



此副模具的产品是一个电子计算器的按钮,如图7-14所示。此产品在模具设计上有一个难点,就是产品的顶出问题。由于按钮形状较小,几乎没有位置可放置顶针,因此,按钮的顶出必须使用推板,这样,产品上其他筋条都必须成型在推板上面,当按钮被推板顶出后,筋条仍然留在推板上,为了再次顶出推板上的筋条,本例使用了超速二次顶出机构。模具结构如图7-15所示。
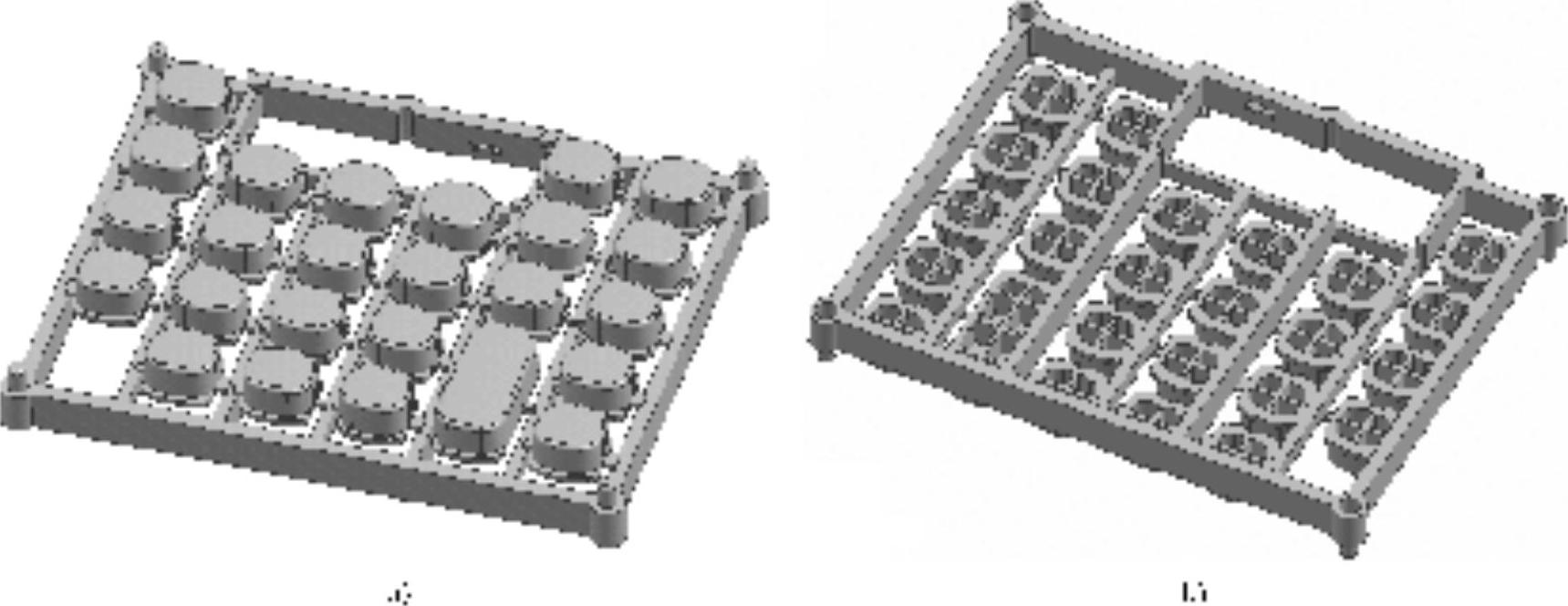
图 7-14
通过模具结构图可以看出,此例的顶出机构比普通模具多了推板1和八字形摆块2,产品的超速顶出动作即靠八字形摆块完成。整副模具的运动原理是:开模后开始顶出动作,注塑机的顶杆推动推板1向前运动,推板1又推动推杆4、推件板5,以及整个顶针板机构和顶针同时向前运动,当行至L距离时,推板1开始推动摆块2一起向前运动,同时,摆块2围绕O点同步旋转,旋转出的夹角的直线距离,就是比注塑机的顶出速度快出来的距离,通常称为超速顶出;当行至L1距离时,注塑机停止顶出,所有顶出机构停止运动,在此过程中,顶针板机构和顶针在摆块2的超速顶出下,行程了一个L2距离,产品首先被推件板5从型芯3中推出,接着又被顶针从推件板5中顶出,最后完全顶出后模芯,从而完成全部脱模。
设计此种结构时,要把握好3个顶出距离,即L、L1和L2,这3个距离均不需很精确,只要能保证产品安全地顶出即可。L距离主要是为了在顶出前,首先使产品、型芯、推板三者之间松动一些,提前消除它们之间的包紧力,方便产品的顺利顶出,此距离可根据产品的实际脱模斜度来定,只要能有效地松动即可,一般取3~5mm;L1距离是推板1的顶出总距离,它决定着L2,而L2必须大于整个产品在后模中的深度,(L2+L)即顶针板机构顶出的总距离,为产品顶出的安全距离,(L2-L1)即八字形摆块摆动过程中形成的超速距离,必须大于产品在推件板5中的成型深度,其值可利用三角函数得出。但是,实际工作中,这些数据不需计算,只要首先定下产品的安全顶出距离L2,然后直接利用2D或3D软件将摆块旋转到所需的L2位置,即可测量出所需的准确数据,简单又直观,且不易出错。八字形摆块的弯曲角度通常为45°。
八字形摆块的超速顶出机构,通常用于产品顶出行程较小、所需顶出力较小的情况下。因为这种机构顶出动力在经过两级传导后,已被大大削弱,若所需顶出力较大,经常出现顶不动的现象,因此,在使用时应酌情考虑。(https://www.xing528.com)
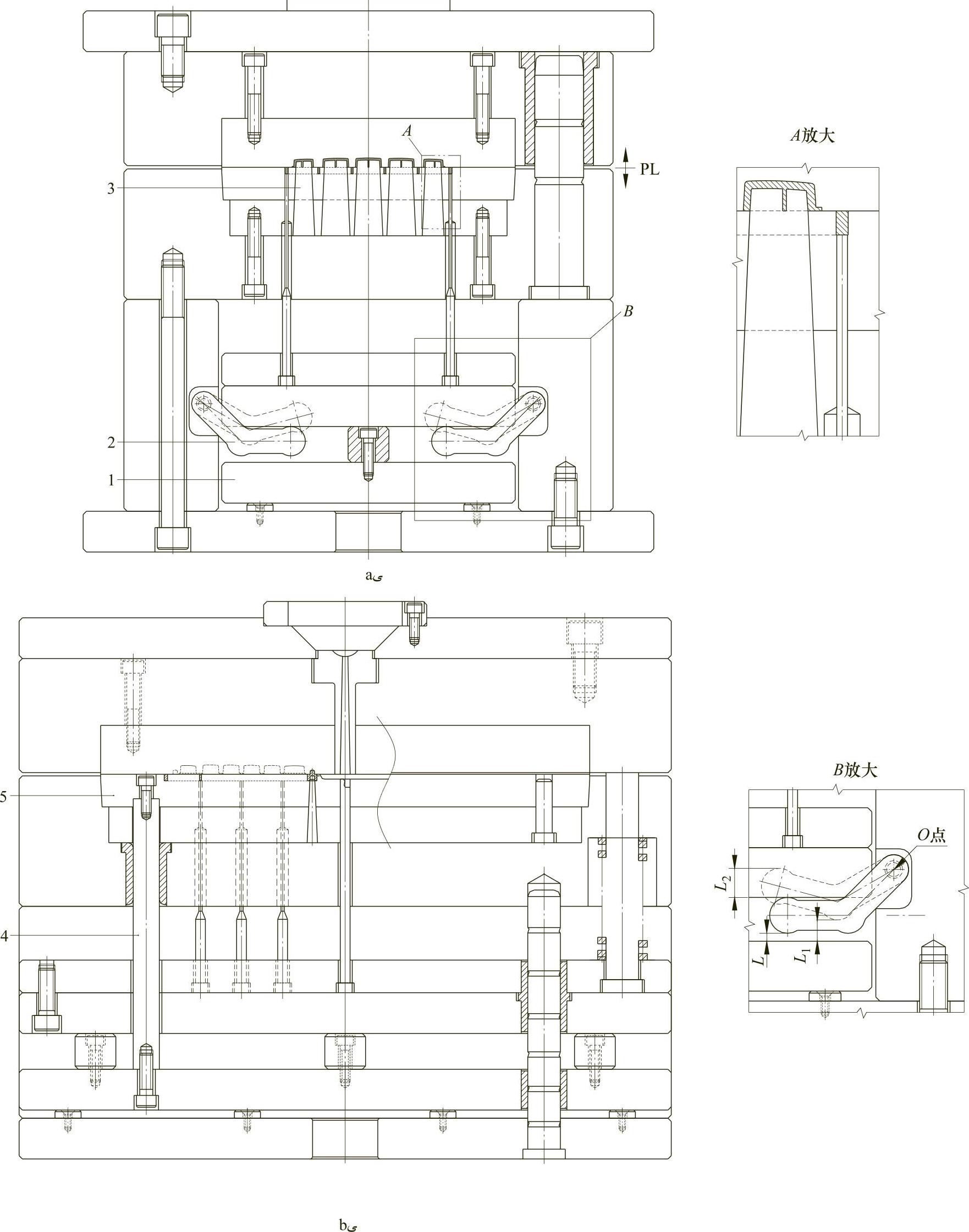
图 7-15
1—推板 2—八字形摆块 3—型芯 4—推杆 5—推件板
使用此种机构时还应注意一个问题,就是摆块的设置应平衡对称,可根据模具的大小选用6个或4个,正常情况下使用4个即可。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。