



此例产品是一个化妆品瓶盖,在产品内侧有一段内螺纹,如图9-20所示。由于牙型较深,且产品材料为ABS,因此,必须使用自动脱螺纹机构。但是,由于产品外观要求非常严格,绝不允许有进浇口痕迹,因此,浇口位置只能选择在产品内侧进胶,采用三板模点浇口的进胶方式。因此,产品必须倒过来设计,采用倒装模结构,然而,由于产品内侧已经有了脱螺纹机构,流道和浇口必须从螺纹型芯中间穿过,这为模具结构的设计带来了很大难度。模具详细结构如图9-21和图9-22所示。

图 9-20
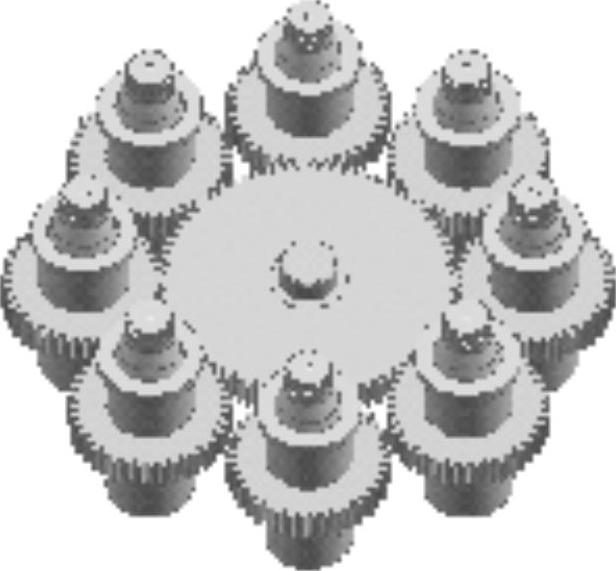
图 9-21
从模具结构图可以看出,此副模具为倒装模结构,一模八穴,成45°角均匀排列,进胶方式为三板模点浇口,从产品正中间进胶,液压马达脱螺纹机构也同在前模,详细动作原理如下。
开模后,在尼龙开闭器9的拉力下PL1首先分型,目的是为了将冷却镶件8和流道镶件7拉开一段距离,首先脱离螺纹型芯20对它们的锁紧力,为后面螺纹型芯20的旋转提供间隙;当行至L距离(约2mm)时,限位拉杆6限位,PL2分型,目的是为了脱出细水口流道;当行至L1距离时,限位拉杆4限位,PL3分型,当行程L2距离时,限位拉杆5限位,此时,整个流道系统已可以自动脱落;继续开模,主分型面PL4分型,产品留在前模一侧,待开模动作停止后,液压马达起动,从而通过链条和主动齿轮2带动8个螺纹型芯20同时旋转,开始旋出螺纹,同时,推板1在弹簧11的作用下向上弹起,开始同步推出产品,PL5分型;当推板1行至L3距离时,限位拉杆10限位,推板停止推动,产品被完全推出并自动跌落,液压马达等所有传动机构停止运动,此时,所有脱模动作全部结束。
对于本例结构,应重点关注的是螺纹型芯20的固定方式。为保证螺纹型芯的轴向稳定和径向稳定,本例在螺纹型芯上使用了两个不同类型的轴承,一个是推力球轴承,另一个是滚针式轴承。这种固定方式和本章范例4完全相同,此例不再重复。此例将滚针式轴承的详细结构用3D的视角来表达,用以加深读者的理解。图9-23为此类轴承的全部结构,图9-24为轴承拆除钢套后的内部结构。
除此之外,还应重点掌握冷却镶件8、流道镶件7的固定方式和结构形式。设计这种结构时,既应考虑其稳固性,更应考虑其冷却结构及流道结构,所以设计难度较大。(https://www.xing528.com)
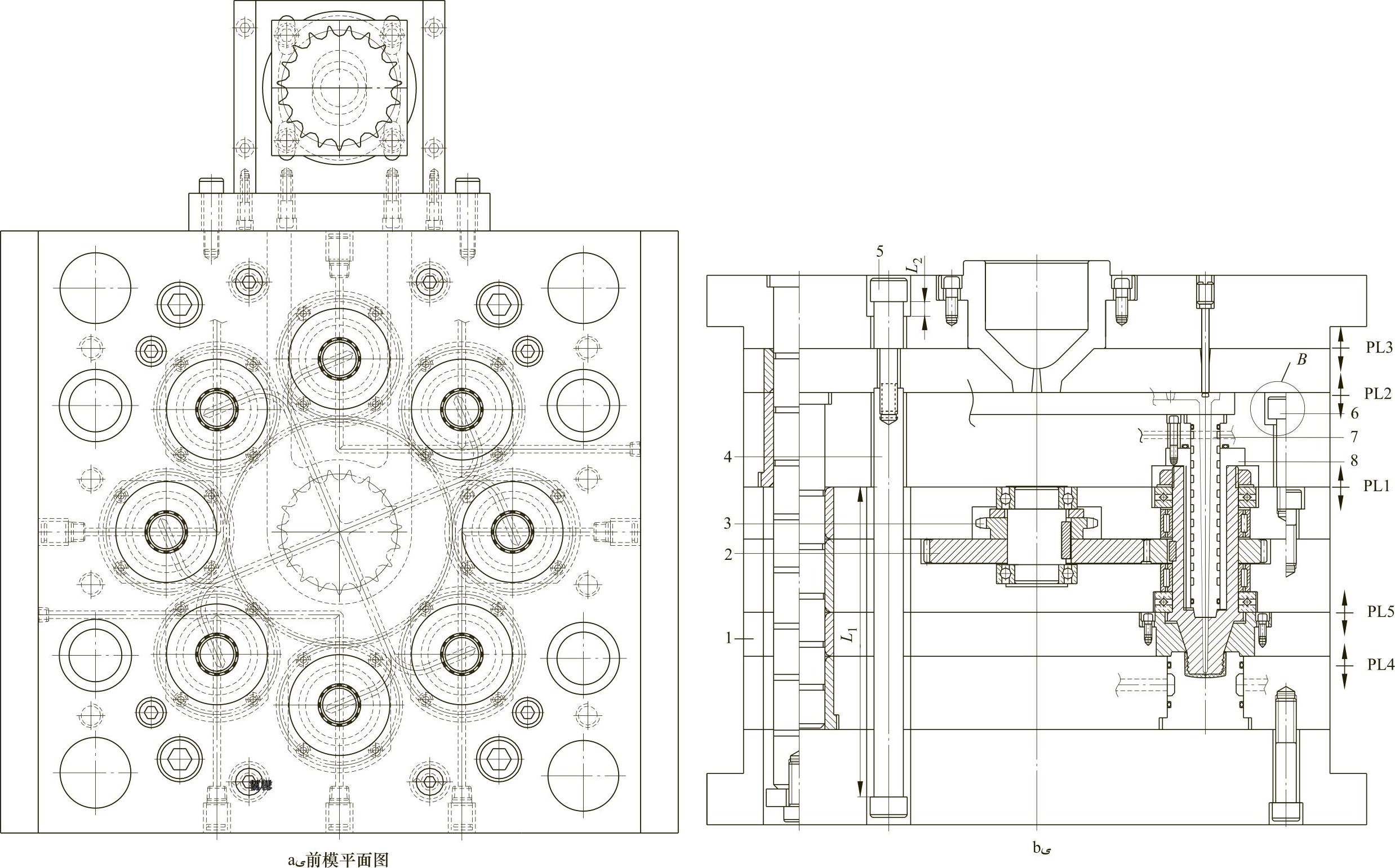
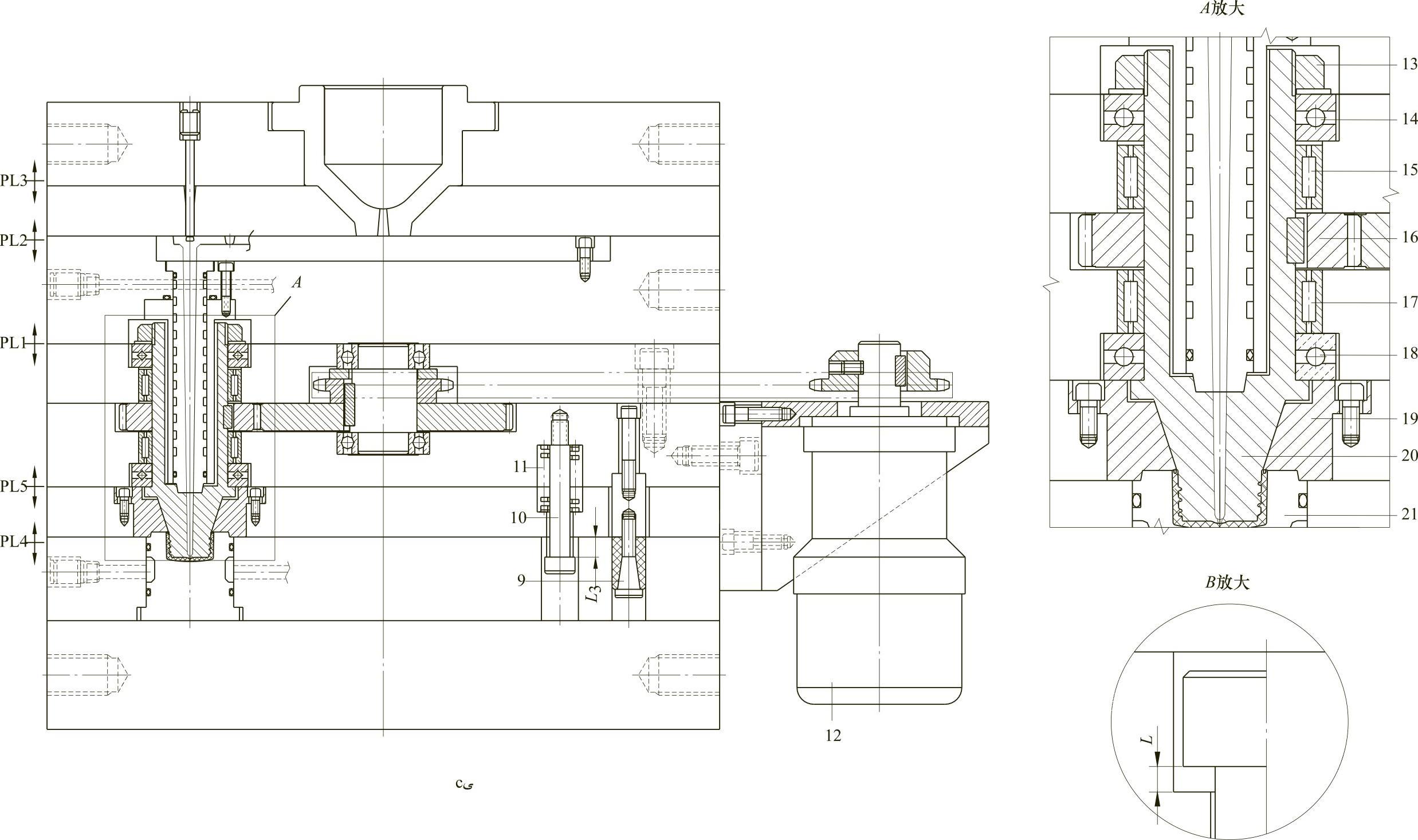
图 9-22
1—推板 2、16—齿轮 3—链轮 4、5、6、1O—限位拉杆 7—流道镶件 8—冷却镶件 9—尼龙开闭器 11—弹簧 12—液压马达 13—螺母 14、15、17、18—轴承 19—推板镶件 2O—螺纹型芯 21—型腔

图 9-23

图 9-24
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。