



此副模具的产品是一个汽车天线盖,如图8-21所示。其中图8-21c为产品摆正后的脱模方向,从此视图可以看出,圆圈内所示是一个倒扣区域,此区域内外两侧均无法正常脱模。按照正常的设计思路,产品整个外表面使用对称的两个滑块,内侧使用一个斜抽式内滑块即可解决内外两侧的出模问题。但是,此产品外观要求非常严格,产品表面不允许有分型线印迹,所以,不能使用滑块机构,只有两种方案可供选择:一是将产品旋转到可以使其顺利脱模的角度,但是,顶出机构必须倾斜,模具设计难度很大;二是同前模滑块机构那样将前模型腔做成斜抽式结构,即主分型面在未分型之前就首先抽出前模型腔,此机构虽然也比较复杂,但设计难度要小一些。经过利弊权衡之后,本例采用了方案二。模具详细结构如图8-22所示。
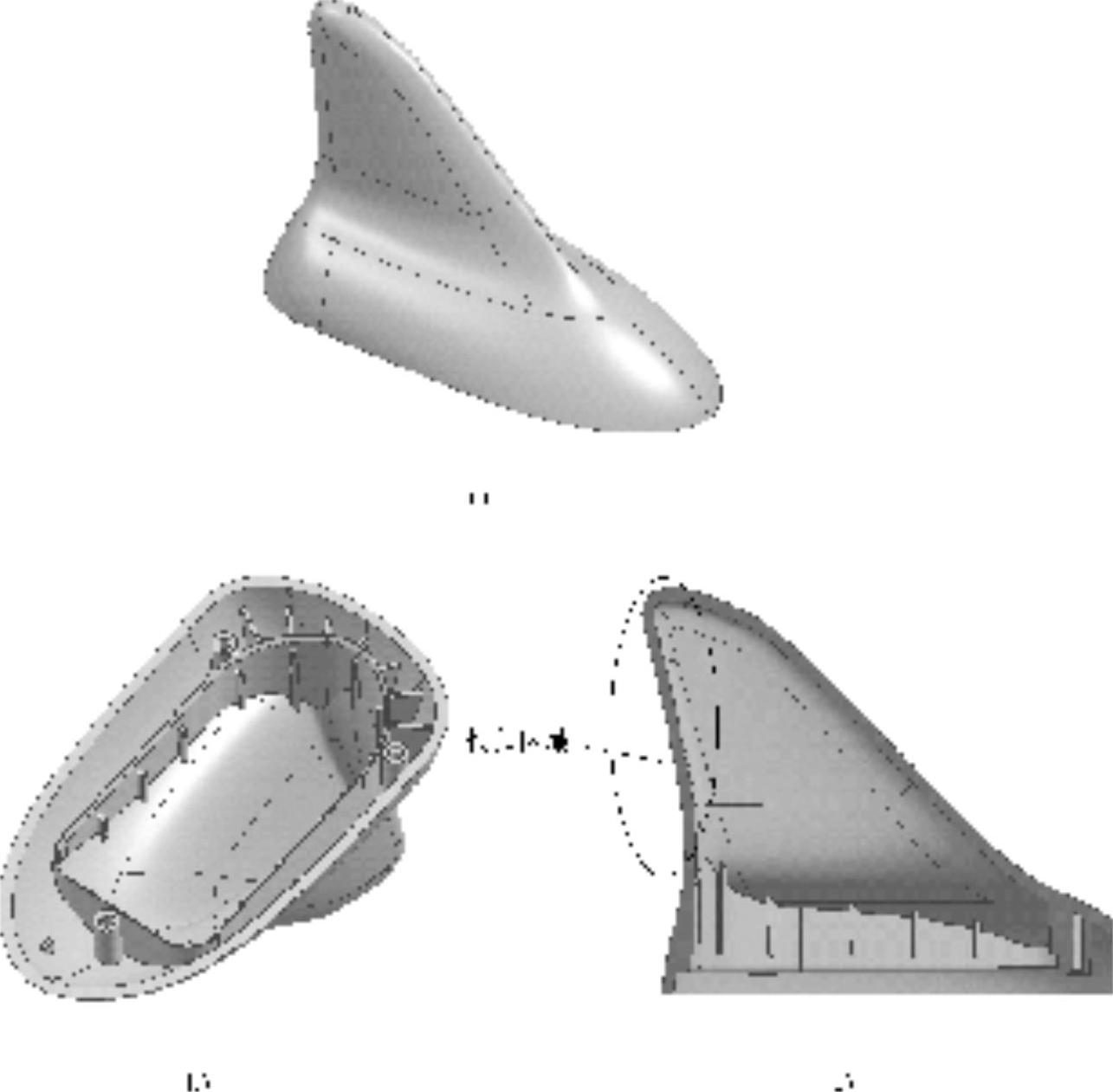
图 8-21
此副模具综合来讲是一个前模滑块和后模内滑块机构的综合范例,动作原理是:开模后,在扣机机构的拉钩9和弹簧2的作用下,PL1首先分型,目的是为了首先抽出前模型腔在产品中的倒扣距离;当行至L距离时,弹块8在斜压块7的压缩下完全向内收缩,拉钩9脱离弹块8,PL1停止分型,此时,前模型腔13已脱离了产品一段距离,此时产品已能够垂直脱模;继续开模;在尼龙开闭器1的作用下,PL2开始分型;当行至L1距离时,限位拉杆4限位,PL2停止分型,此时,内滑块5已脱离产品一段距离,此时产品已经能够垂直脱模;继续开模,主分型面PL3完全打开,最后产品被顶针顶出,从而完成全部脱模。
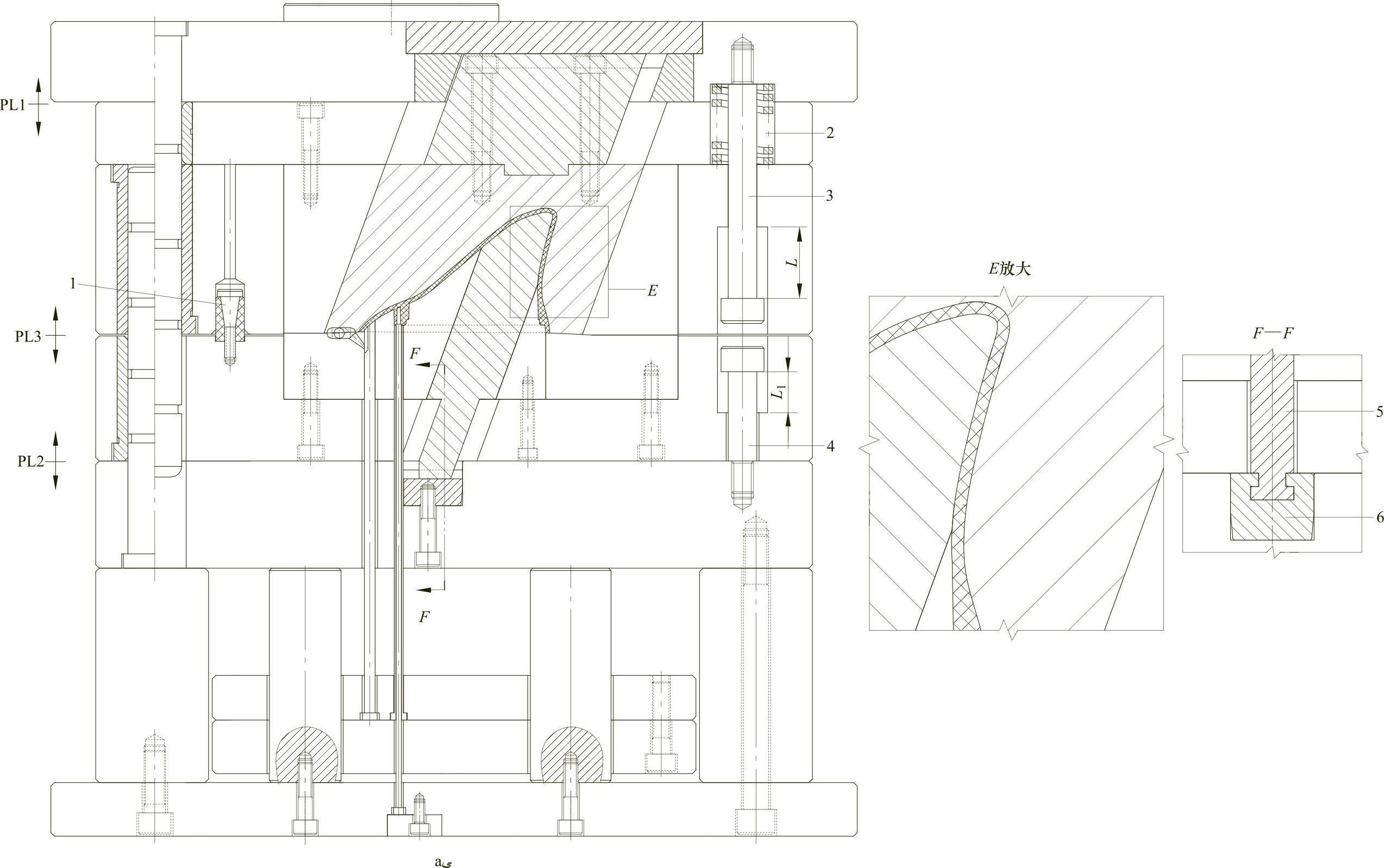
图 8-22
1—尼龙开闭器 2—弹簧 3、4—限位拉杆 5—内滑块 6—滑块座
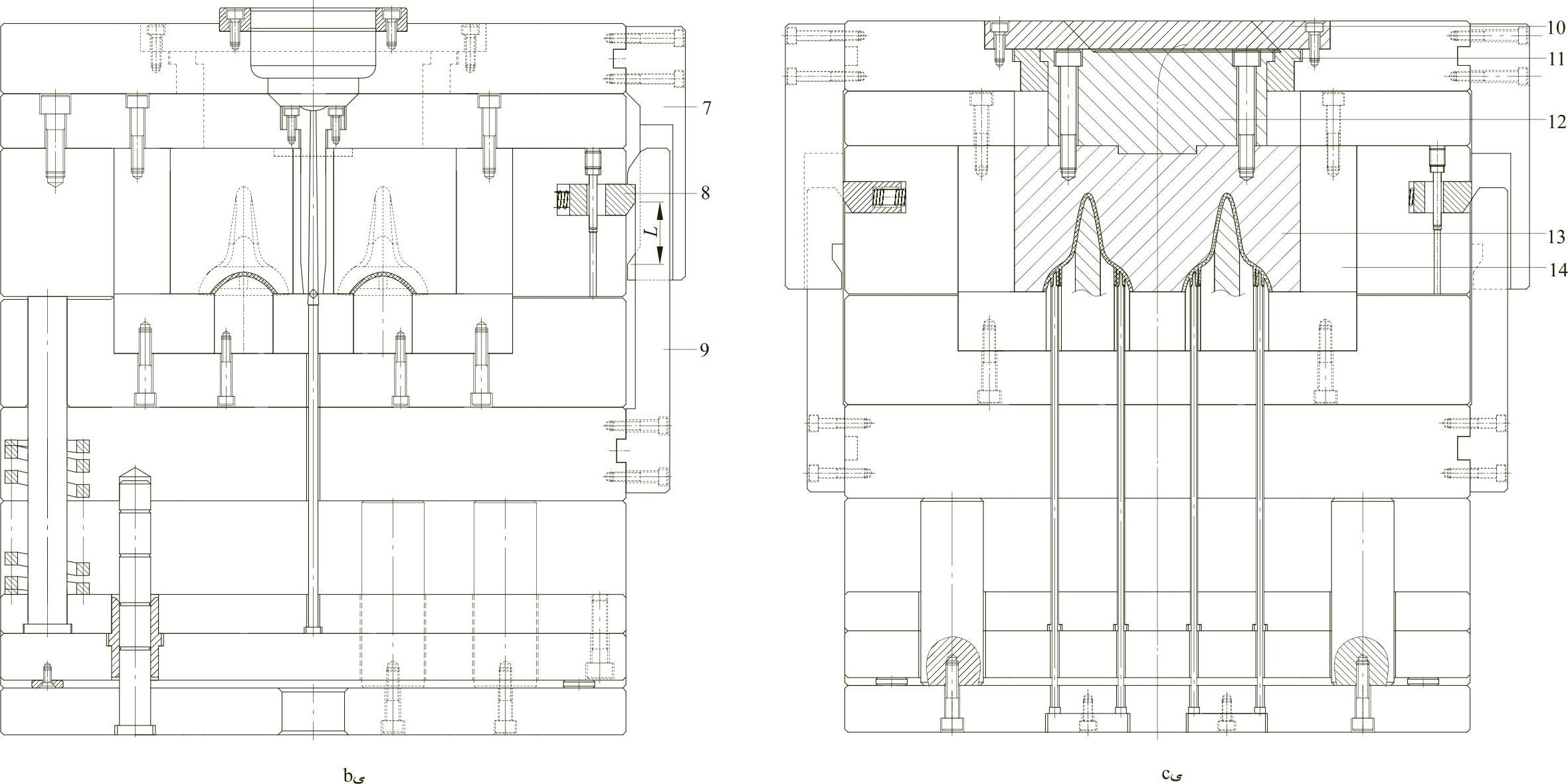
图 8-22(续)
7—斜压块 8—弹块 9—拉钩 1O—压板 11—导滑座 12—垫块 13、14—型腔(https://www.xing528.com)
设计此副模具时需注意一个非常重要的安全问题,就是分型面PL1必须等到其他两个分型面完全合模后才最后一个合模,否则,内滑块5有和前模型腔13撞击的危险,为此,本例使用了一种合模顺序控制扣机,如图8-23所示。此机构共有5个重要零件,分别是撑块15、弹块16、铲块17、弹簧18和限位螺钉19。在合模状态下,弹块16一直处于撑块15的压缩下。当PL1开模后行至L距离时,弹块16弹起,刚好卡在撑块15的卡槽中,如图8-24所示,这样,合模时,撑块15紧紧撑住A板,致使分型面PL1无法合模,直至另外两个分型面完全合拢后,铲块17的斜面刚好铲到弹块16的斜面,迫使弹块向内退缩,脱离撑块15的卡槽,分型面PL1才能够顺利合模。图8-25为PL1完全合模后弹块16和铲块17的静止状态。
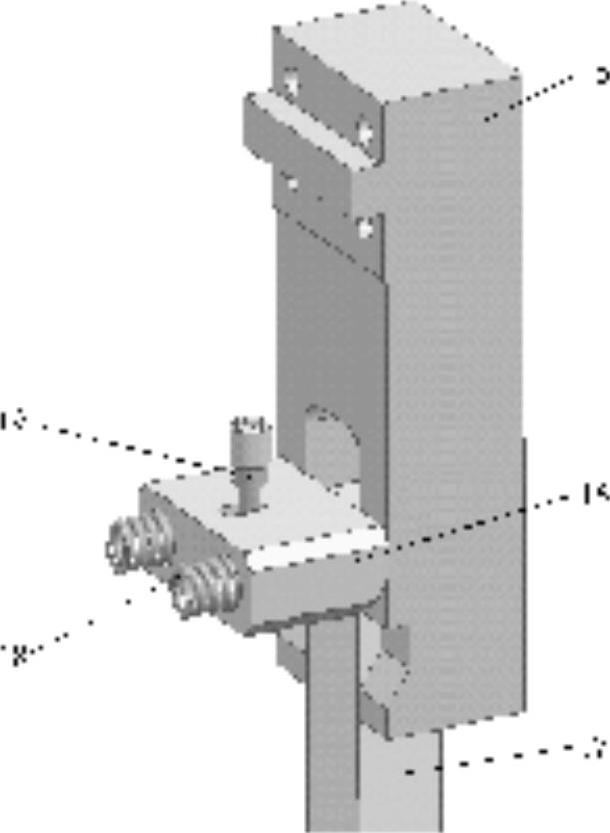
图 8-23
15—撑块 16—弹块 17—铲块 18—弹簧 19—限位螺钉
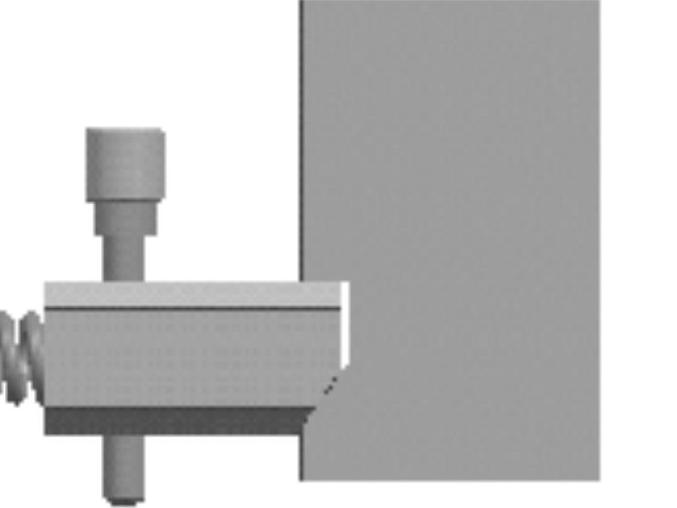
图 8-24
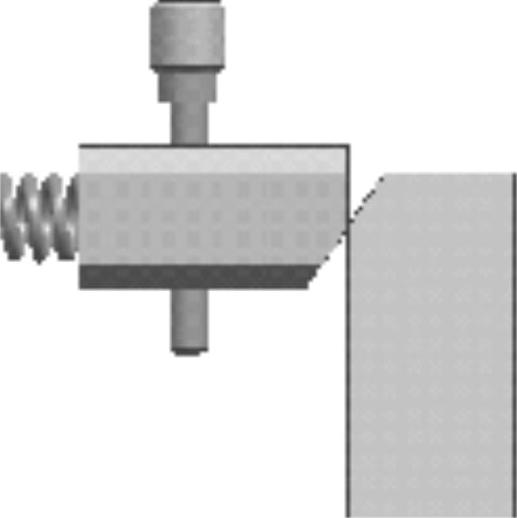
图 8-25
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。