



此例产品是一个电器按钮,产品材料为PC,如图9-30所示。此产品有两个特点,一是在分型面下方,有一圈很深的肋,由于肋的深度较深,会对后模侧形成很大的包紧力,因此,产品的顶出存在很大难度。若使用推板推出,产品可以脱出型芯,但却无法脱出推板;若使用顶针顶出,由于产品对型芯包紧力较大,顶针有可能会顶穿产品。若想顺利实现自动脱模,必须使用顶针加推板另加二次顶出机构,这是设计此副模具的第一个难点。二是在产品中间的圆孔侧壁上,有一段细牙螺纹,由于螺牙较密,牙型较尖,必须采用自动脱螺纹机构。模具详细结构如图9-31所示。
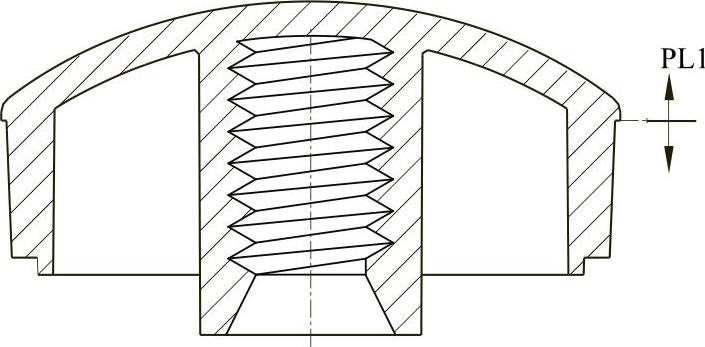
图 9-30
从模具结构图可以看出,此副模具结构整体为前模热流道转潜伏式浇口,后模为螺旋杆自动脱螺纹机构,产品的顶出方式为推板、顶针同时顶出,采用二次顶出的组合方式。详细动作原理如下。
开模后,主分型面PL1首先分型,产品留在后模一侧,同时,螺旋杆2在自身大导程螺纹的作用下,开始驱动螺旋套8和齿轮17同步逆向旋转,齿轮17又驱动螺纹型芯7向产品螺纹旋出的方向旋转,在螺纹套4的作用下,螺纹型芯7在旋转过程中边旋转边后退;当分型面行至L距离时,螺纹型芯7已脱出了产品的螺纹,此时,限位拉板1限位,开模动作停止;此时,注塑机的顶出机构通过顶出杆18推动顶针板和顶针等相关机构向前顶出,同时,在推块(件16)和弹块(件14)的作用下,顶板机构又推动推板(件11)、托板(件10)等同时向前顶出;当行至L1距离时,在斜压块13的压迫下,弹块14被完全压缩到模板中,推块16悬空,推板11、托板10等停止向前,限位拉杆15安全限位,此时,产品已被完全推出型芯19,但却仍停留在推板镶件22中不能自动脱落;继续顶出,产品最后在顶针21的顶出下被完全顶出推板镶件22,从而实现自动脱落,至此,所有自动脱模动作完全结束。
螺纹型芯7由于直径较细,为防止在受力后产生弯曲变形,导致旋转不顺畅,本例在一个螺纹型芯上使用了3个镶套定位,分别是镶套3、6和20。有镶套的保护和定位,螺纹型芯将更加安全。这种镶套的材料通常使用青铜或标准导套。
 (https://www.xing528.com)
(https://www.xing528.com)
图 9-31
1—限位拉块
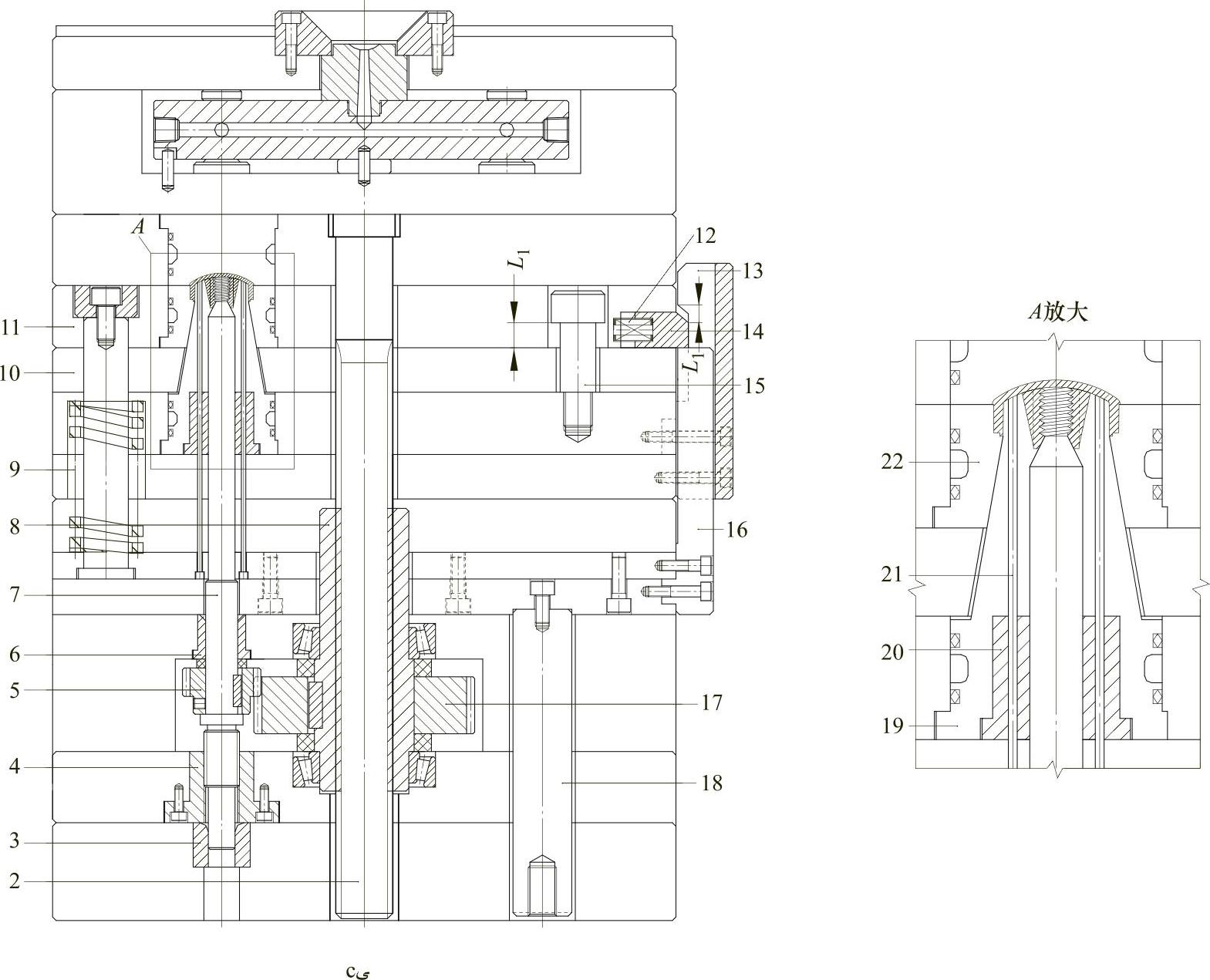
图 9-31(续)
2—螺旋杆 3、6、2O—镶套 4—螺纹套 5、17—齿轮 7—螺纹型芯 8—螺旋套 9、12—弹簧 1O—托板 11—推板 13—斜压块 14—弹块 15—限位拉杆 16—推块 18—顶出杆 19—型芯 21—顶针 22—推板镶件
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。