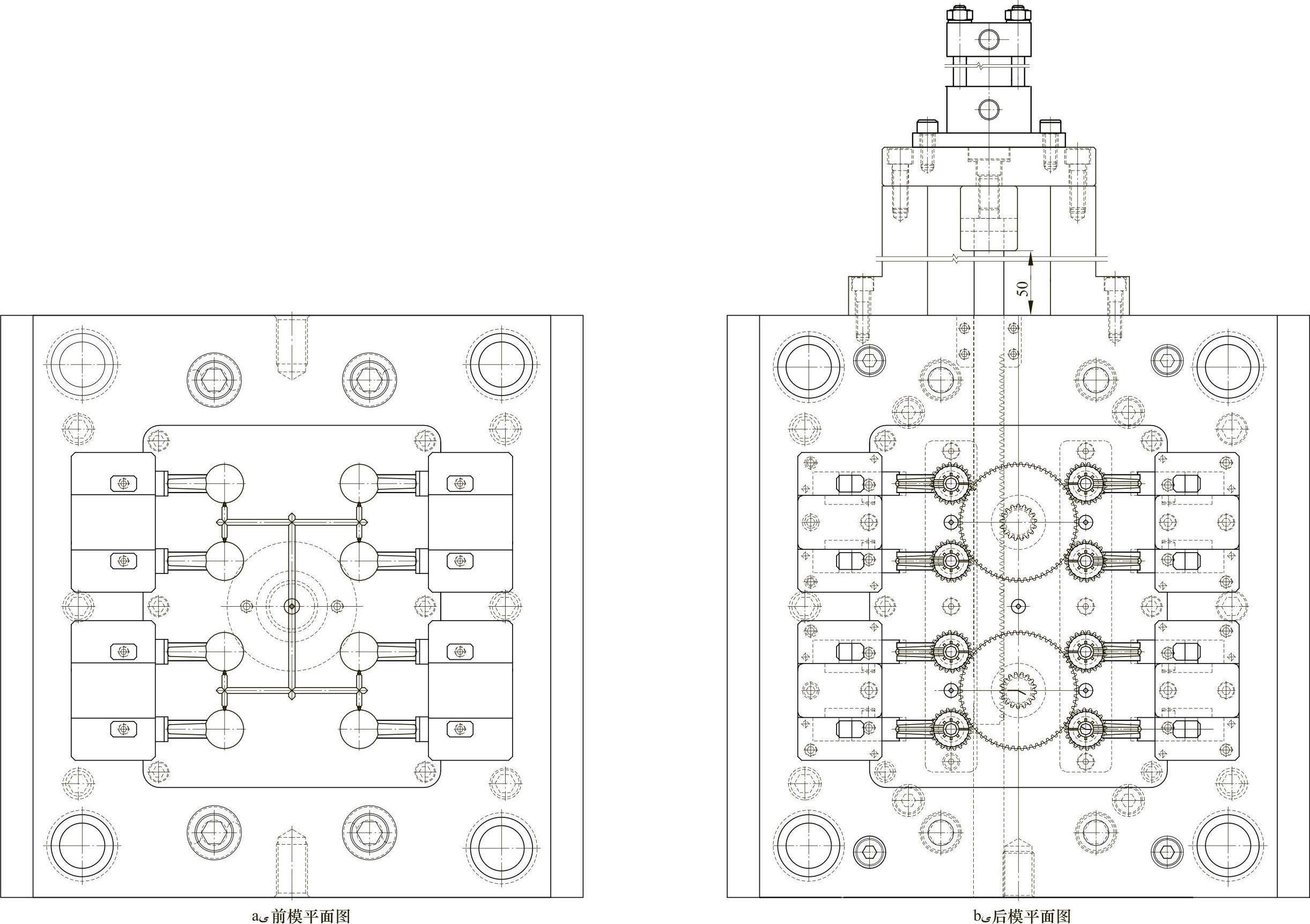
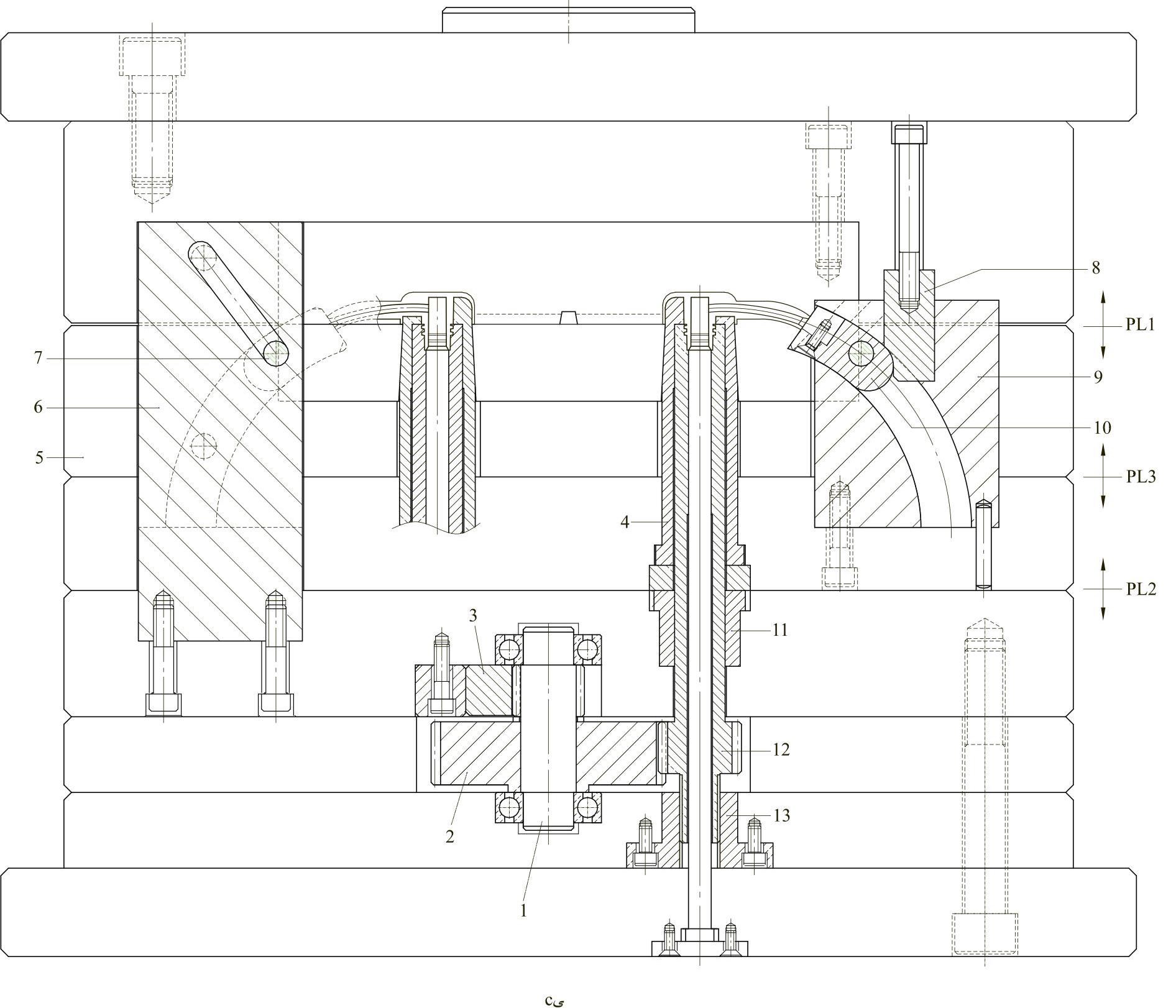
图 1O-34
1—齿轮轴 2—齿轮 3—齿条 4—型芯 5—推板 6—拨块 7—销钉轴 8—锁紧块 9—圆弧轨道镶块 1O—圆弧滑块 11—青铜镶套 12—螺纹型芯 13—螺纹套
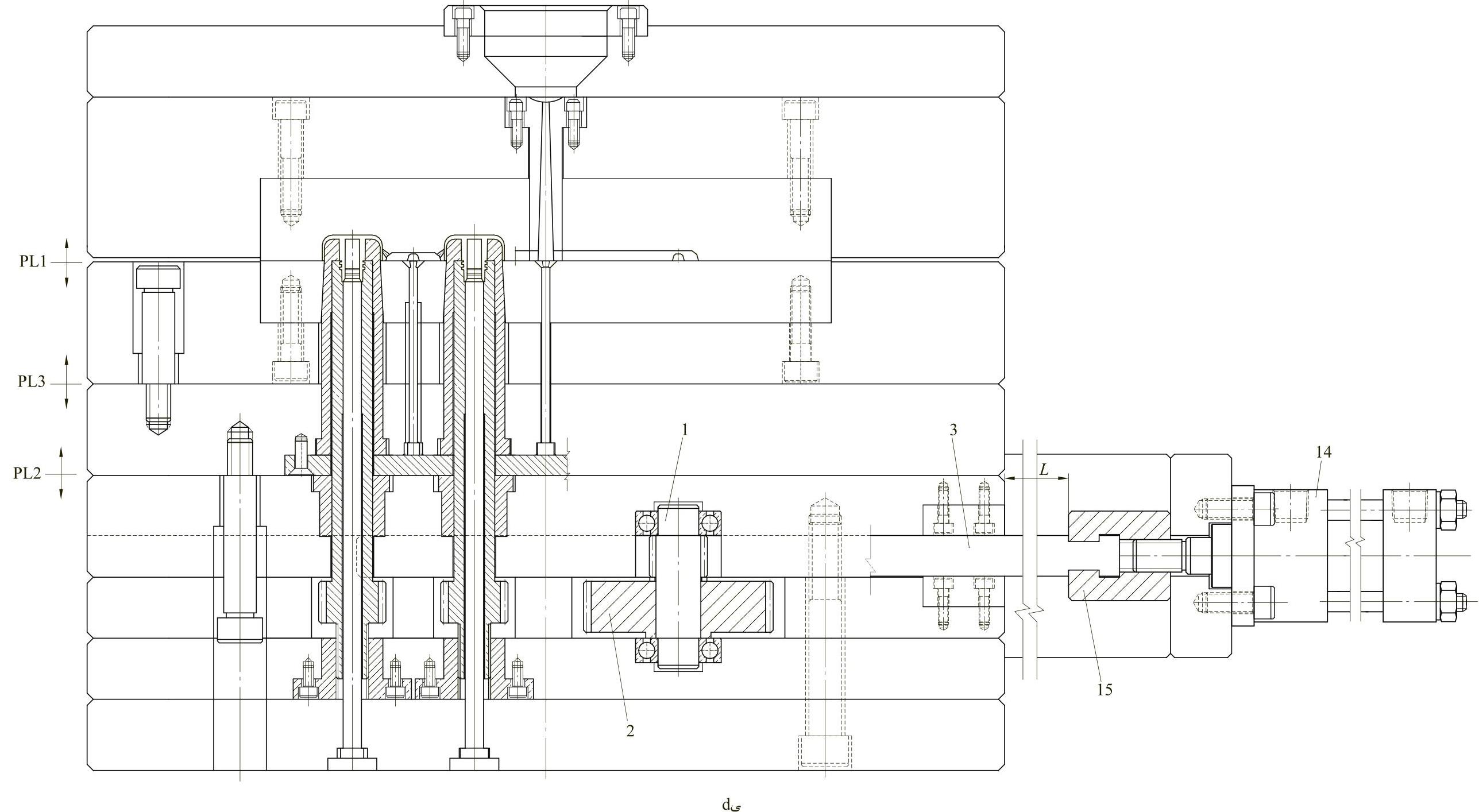
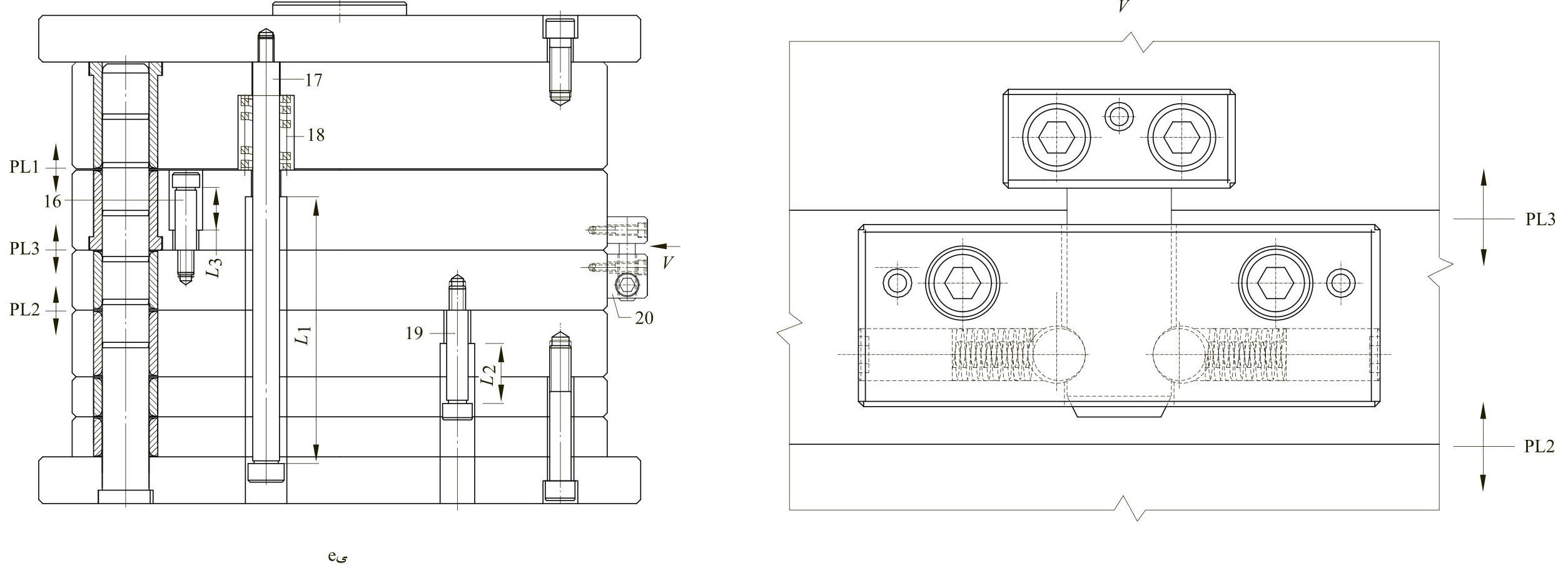
图 1O-34(续)
14—液压缸 15—齿条固定块 16、17、19—限位拉杆 18—弹簧 2O—弹簧扣机
图10-32为后模的局部结构图,从此图可看出产品的位置布局和圆弧抽芯机构的表面结构。图10-33为拆除推板后的内部结构图,从此图可看出圆弧抽芯机构的大致结构。关于自动脱螺纹机构在第9章已做过详细介绍,所以,本例不再介绍3D结构,相关的设计细节不再进行描述。
从模具结构图可以看出,此例是一副集自动脱螺纹机构和多组圆弧抽芯机构于一体的模具,模具结构复杂,设计难度高。一模八穴分别使用了8个圆弧滑块10,每个圆弧滑块各使用了一个整体的圆弧轨道镶块9,圆弧滑块在圆弧轨道中进行旋转运动实现抽芯,如图10-35所示,其旋转动力主要来源于一个带有U形斜槽的拨块6,如图10-36所示,此拨块6一直处于上下运动状态,正是利用自身U形斜槽和上下运动的动作来实现对圆弧滑块的驱动。详细动作原理如下。
图 10-35
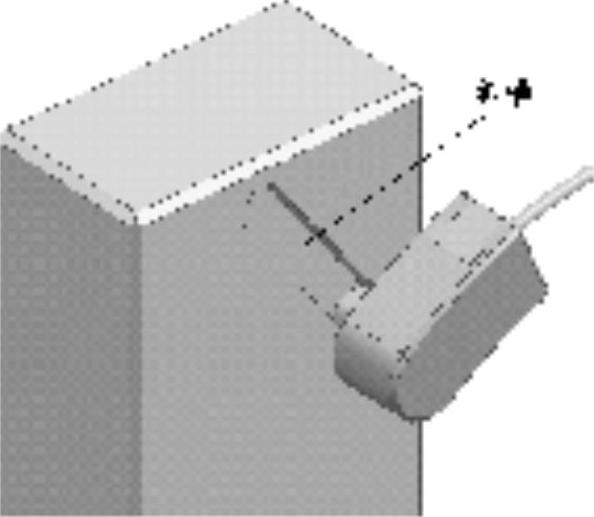
图 10-36(https://www.xing528.com)
注塑填充结束后,不能首先开模,而是首先起动液压缸14,齿条3在液压缸14的推动下向前推出,同时,齿条驱动齿轮轴1,齿轮轴1带动齿轮2,两个齿轮2又驱动8个螺纹型芯12同步旋转,向着螺纹转出的方向进行旋转抽芯,在螺纹套13的作用下,螺纹型芯12在旋转过程中边旋转边后退;当齿条3行至L距离时,齿条固定块15挡住模板,液压缸14被迫停止运动,所有传动机构均全部停止,此时,螺纹型芯12已完全脱出了产品的螺纹部分,脱螺纹动作结束。
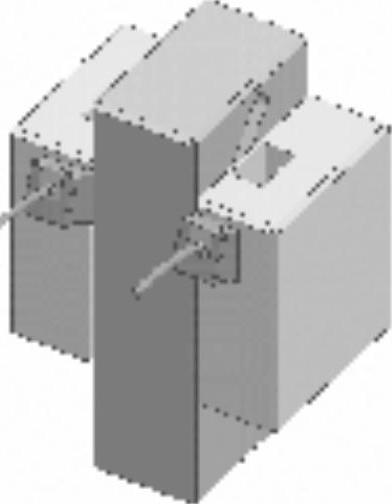
图 10-37
当脱螺纹结束后,再进行开模动作,在弹簧18和弹簧扣机20的作用下,主分型面PL1分型,产品留在后模一侧;当PL1行至L1距离时,在限位拉杆17的作用下PL2分型,目的是为了抽出圆弧滑块,同时,圆弧滑块10在销钉轴7和拨块6的U形斜槽的带动下围绕产品圆弧中心开始逆向旋转,进行圆弧抽芯;当PL2行至L2距离时,限位拉杆19限位,PL2停止分型,此时,圆弧滑块10已完全抽出了其圆弧型芯,产品此时已能够垂直脱模;继续开模,在限位拉杆17的作用下,弹簧扣机20被迫拉开,分型面PL3分型,目的主要是为了最后推出产品;当推板5行至L3距离时,限位拉杆16限位,所有分型动作全部停止,此时,产品已被推板5从型芯4上推出,从而自动跌落,至此,所有自动脱模动作全部结束。
图10-37为整个圆弧抽芯的详细结构,可以看出,一个拨块6同时驱动两个圆弧滑块进行抽芯,结构简单紧凑,构思巧妙。
图10-38为圆弧滑块的独立视图,可以看出圆弧型芯的镶拼固定方式和销钉轴的镶拼方式。
图10-39为圆弧滑块的锁紧结构,拨块6的斜槽终点虽然可以对圆弧滑块起到一定的锁紧作用,但其强度不够,必须另外增加锁紧机构,锁紧块8是最常用的一种结构。
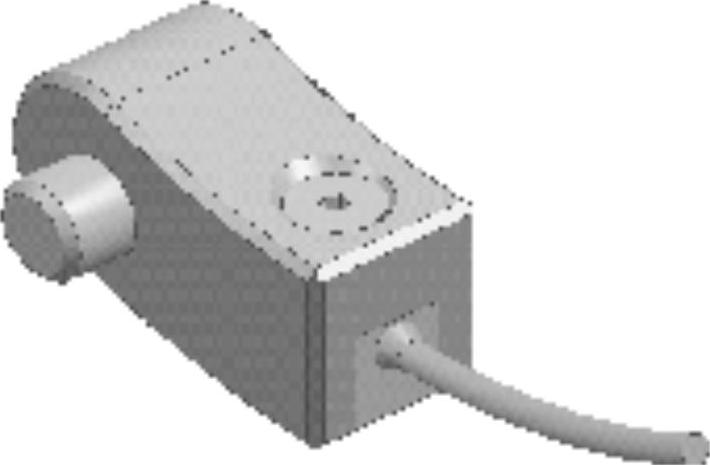
图 10-38
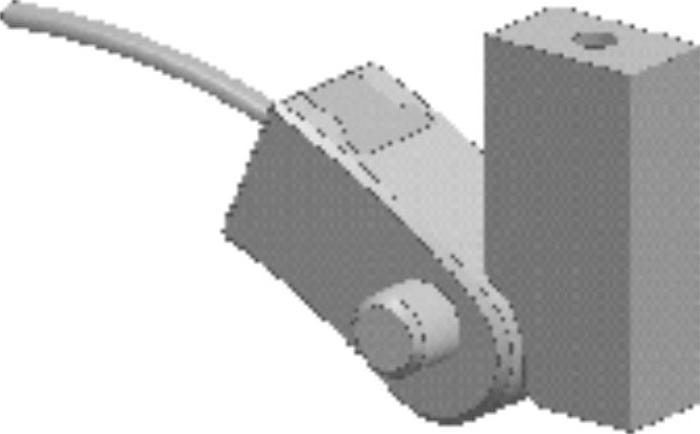
图 10-39
图10-40和图10-41为圆弧滑块完成圆弧抽芯后还未复位的状态。可将两副图与图10-35、图10-37作仔细对比,从中观察在动作和位置上的变化,以便更加快速地领悟此种机构的设计原理。
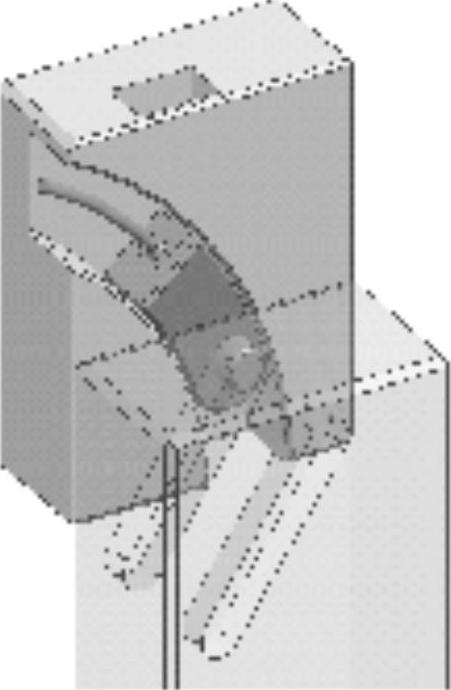
图 10-40
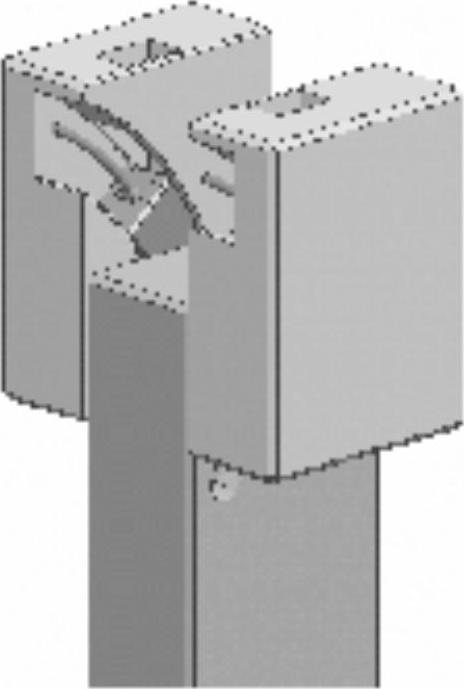
图 10-41
设计此种圆弧抽芯机构时,必须掌握以下设计重点,为了帮助理解,可通过图10-42来说明。
1)圆弧滑块旋转抽芯距的计算方式。从图10-42中可以看出,喷管孔的圆弧半径R为90mm,从孔的起点到终点角度为25°,加5°的安全距离,即为30°。经计算得出30°角度、90mm半径的弧长为47mm,圆弧滑块若要安全地抽出产品,必须旋转47mm的弧长,即旋转30°。若以销钉轴20为中心,当旋转30°后,点A则落到了点B上,圆弧滑块即完成了抽芯。
2)分型面PL2行程距离的定制。分型面PL2的行程距离决定着圆弧滑块的行程距离。以图10-42为例,从点A向左画一条水平线,然后再从点B向上画一条垂直线,这两条线相交于点C,点B和点C之间的距离36.66mm即PL2的准确行程。
3)点A到点D的距离和角度α的定制。这个距离也决定着圆弧滑块的抽芯行程,从上图中可以看出,点A到点D的距离为销钉轴7的运动轨迹,点A到点B的弧长距离也同样为销钉轴7的运动轨迹,若从点B到点D画一条线,这条线为一条垂直线,因此,点A到点D的距离和点A到点B的弧长距离相同。已知点A到点B的弧长距离为47mm,那么,点A到点D的距离亦为47mm,为理论精确数据,但在实际设计中,为安全起见,通常将U形斜槽向上做长1~2mm。
至于角度α的度数没有精确要求,但U形斜槽尾部的圆心点必须落在点B和点D垂直线的左边。所以,此角度是随机的,但不能小于30°,如果太小,拨块在对圆弧滑块进行复位时容易卡住。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。