



【摘要】:此例产品是一款汽车遮阳板的装饰盖。在整个产品上,此类倒扣共有40多个,这也意味着整副模具共需40多个斜顶,给顶出机构的复位带来了很大困难。而本例之所以使用二次顶出机构,是为了使内滑块抽芯和产品的顶出能够同步完成。除了液压缸顶出之外,此例的二次顶出机构和模具的动作原理与本章范例16完全相同,因此,本例不再介绍。
此例产品是一款汽车遮阳板的装饰盖。由于产品过大,模具结构过于复杂,本例只突出和本章内容相关的重点部分,其他内容将酌情忽略。
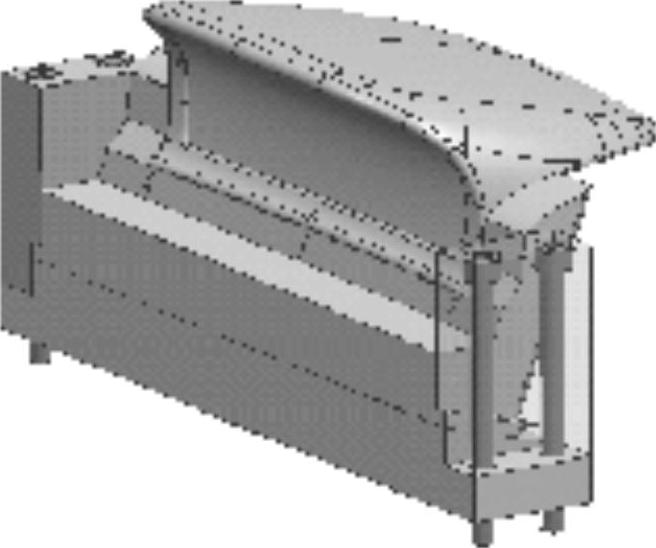
图 7-55
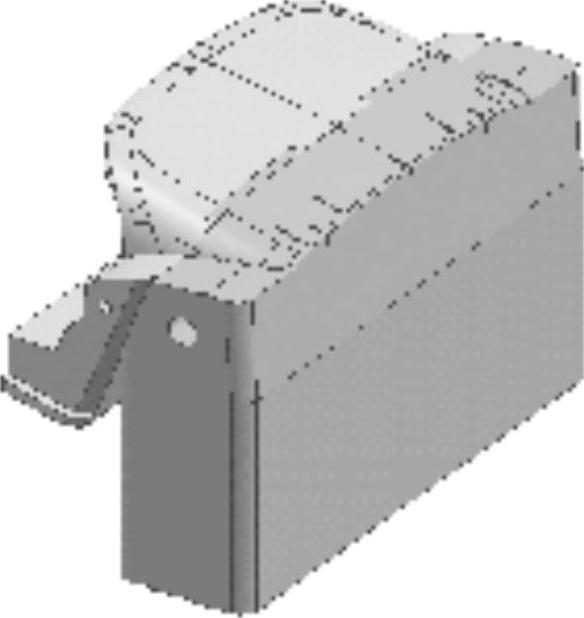
图 7-56(https://www.xing528.com)
图7-57为产品内侧的局部视图,注释A所示为几种不同形状的倒扣。这些倒扣在模具结构上必须使用斜顶抽芯。在整个产品上,此类倒扣共有40多个,这也意味着整副模具共需40多个斜顶,给顶出机构的复位带来了很大困难。如果仅靠4支普通的复位弹簧来进行复位,力量肯定不足够;再者,无论是顶出过程还是复位过程,均难以保持顶板机构的受力平衡,长期生产,必然造成顶板变形,为此,本例使用了两个液压缸机构来进行顶出和复位。有关液压缸顶出的使用方法和注意事项在前面章节已介绍,因此,本例不再进行说明。

图 7-57
注释B所示为几个不同结构形状的螺纹柱。螺纹柱的轴心方向和模具的开模方向之间有很大的夹角,无法正常脱模,因此,必须使用斜抽式内滑块机构。而本例之所以使用二次顶出机构,是为了使内滑块抽芯和产品的顶出能够同步完成。第一次顶出是为了推开B板,抽出内滑块;第二次顶出是为了使顶针顶出产品。只要理解了这两个设计思路,就能理解此副模具的结构原理。除了液压缸顶出之外,此例的二次顶出机构和模具的动作原理与本章范例16完全相同,因此,本例不再介绍。详细结构如图7-58所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。