



此例产品是一个淋浴器的挂墙座,产品材料为ABS,图9-11为产品的反面视图。在产品中间的通孔侧壁上,有一段牙形为梯形的螺牙,螺牙的方向为右旋。由于螺牙角度较小,牙深较深,因此,必须采用自动脱螺纹机构。模具详细结构如图9-12所示。
从模具结构图可以看出,此副模具是一副液压马达传动的自动脱螺纹机构。由于图形较大,纸张的大小有限,为使图面保持线条清晰、简洁,本例特意删除了液压马达机构在本例结构图中的显示。关于马达的安装结构及设计重点在本章范例1中已介绍,本例不再重复。在后面的范例中,这种简略的图形表达方式会经常使用,望读者知悉并理解。
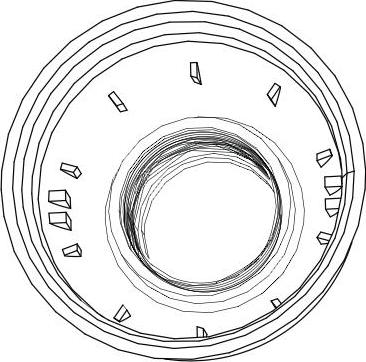
图 9-11
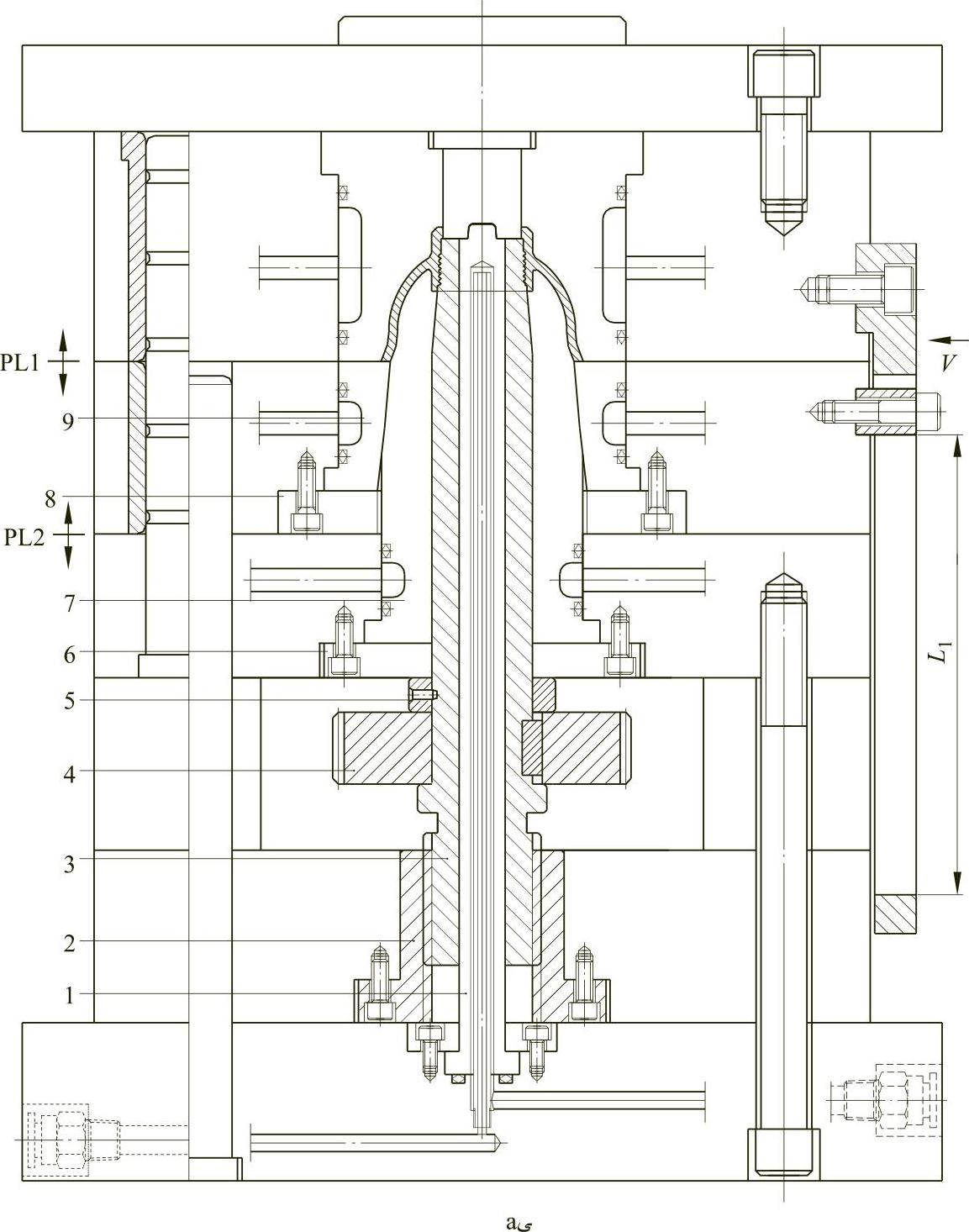
图 9-12
 (https://www.xing528.com)
(https://www.xing528.com)
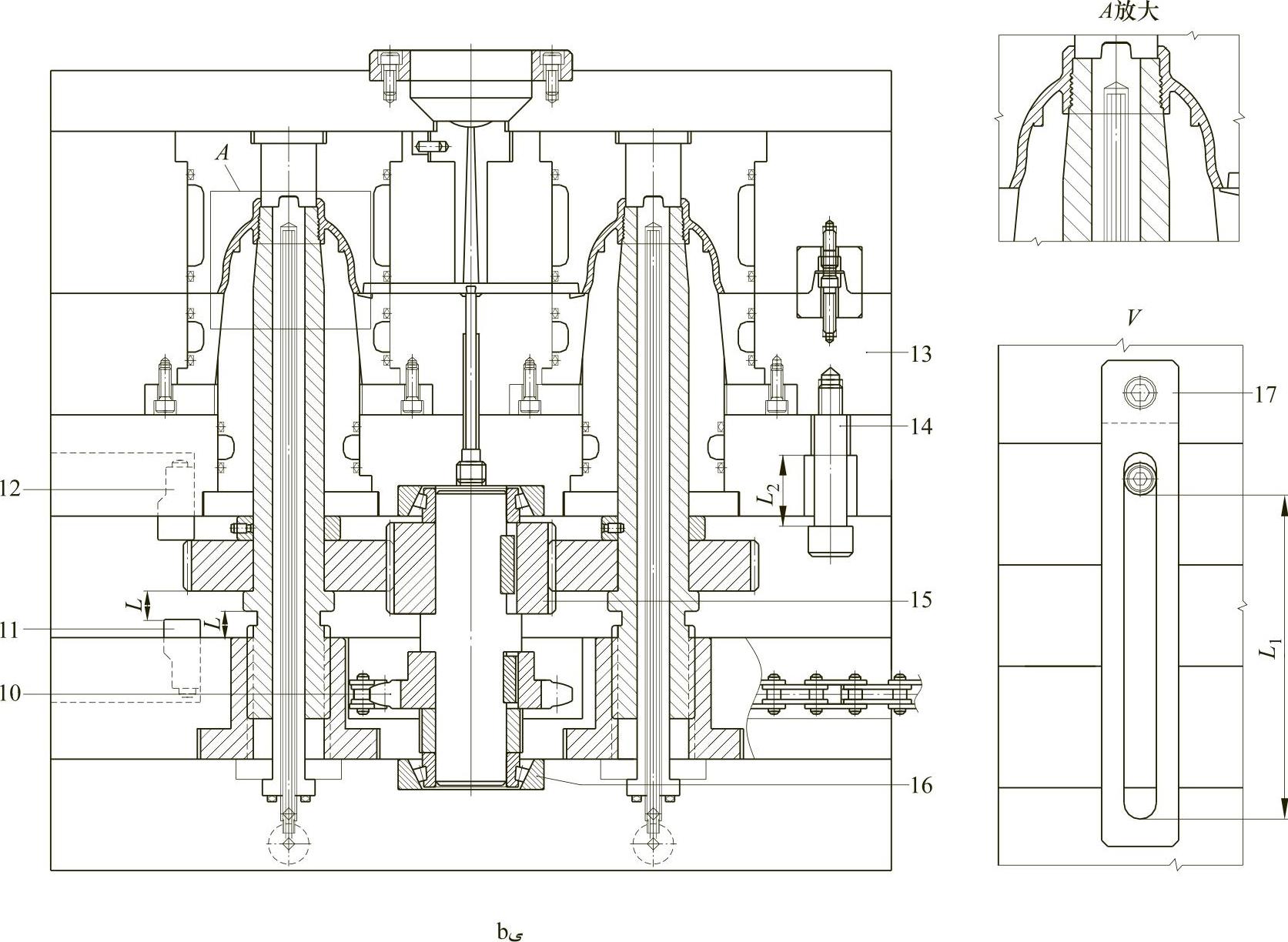
图 9-12(续)
1—冷却镶件 2—螺纹套 3—螺纹型芯 4、15—齿轮 5—定位套 6、8—小压板 7—型芯 9—推板镶件 10—链轮 11、12—感应开关 13—推板 14—限位拉杆 16—轴承 17—拉板
和范例1相比,两副模具虽然结构类型相同,但此例的设计更加简洁,推板的推出方式也发生了很大变化,使模具整体结构变得更加简单。从图中看出,推板镶件9底部镶拼了一件小压板8,专门用来固定推板镶件,省去了一块模板,但达到了同样的效果。型芯7底部也同样镶拼了一件小压板6,专门用来固定型芯,又省去了一块模板。冷却镶件1直接固定在下码模上,也省略了一块模板。此例的螺纹型芯3下端,没有使用定位套导向,虽节省了一块模板,和范例1相比却不太安全,这是其缺点,因为增加一个定位套会使整体结构显得更加严谨。关于推板顶出方式,在范例1中,另外增加了一套顶出机构,而本例的推板是直接利用开模动作让前模将推板拉开的,为了拉开推板,本例使用了4件拉板17。整副模具的动作原理如下。
注塑完成后,不是首先开模,而是首先起动液压马达(图中未示出)。液压马达带动链条,链条通过链轮10带动齿轮15,从而带动齿轮4和两件螺纹型芯3同时作旋转运动,在螺纹套2的作用下,螺纹型芯3边旋转边向后退;当行至L距离时,齿轮4端面触动电池感应开关11,液压马达停止转动,所有旋转机构全部停止,此时螺纹型芯3已完全脱出了产品的螺纹部分;紧接着开始开模动作,主分型面PL1分型,产品留在后模一侧紧紧地包在型芯7上,当行至L1距离时,拉板17拉动推板13向前运动;当行至L2距离时,在限位拉杆14的作用下,推板13停止运动,产品也已被完全推出,自动跌落,至此,所有自动脱模动作全部完成。
在此副模具中,使用了圆锥滚子轴承16。在自动脱螺纹机构中,这种圆锥滚子轴承很常用,比深沟球轴承使用得更加广泛,因为它可以承受较大的轴向压力,稳定性更好,使用寿命更长,精密度更高。
对于此副模具,需重点关注以下几个问题:推板镶件的固定方式,型芯的固定方式,几个齿轮和链轮的固定方式,螺纹型芯的形状特征,冷却系统的设计方法,以及整副模具的安装方式等。无论何种脱螺纹机构,上述内容均需重点掌握,特别是齿轮机构的安装固定方式和螺纹型芯的结构特点,必须理解透彻,只有这样,设计时才能够做到熟练变通,熟练应用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。