



此例产品是一个淋浴器的挂墙盖,产品材料为ABS。此产品有两个特点,一是产品较大,内腔较深,会对后模型芯形成很大的包紧力;二是在产品中间的通孔侧壁上,有一段牙形为梯形的螺牙,螺牙为右旋,由于螺牙的角度较小,牙深较深,因此,必须采用自动脱螺纹机构。模具详细结构如图9-29所示。
从模具结构图可以看出,此副模具集热流道系统、顶针顶出机构、自动脱螺纹机构于一体,进胶方式为热流道转潜伏式浇口,自动脱螺纹机构使用的是螺纹传动,产品的顶出方式为顶针加司筒。在本章前几个范例中,均使用推板顶出,而本例产品由于垂直投影面积较大,内腔较深,若使用推板推出,产品中间部位有可能会因为粘模而变形,从而影响产品质量;若使用顶针顶出,中间再加一个司筒,顶出力量比较平衡,一些弊端就可以避免,因此,本例使用了顶针顶出,在螺纹型芯脱出后,再用顶针和司筒顶出产品。
在其他类型的模具结构中,顶针顶出是模具的基本结构,并无特别之处,但顶针机构出现在自动脱螺纹的模具结构中,并不多见。由于自动脱螺纹机构多了一套传动机构,很多部件极易和顶针机构发生干涉和冲突,若想两种结构并存,设计难度极大,模具结构较复杂,但是,只要理解了结构原理和运动原理,设计此种结构并不困难,详细动作原理如下。
 (https://www.xing528.com)
(https://www.xing528.com)
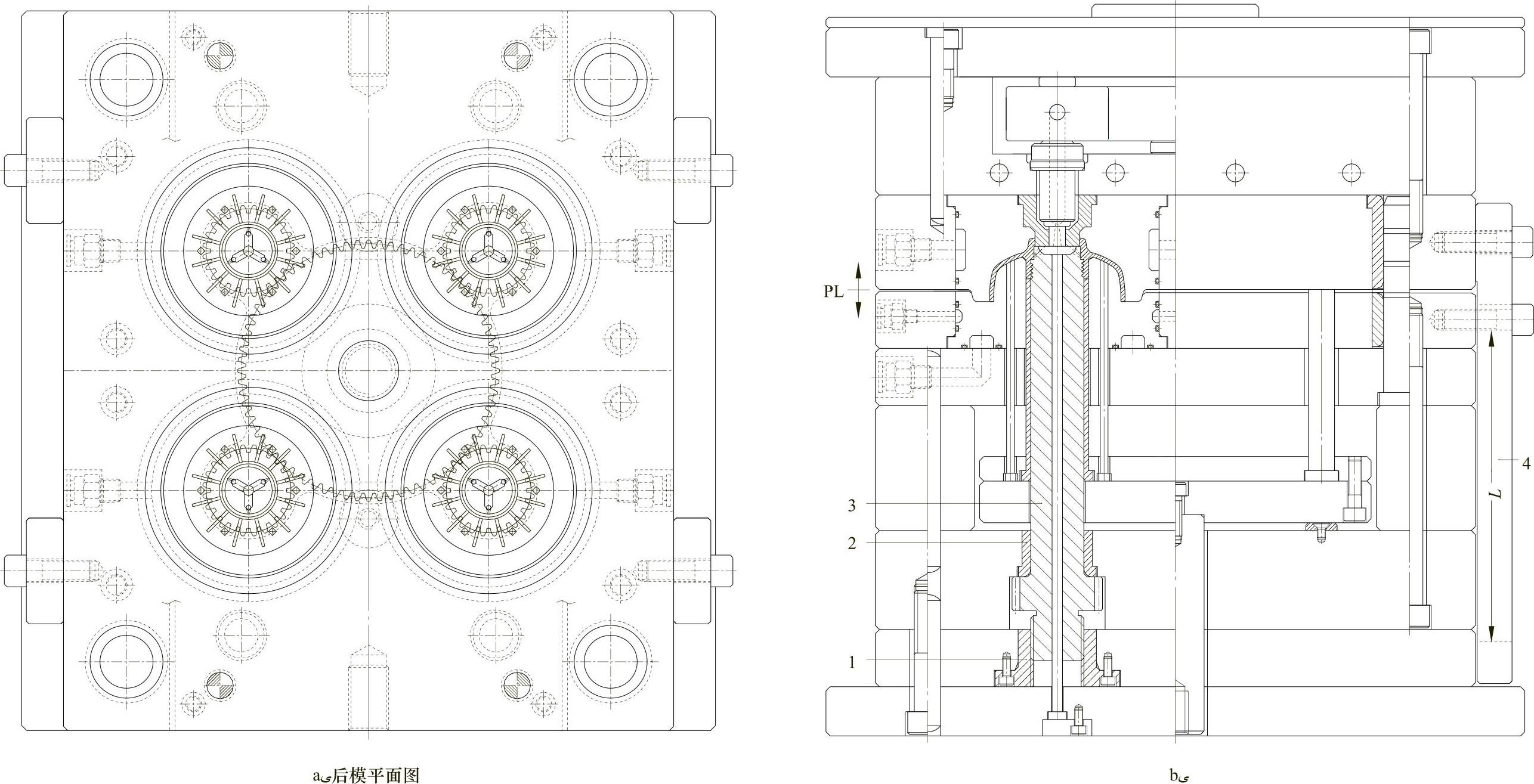
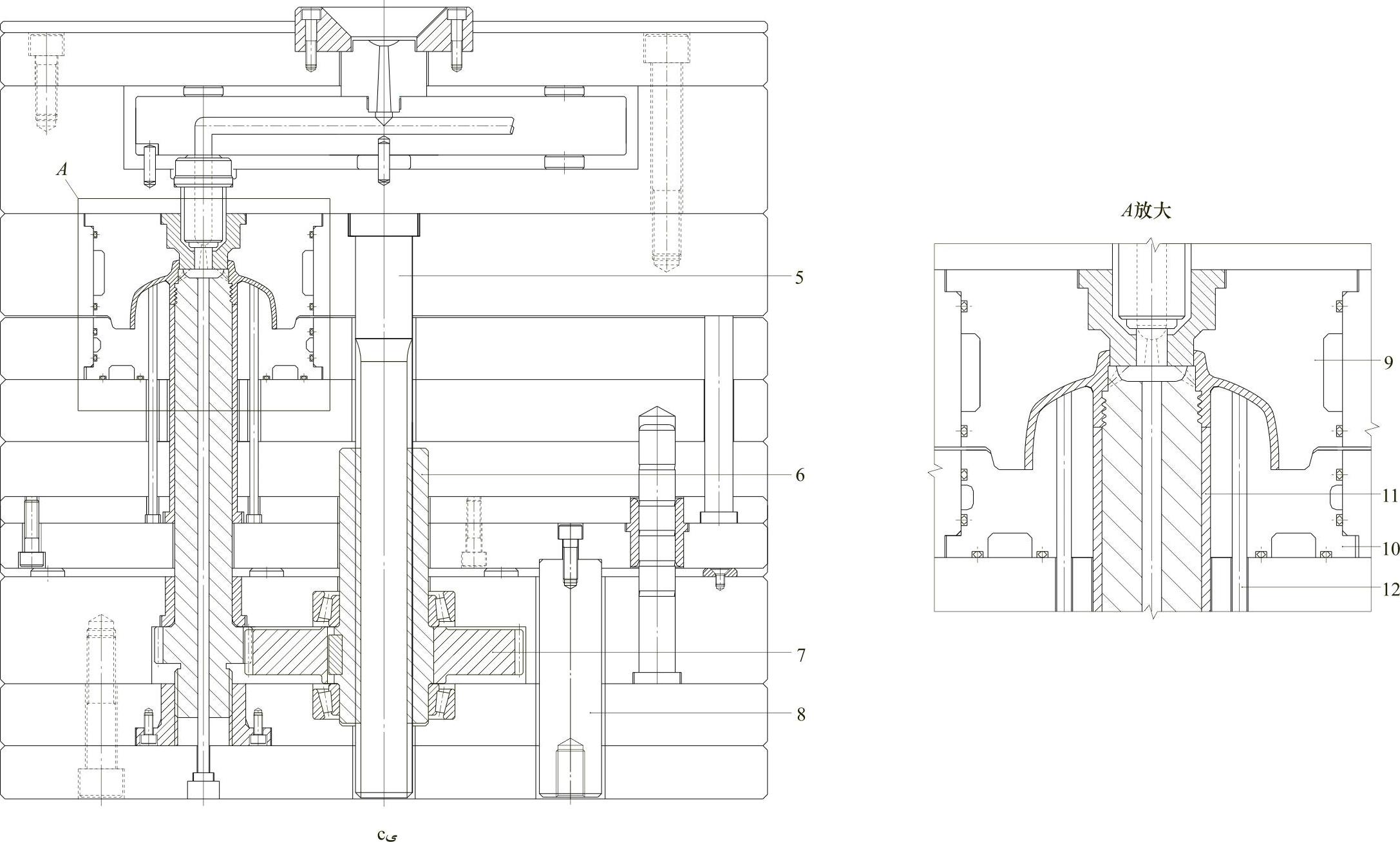
图 9-29
1—螺纹套 2—镶套 3—螺纹型芯 4—限位拉板 5—螺旋杆 6—螺旋套 7—齿轮 8—顶出杆 9—型腔 1O—型芯 11—司筒 12—顶针
开模后,分型面PL分型,产品留在型芯10和螺纹型芯3上,同时,螺旋杆5在自身大导程螺纹的作用下,开始驱动螺旋套6和齿轮7同步逆向旋转,齿轮7又驱动螺纹型芯3向产品螺纹旋出的方向旋转,在螺纹套1的作用下,螺纹型芯3在旋转过程中边旋转边后退;当分型面行程L距离时,螺纹型芯3已脱出了产品的螺纹,此时,限位拉板4限位,开模动作停止,此时,注塑机的顶出机构通过顶出杆8推动顶针板和顶针等相关机构向前顶出;最后,产品和潜伏式浇口被顶针12和司筒11从型芯10上顶出,至此,所有自动脱模动作完全结束。
对于此副模具,应重点关注的是顶出机构在整副模具中所处的位置,以及潜伏式浇口的顶出方式。正常情况下,顶出机构均设计在传动机构的上方,只有待传动机构的动作结束后,才可进行顶出动作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。