



此例产品是一个电热杯外壳。在模具结构上,前模侧共有3个斜弹式滑块,分别是滑块1、3、5。后模侧共有两个内滑块,分别是内滑块4和内滑块6。产品的出模方式为推板顶出,进胶方式为潜伏式浇口。为简化模具结构,降低模具的整体高度,此例取消了常规的顶板机构和模脚,这是此副模具的整体结构特点。详细结构如图8-64所示。
此副模具由于结构复杂,难以一一描述,因此,本例简单地介绍一下较有特色的部分。从模具结构图可以看出,此例潜伏式浇口深潜在型芯之中,必须有顶针机构才能顶出,而本例经过简化后取消了常规的顶出机构。当产品被推板推出后,主流道和潜伏式浇口仍停留在后模型芯之中无法自动脱出。为能够自动顶出主流道和浇口,本例在后模码模板和型芯固定板之中另外设计了一套较小的顶针板机构。顶针板上共有两支顶针,专门用来顶出流道和浇口。但是,由于产品所需的顶出距离较大,而流道所需的顶出距离较小,如果将两支顶针的顶出距离也按照产品的顶出距离来设计,后模码模板和型芯固定板的厚度将加厚一倍,那么,模具的整体厚度将变厚,制造成本将大幅度增加。为能够最大限度的减少模具厚度,本例将顶针机构设计成了一种特殊的二次顶出机构,将产品的顶出动作和流道的顶出动作分别错开,从而减少了顶针的顶出高度。其动作原理如下。
开模动作结束后开始顶出动作,注塑机的顶杆推动推杆9和推板7向前顶出,在拉钩10和弹块12的拉动下,推板7又带动顶针板13、14和顶针2同时向前顶出,同时,两个内滑块4、6在型芯8燕尾槽的作用下也开始向内收缩,脱离产品内侧的倒扣,在此过程中,型芯8也开始脱离产品;当行至L距离时,流道和浇口被顶针2完全顶出自动跌落,此时,弹块12被铲块11完全压缩到顶针板中,拉钩10脱离弹块12,整个顶针机构停止运动;继续顶出,当行至L1距离时,型芯8完全脱离了产品,两个内滑块4、6也完全脱出了产品内侧的倒扣,这时产品已处在自由松动的状态,最后由人工取出,至此,所有顶出动作完全结束。
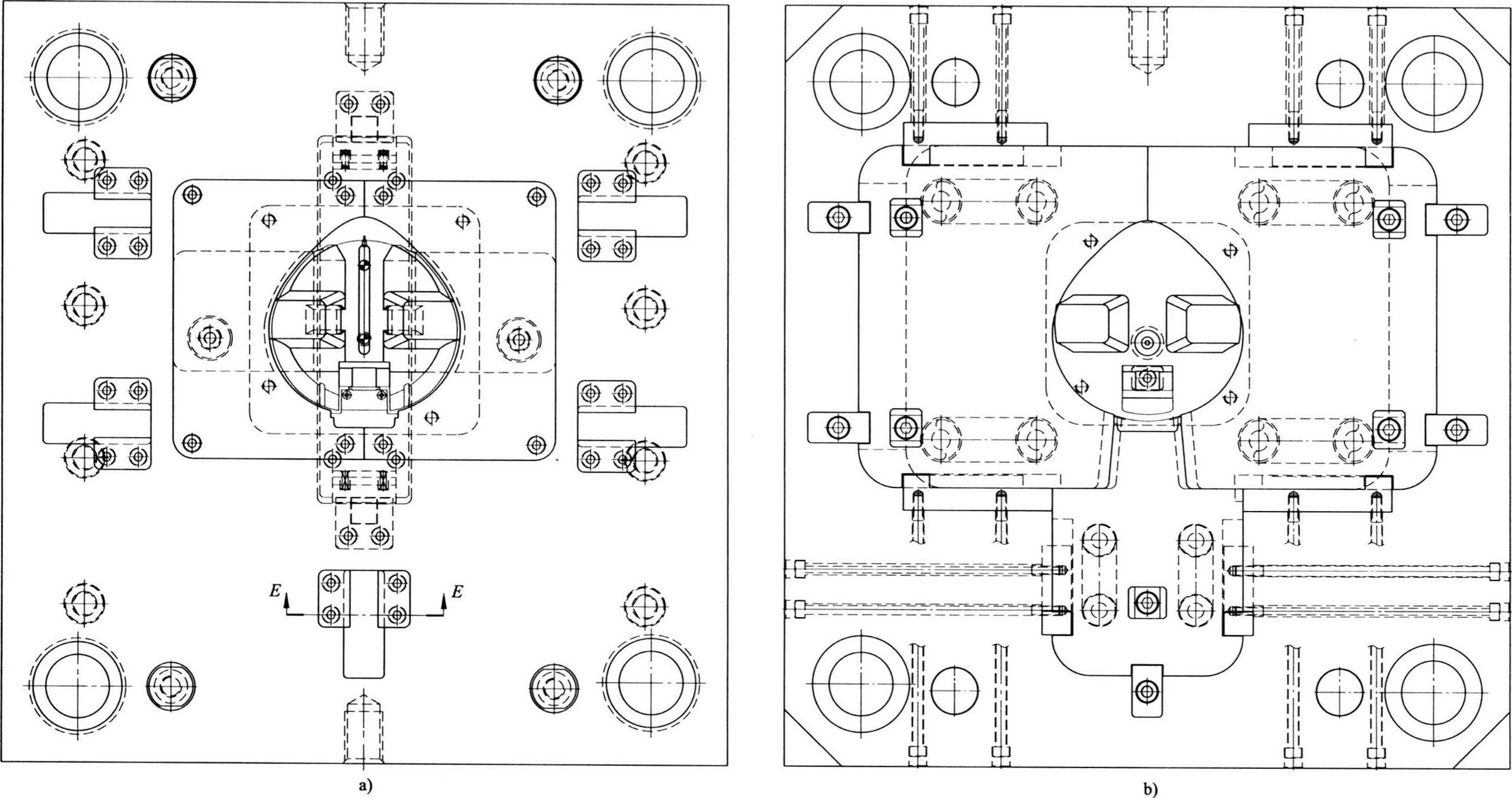
图 8-64(https://www.xing528.com)
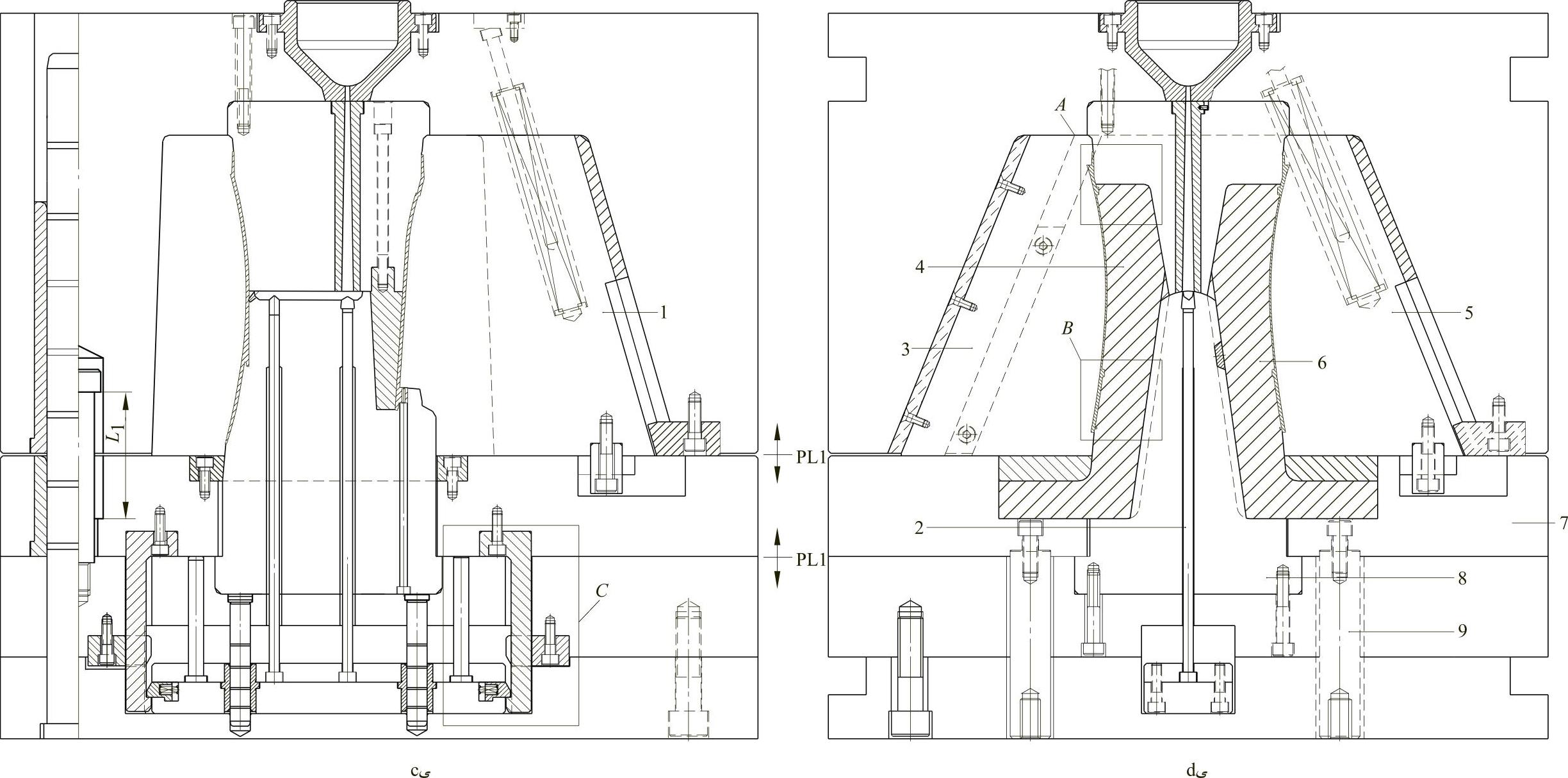
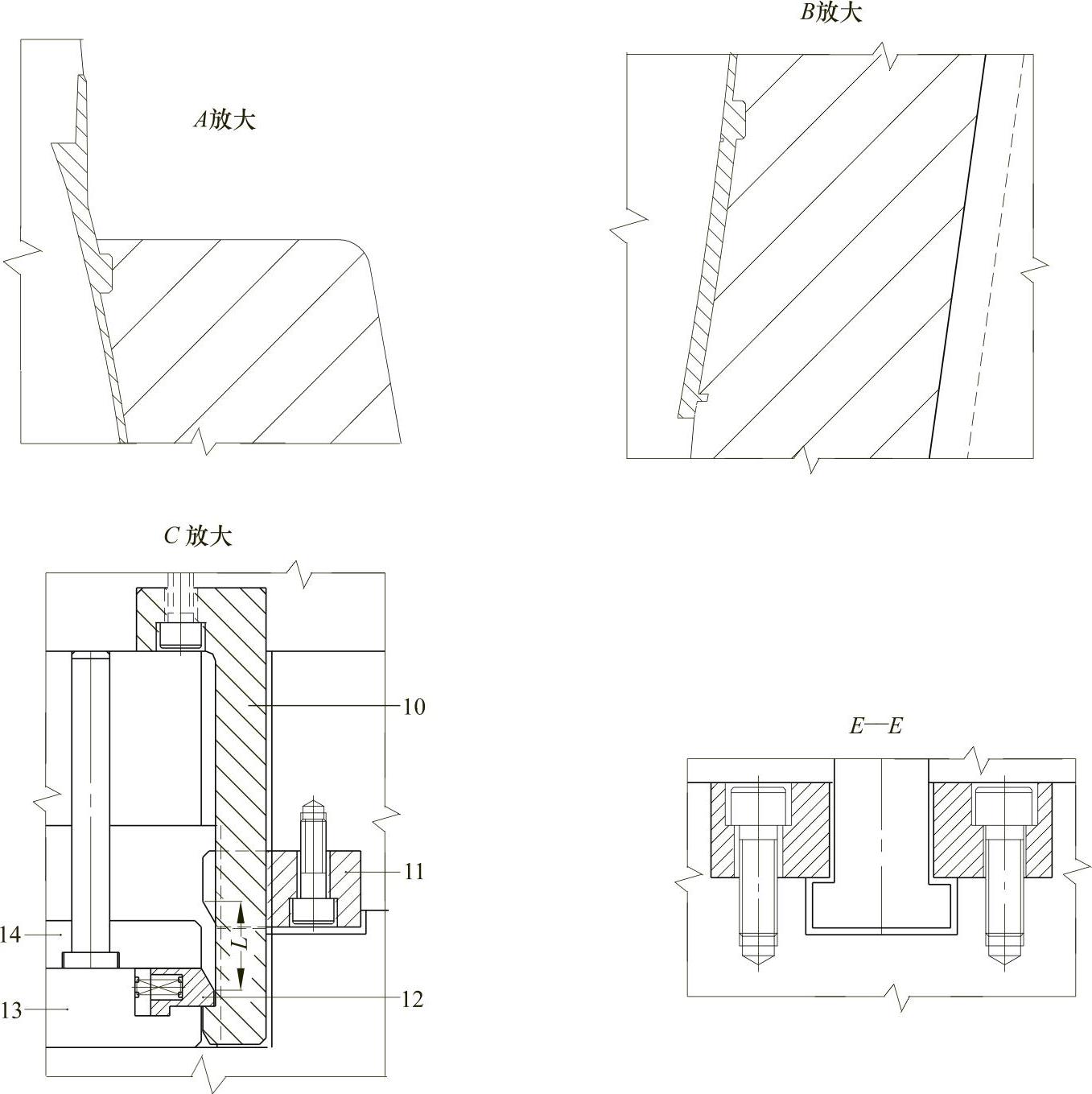
图 8-64(续)
1、3、5—滑块 2—顶针 4、6—内滑块 7—推板 8—型芯 9—推杆 1O—拉钩 11—铲块 12—弹块 13、14—顶针板
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。