



此副模具的产品是一个室内无绳电话的主机内支架。在模具结构上此例集前模滑块和后模内滑块于一体,详细结构如图7-26所示。由于前模两个滑块刚好处于模具正中心位置,和浇口套产生了干涉,为此,前模在三板模基础上增加了一块模板,造成了4块模板3次分型,这是此例的特殊之处。当碰到这类结构时,只需重点掌握几个限位拉杆的安放位置和分型距离即可。
此例二次顶出的第一次顶出是为了顶开B板,抽出内滑块,第二次顶出是为了使顶针顶出产品。若此例没有内滑块,根本不需二次顶出机构,所以,只要明白了设计意图,很容易理解整副模具的动作原理。
首先简要介绍一下前模4块板的开模顺序:开模后,在尼龙开闭器9的作用下,PL1首先分型,同时,前模滑块10在滑块座11 T形槽的拉动下向后抽芯,当行至L距离时,滑块10完成抽芯,限位拉杆3限位;紧接着PL2开始分型,当行至L1距离时,主流道已完全脱出前模腔和模板,此时在限位拉杆1的作用下PL3开始分型,当PL3打开L2距离时,主流道脱离水口钩针和浇口套,完成自动跌落,此时限位拉杆2限位,主分型面PL4打开。
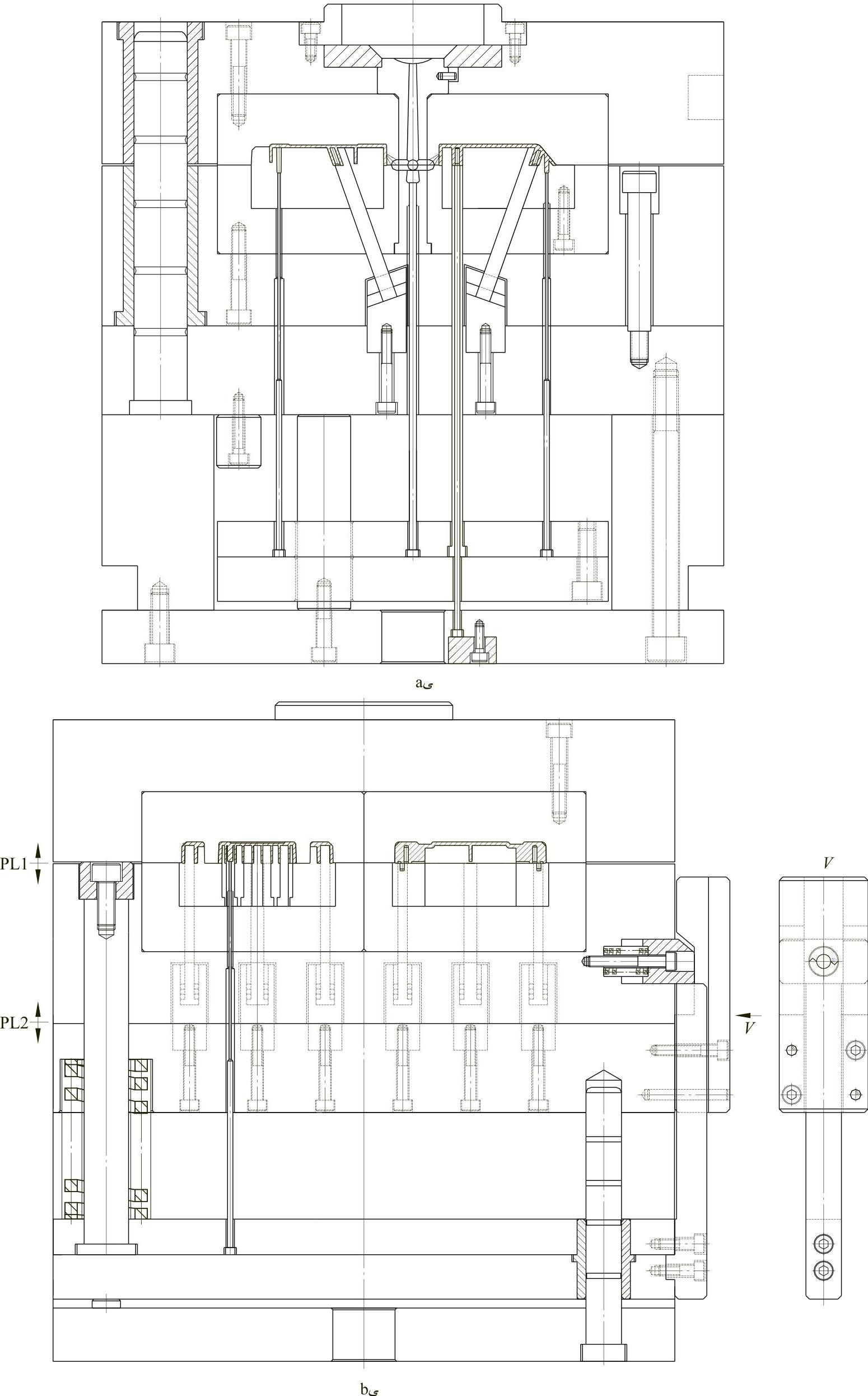
图 7-25
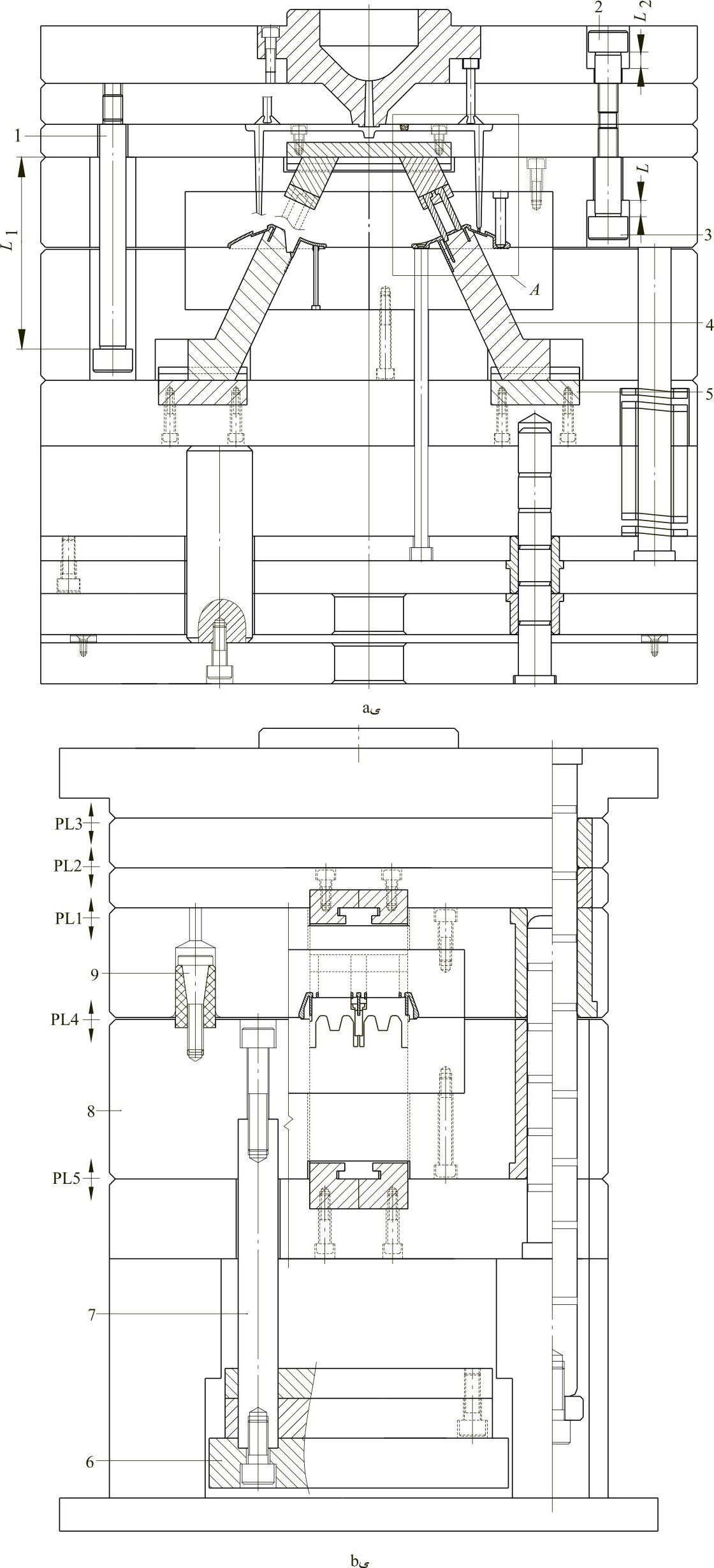
图 7-26(https://www.xing528.com)
1、2、3—限位拉杆 4—内滑块 5—滑块座 6—推板 7—推杆 8—B板 9—尼龙开闭器
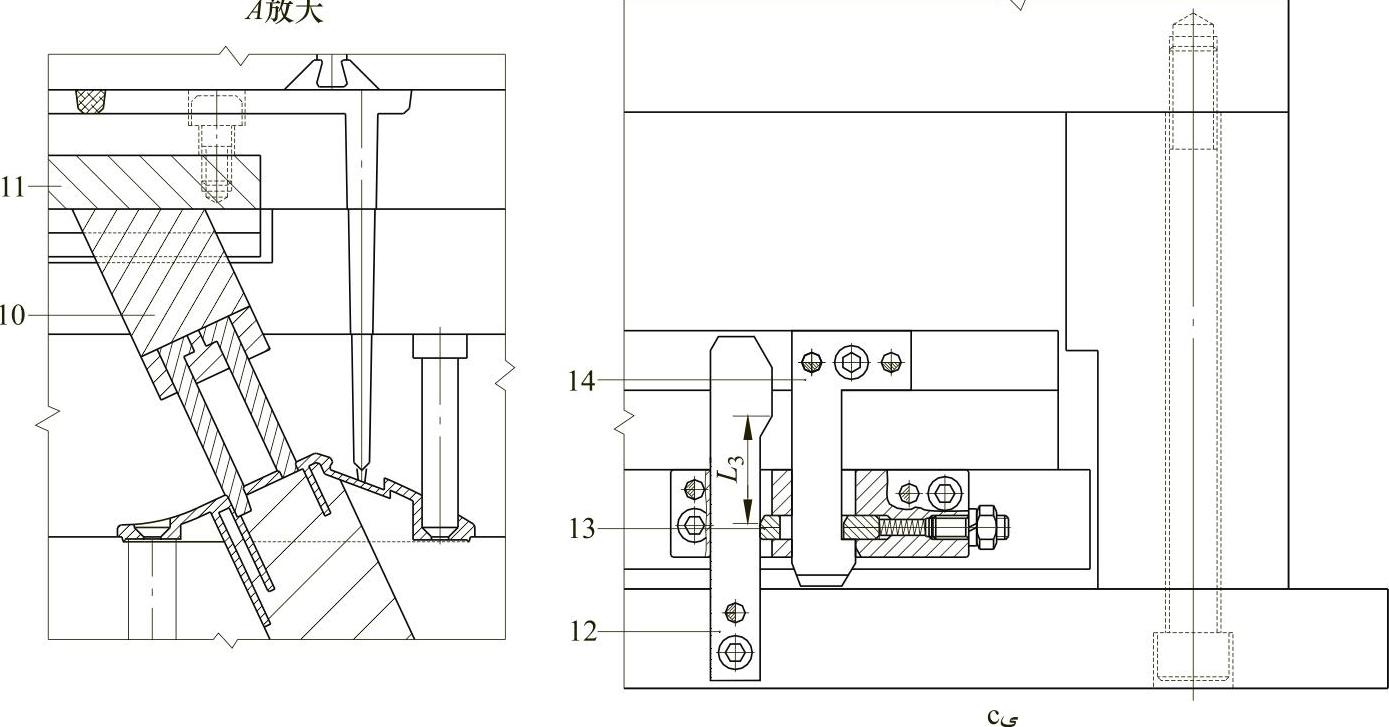
图 7-26(续)
10—前模滑块 11—滑块座 12—斜压块 13—活动块 14—拉钩
后模一侧的动作原理是:开模完成后开始顶出,注射机的顶杆推动顶针板机构向前运动,同时,在扣机机构拉钩14的拉动下,推板6和推杆7同步向前运动,而推杆7又推动B板8同步顶出,分型面PL5开始打开,此时,内滑块4在滑块座5 T形槽的拉动下向后抽芯,当行至L3距离时,内滑块4完成抽芯,活动块13在斜压块12的压缩下向内完全收缩,拉钩14脱离活动块13,推板6、推杆7和B板8等机构全部停止运动;继续顶出,顶针板和顶针机构始终在向前运动,产品最后被顶针顶出,从而完成全部顶出动作。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。