



此副模具的产品是一个淋浴器水管的紧固螺母,产品材料为PVC,如图9-44所示。在产品内侧有一段标准的管牙螺纹,螺纹螺牙较细,要求较高,另外由于材料较硬,因此,必须使用自动脱螺纹机构。模具详细结构如图9-45所示。
从模具结构图看出,此例的脱螺纹机构是一个液压缸齿条传动的自动脱螺纹机构。关于产品的顶出方面,由于受限于用户对分型线的指定要求,若将带螺纹的一侧放在后模,使用推板顶出无法实现脱模,必须使用司筒顶出,但是,后模一侧若同时存在顶板顶出机构和脱螺纹机构,设计难度大大增加,模具结构更加复杂,动作的可靠性相对要差一些。因此,此例将产品反过来设计,脱螺纹机构设计在前模,顶板等顶出机构仍放在后模,产品使用一个大司筒顶出,减小了设计难度,动作相对更可靠。详细动作原理如下。
注塑填充结束后,不是首先开模,而是首先起动液压缸等传动机构。液压缸9推动齿条8向前运动,同时,齿条8推动齿轮轴11和齿轮10开始旋转,而齿轮10又驱动齿轮4和螺纹型芯5向着产品螺纹的反方向旋转,开始旋出螺纹,在螺纹套6的作用下,螺纹型芯5在旋转过程中边旋转边后退;当齿条向前行至L距离时,触点镶块2触动行程开关3的触点,液压缸停止运动,此时,螺纹型芯5已向后行至了L1距离,完全脱出了产品;紧接着前后模打开,产品留在后模一侧并紧紧包在司筒针16上,当开模停止后,产品被司筒15顶出,从而自动跌落,至此,所有自动脱模动作全部结束。
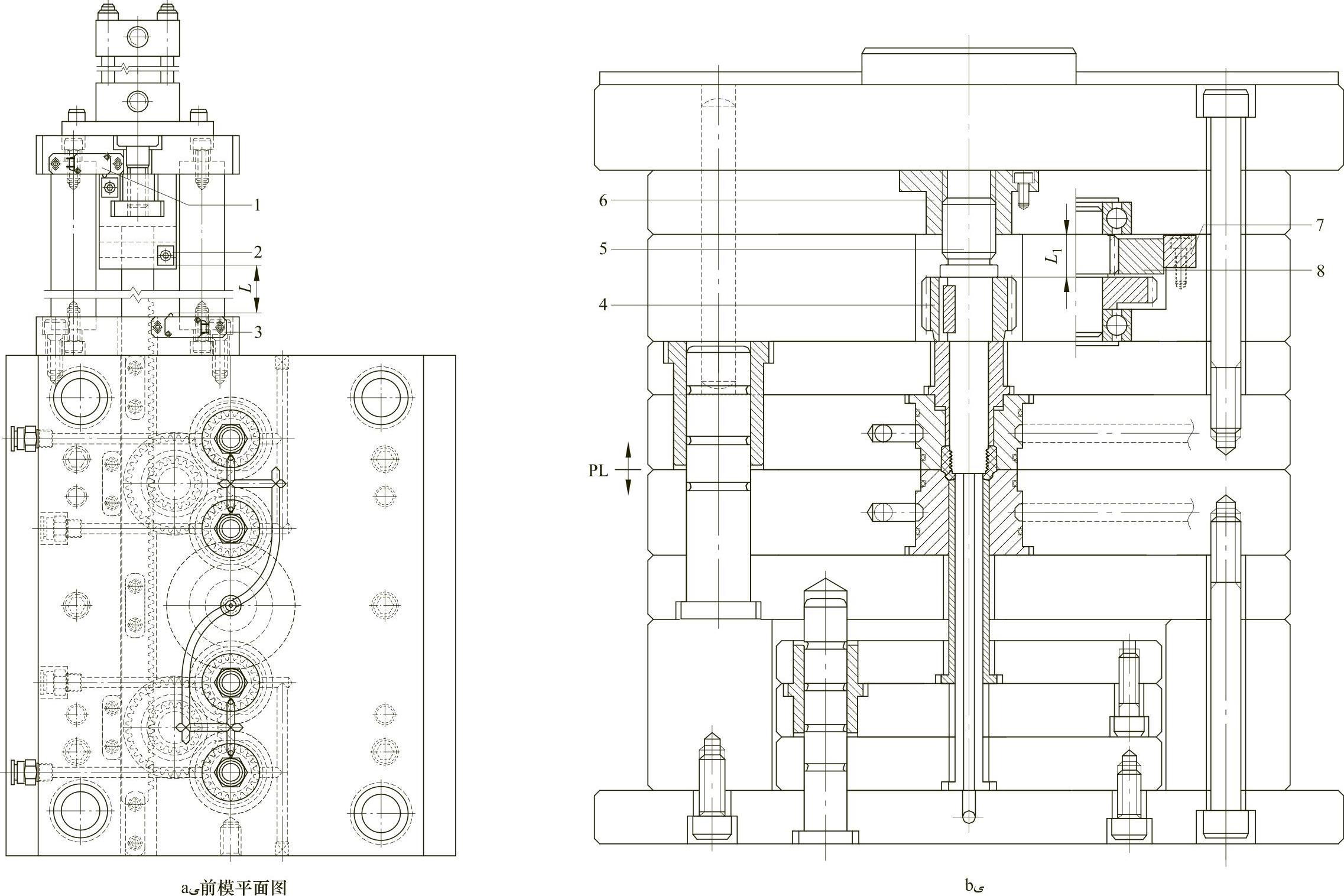

图 9-45
1、3—行程开关 2—触点镶块 4、1O—齿轮 5—螺纹型芯 6—螺纹套 7—定位块 8—齿条 9—液压缸 11—齿轮轴 12—青铜镶套 13、14—型腔 15—司筒 16—司筒针
对于此副模具,我们需要重点关注以下几点。
1)螺纹型芯的脱出方式及其导向定位结构。
2)整个传动机构的传动方式和结构特点。图9-46为整个传动机构的内部结构图,图9-47为传动机构在模板中的装配状态。(https://www.xing528.com)
3)液压缸齿条的安装固定方式及其相关结构。图9-48为常用的固定结构之一,此种结构较简单,安装较方便,成本也较小,可以将2D图和3D图结合起来理解。
4)行程开关的使用方法和相关结构。有些要求较严的模具,液压缸的行程和复位都要求用两个行程开关来控制。在正常情况下,只要模具本身结构能起到安全限位的作用,行程开关可以不用。有时为防止液压缸或注塑机的液压系统出现故障,都应装上两个行程开关。此例结构,应注意行程开关的放置位置、固定结构和触动方式。

图 9-46
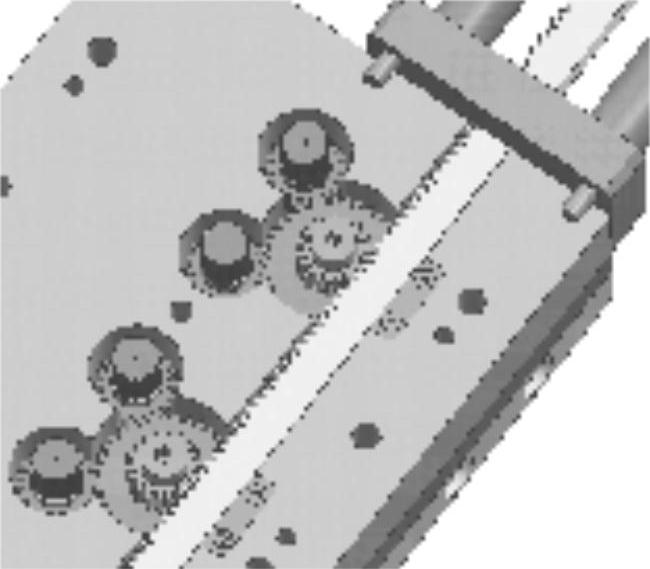
图 9-47
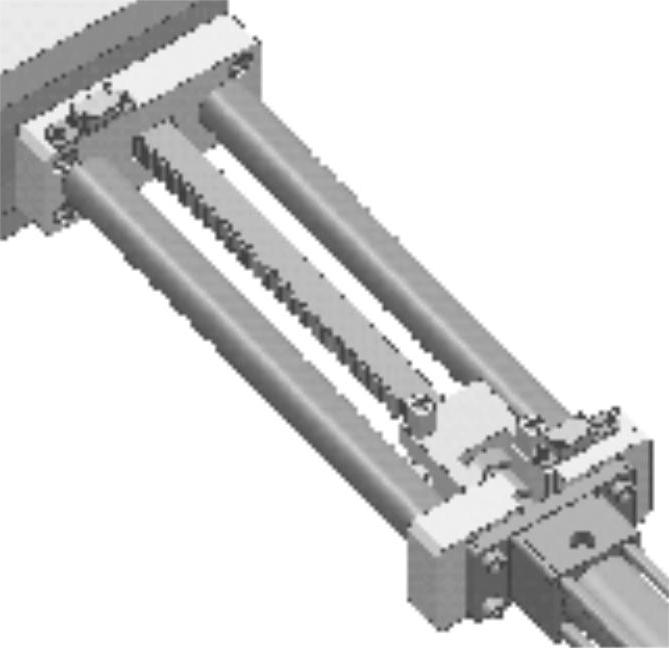
图 9-48
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。