



此例产品是一个螺纹垫圈,螺纹旋向为右旋,产品材料为PA66,如图9-32所示。虽然螺纹圈数仅3圈,但由于产品材料较坚硬,必须使用自动脱螺纹机构。模具详细结构如图9-33所示。

图 9-32
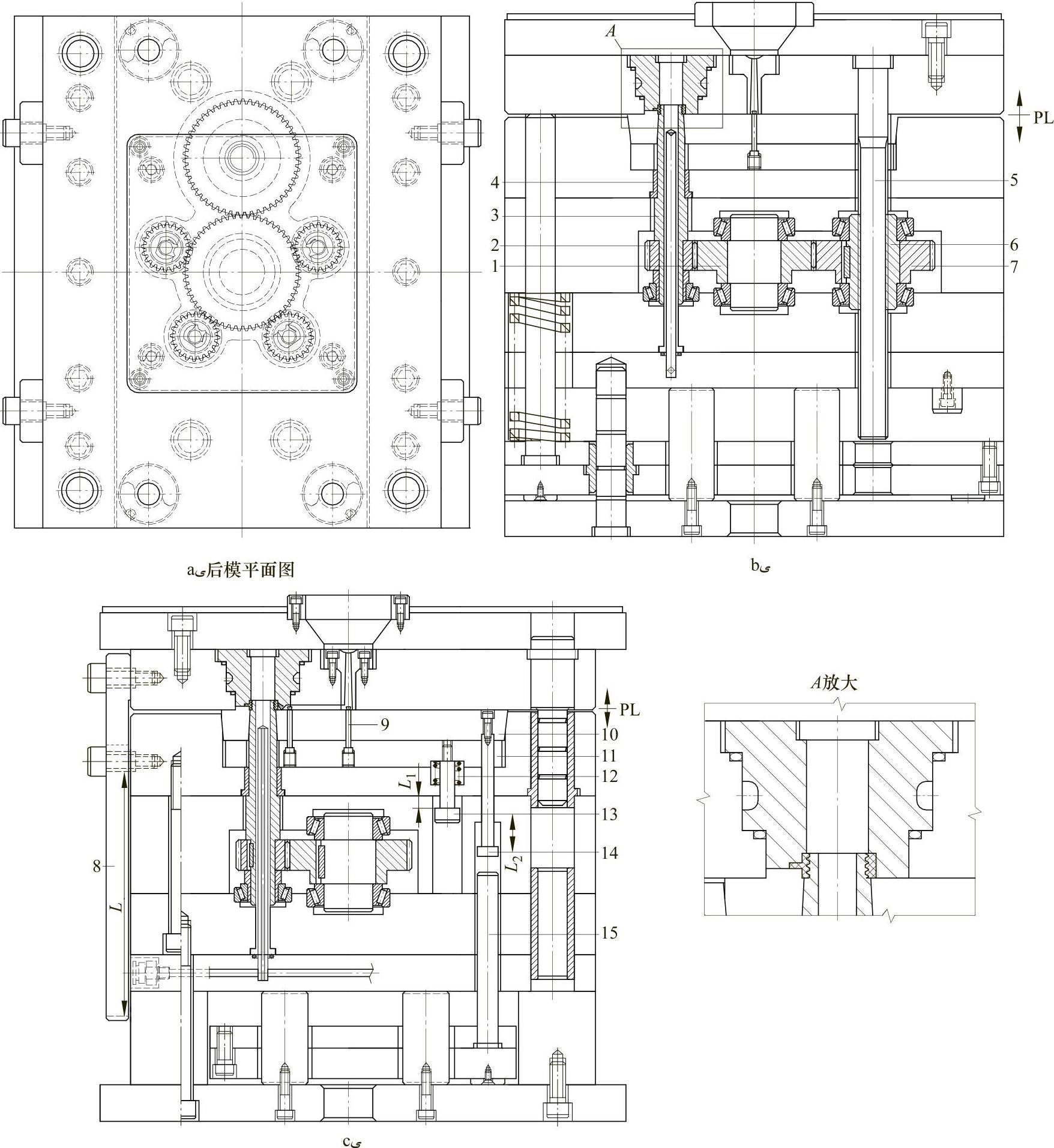
图 9-33
1、2、7—齿轮 3—螺纹型芯 4—镶套 5—螺旋杆 6—螺旋套 8—限位拉板 9—水口钩针 10、11—推板 12—弹簧 13—限位拉杆 14、15—推杆(https://www.xing528.com)
从模具结构图可以看出,此副模具的进胶方式为大水口转潜伏式浇口,从前模侧潜在产品表面,产品的顶出方式为推板顶出,模穴数为一模四穴,脱螺纹机构为螺旋杆自动脱螺纹机构。此副模具在传动机构上的特点是,螺旋杆和螺旋套不在模具中心,使得齿轮机构必须使用两级传动。在本章前几副模具中,由于浇注系统使用的是细水口或热流道,螺旋杆可放在模具中间,这种结构最为常见。而此副模具前模侧是两板模结构,为保证4个产品的进胶平衡,浇口套必须放在模具中心,致使螺旋杆无法放在模具中心,必须偏心放置。螺旋杆如果偏心,传动机构则必须使用两级传动,使模具结构更加复杂化。但是,考虑到产品进胶的重要性,必须如此设计。
前面讲过,螺纹方向为右旋的产品,若使用如此例的两级传动,必须选择右旋螺旋杆,切记。
此副模具的动作原理如下。
开模后,分型面PL分型,产品和流道停留在后模一侧,并紧紧地包在螺纹型芯3和水口钩针9上,同时,螺旋杆5在自身大导程螺纹的作用下,开始驱动螺旋套6和齿轮7同步逆向旋转,齿轮7驱动齿轮1,齿轮1又驱动螺纹型芯3向产品的螺纹旋出方向旋转,同时,在弹簧12的作用下,推板10、11被向上弹起,推动产品向上顶出;当分型面打开L距离时,在限位拉板8的限位下停止开模动作,此时,产品已被两件推板推出螺纹型芯3自动脱落;而两件推板也在行至了L1距离时,在限位拉杆13的限位下停止了顶出,此时,注塑机的顶出机构开始推动顶板等顶出机构向前顶出,推杆15推动推杆14,推杆14推动推板10同时顶出,此次顶出是专门为了将流道从水口钩针9上顶出;当推板10被顶出L2距离时,推杆14限位,此时,流道已从水口钩针9上脱落,至此,所有自动脱模动作完全结束。
对于此副模具需要重点关注3点:一是两级传动的结构特点,以及在何种情况下使用两级传动;二是产品的顶出方式及其相关结构;三是流道的脱模方式及其相关结构。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。