



此例产品是一个淋浴器花洒的手柄,产品形状如图10-1所示。从图中可以看出,此产品在模具结构方面有3个设计难点,一是产品的手柄内有一个圆弧通孔,其圆弧半径为160mm,此孔只能使用圆弧抽芯机构。
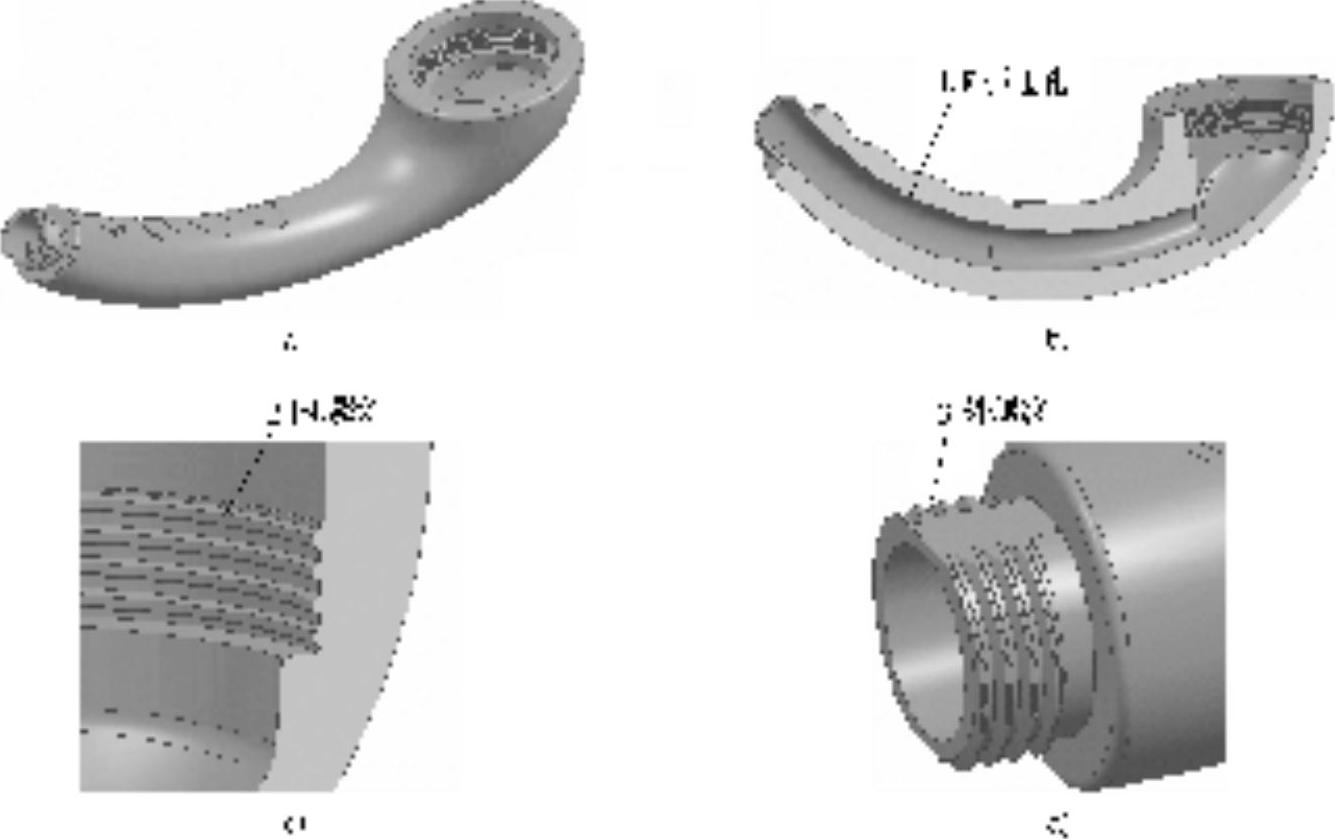
图 10-1
二是手柄喷头内侧有一段内螺纹。由于螺牙间没有圆角过渡,不能使用强制脱模,因此,必须使用自动脱螺纹或手动脱螺纹机构。由于本例已有了圆弧抽芯机构,若再将这段螺纹设计成自动脱螺纹,脱螺纹机构将和圆弧抽芯机构发生严重干涉,两种机构均无法实现,为了能够顺利实现圆弧抽芯机构,本例将这段螺纹设计成手动脱螺纹机构,这样,虽然生产效率受到了影响,但两种结构均得到了解决,是值得的。
三是手柄尾部有一段外螺纹。外螺纹的成型方式比较简单,直接使用外滑块即可。模具详细结构如图10-2和图10-3所示。
从模具结构图可以看出,此副模具的结构为圆弧抽芯机构和手动脱螺纹机构。圆弧抽芯的驱动方式为液压缸驱动齿条,齿条驱动齿轮,从而驱动圆弧型芯实现抽芯。难点二的内螺纹的脱模方式是设计了几个相同的可互换的活动螺纹型芯,待开模后,产品连同活动螺纹型芯一起被顶出型腔,在模具外面使用专用的夹具将螺纹型芯扭掉,从而实现手动脱螺纹。至于难点三的外螺纹,本例使用了两个对称的外滑块实现了脱模,如图10-3所示。
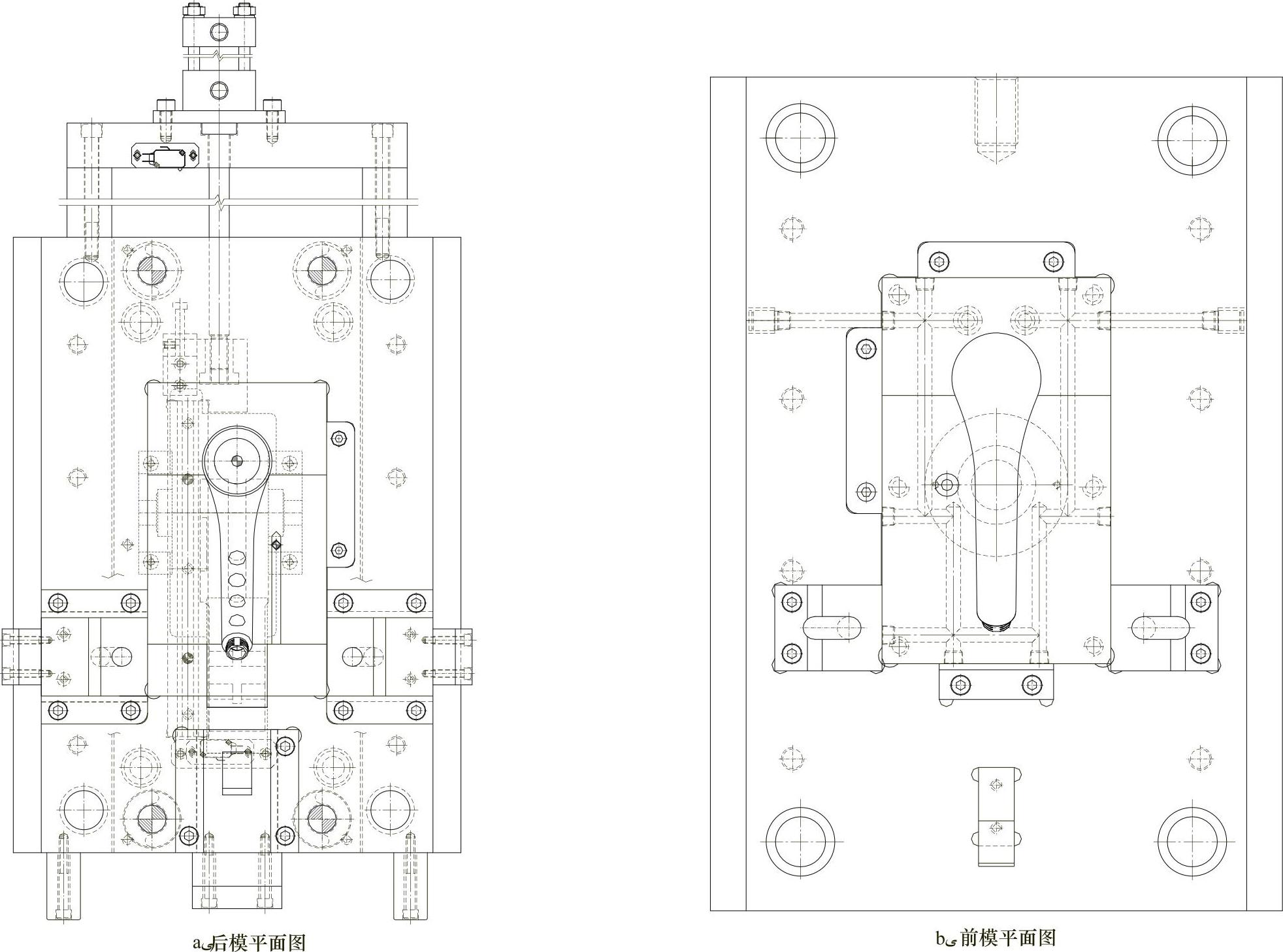
图 1O-2
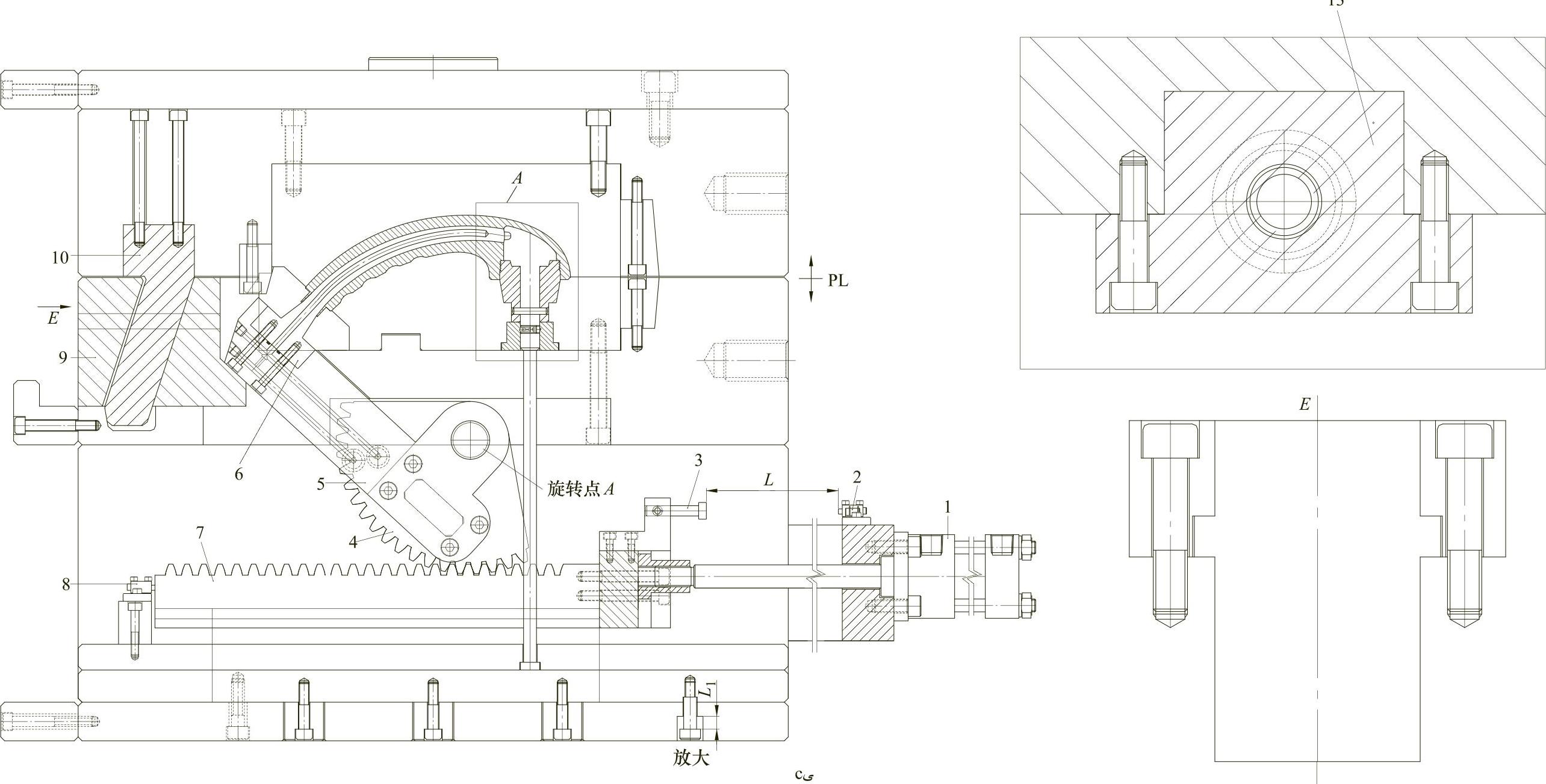
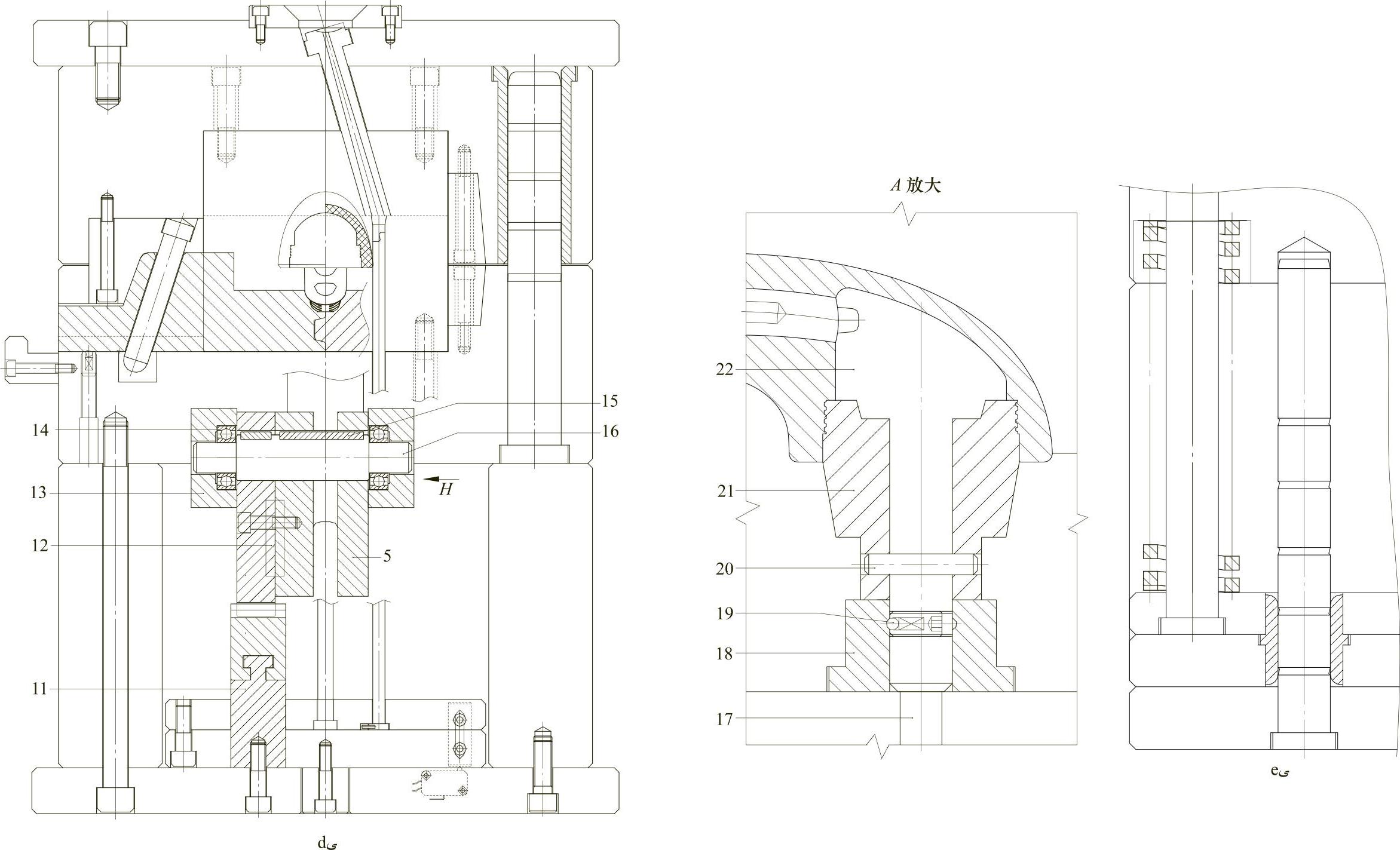
图 1O-2(续)
1—液压缸 2、8—行程开关 3—触动杆 4—齿轮 5—摆块 6—圆弧型芯 7—齿条 9—滑块 1O—锁紧块 11—T形导向块 12、15—平键 13—固定块 14—轴承 16—转轴 17—顶针 18—定位镶件 19—弹簧定位珠 2O—定位销 21—螺纹镶件 22—活动镶件
整副模具的详细动作原理如下。
开模时,滑块9在锁紧块10的作用下被向后拨开,摆块5失去了其他部件对它的锁紧作用,待开模动作停止后,齿条7在液压缸1的驱动下被向后抽出,同时,齿条7驱动齿轮4,齿轮4又带动摆块5和圆弧型芯6围绕A点向着圆弧型芯旋出的方向开始旋转,旋转点A即产品圆弧的中心点;当齿条行至L距离时,固定在齿条上的触动杆3触动行程开关2,液压缸停止运动,此时,摆块5和圆弧型芯6也已旋转到预定的角度,圆弧型芯6已完全抽出了产品,此时产品已能够垂直顶出,注塑机的顶出机构开始顶出,活动镶件22和螺纹镶件21连同产品一起在顶针17的作用下被向上顶出L1距离,最后由人工从模具上取下;当产品被取下后,拆除定位销20,螺纹镶件21在专用的夹具上被旋出产品,取出活动镶件22,至此,所有脱模动作全部完成。
当活动镶件22从产品中取出后重新装进螺纹型芯中,然后装上定位销20,等待下一次使用。

图 10-3
合模前,液压缸1驱动齿条7及其他旋转部件首先复位,当完全合模后,滑块9完全复位,并紧紧锁住摆块5以防松动。
图10-4和图10-5为整个圆弧抽芯机构的详细结构图。从此图可以看出,齿条的下面是T形导向块11,主要负责齿条的定位和导向;齿条的上面驱动着齿轮4,齿轮4、摆块5、圆弧型芯6三个部件固定在一起,通过旋转轴16固定在固定块13上,并在轴承14的作用下可顺畅地旋转摆动,实现抽芯。

图 10-4

图 10-5
图10-6和图10-7为齿轮4和摆块5间的内部结构。从两幅图可以看出,摆块和齿轮间由平键12定位,用4个螺钉连接紧固;转轴、摆块和齿轮间使用平键15定位止转。(https://www.xing528.com)
图10-8为内螺纹机构,共有6个重要零件组成,其中定位镶件18主要负责活动螺纹镶件的精确定位;弹簧定位珠19同样有定位的作用,主要是防止整个活动组件在装到型腔后会由于有间隙而产生松动或掉落,这也是设计此机构的一个重点;螺纹镶件21上的六角形状主要起防转作用,以防整个活动组件在装到型腔后会旋转或放错方向,这一点也十分重要。

图 10-6

图 10-7
对于此副模具的圆弧抽芯机构,需掌握以下几个设计重点。
1)圆弧型芯6抽芯距的计算和齿条行程的计算方式。在设计这类模具时,这两个距离的计算方式非常关键,圆弧型芯的行程即抽出产品的安全距离,由齿条的行程来决定,所以,二者之间有着密切的关系。本例的实际计算方式详细说明如下。
从图10-9可以看出,本例产品圆弧半径为160mm,以产品为基准,从圆弧型芯的顶端到产品圆弧的根部形成60°的夹角,弧长为3.14×160×2×(60/360)mm=167.46mm,再加上抽芯的安全距离(本例定为5°,5°的弧长为3.14×160×2×(5/360)mm=13.95mm),(167.46+13.95)mm=181.40mm,60°+5°=65°,若想抽出181.40mm的弧长,圆弧型芯6必须围绕圆心旋转65°角,若想圆弧型芯6旋转65°,即意味着齿轮4必须旋转65°,如图10-10所示。从图中可以看出,齿轮的分度圆半径为100mm,根据以上公式计算,65°的齿轮弧长为112.66mm,若想齿轮转出一个112.66mm的弧长,则齿条7的行程距离为112.66mm。至此,几个关键数据为:圆弧型芯6的旋转弧长为181.40mm,旋转角为65°;齿轮4的旋转角同为65°;齿条7的行程距离为112.66mm。在实际设计中,齿条的行程尽量取整数,若模具的内部空间足够大,可取120mm。图10-10中虚线部分为齿轮旋转65°后的状态。

图 10-8
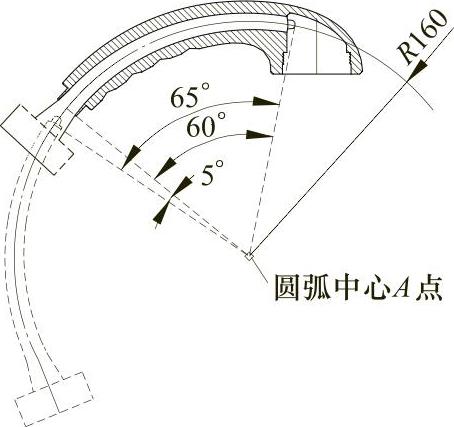
图 10-9

图 10-10
2)为防止在传动过程中齿条7发生摆动和错位,齿条应有安全定位和导向机构,如本例的T形导向块11。
3)为防止在注塑填充过程中发生松动或让位,摆块5必须有安全稳固的锁紧机构,本例负责锁紧作用的部件是滑块9。
4)液压缸的运动行程必须有安全限位机构,本例限位机构使用的是两个行程开关,一个固定在液压缸的固定支架上,另一个固定在齿条尾部的顶针板上,如图10-11和图10-12所示。当圆弧型芯6从产品中安全抽出后,触动杆3触动行程开关2,液压缸停止运动。当圆弧型芯6完全复位时,齿条7触动行程开关8,液压缸等传动机构停止运动。
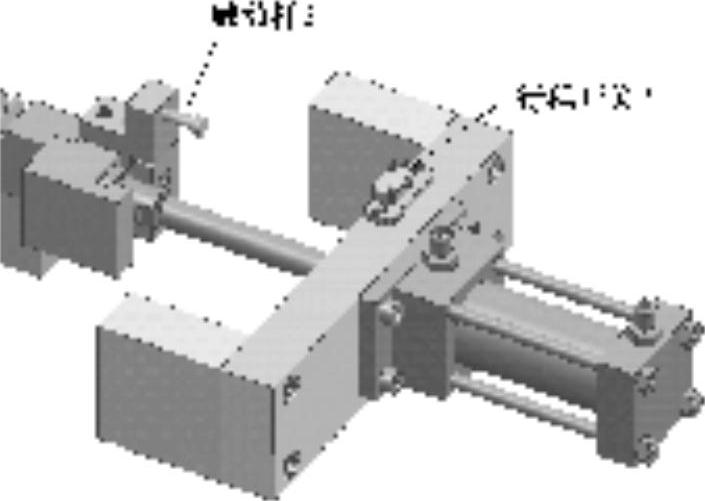
图 10-11

图 10-12
5)摆块、圆弧型芯和齿轮的旋转中心必须是产品的圆弧中心,本例的圆弧中心即旋转点A,即图10-9中R160的中心点。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。