



此副模具的产品是一个梭子的手柄,如图5-103所示。此产品外表面共有96个孔,分成6组间隔60°均匀排列。假如产品是两端同样大小的圆筒的话,对于此类孔而言,模具结构其实并不难,但是,本例产品一头大一头小,且在产品两端各有一圈凹槽,模具结构变得异常复杂,因此使用了非常特殊的二次抽芯机构。模具详细结构如图5-104和图5-105所示。
此副模具是一副经典又复杂的二次抽芯机构,滑块内的机构太多,由于篇幅有限,很难讲解透彻,所以,读者看完此例,可根据经验进行总结,然后慢慢地领悟。
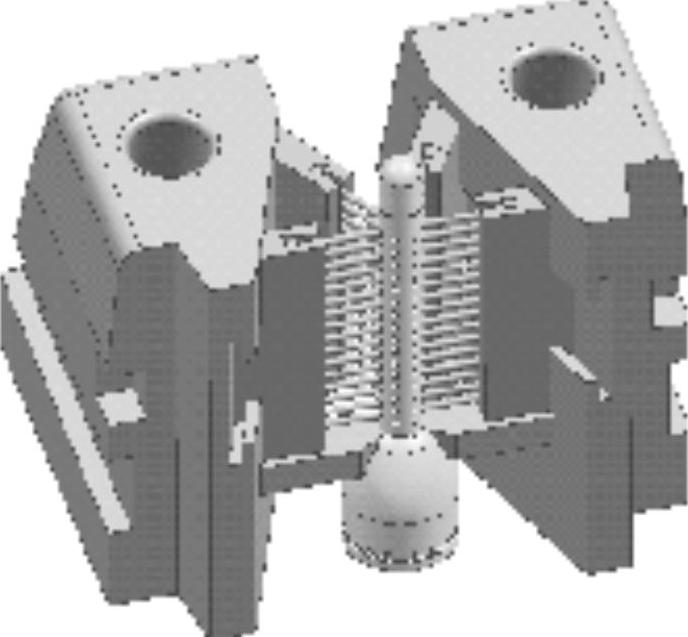
图5-106为滑块机构完整的装配图,图5-107为内部小滑块机构,图5-108为中间的滑块机构,这3个视图完全展现了此例滑块机构的全部部件。滑块机构共有17个重要零件,其中限位销钉16专门用来控制滑块1和4的延迟动作,它通过一个无头螺钉紧紧固定在滑块1和4上,可视为一体,如图5-104所示。
图5-109为拆除滑块1后的结构,图5-110为拆除滑块4后的结构,从这两幅视图可以看出,6个小滑块和4个大滑块之间使用T形槽连接,当4个大滑块向后运动时,可带动6个小滑块向6个不同方向同时抽芯。
图5-111为6个小滑块在滑块镶件5、7中的装配状态。两个滑块镶件从产品中间分型,
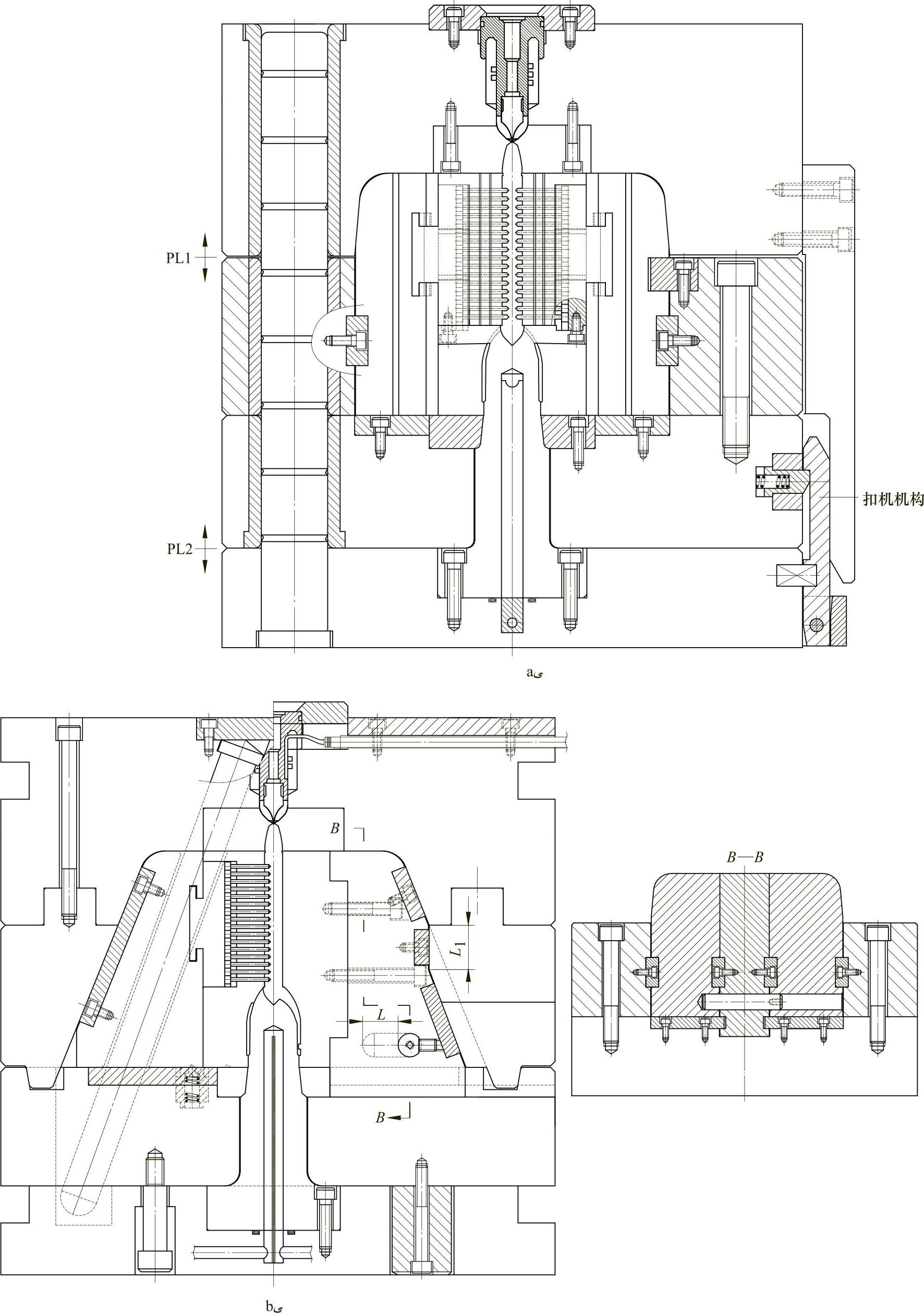
图 5-104
图 5-105
图 5-106
1、2、3、4、6、8—滑块 5、7—滑块镶件
图 5-107
9、10、11、13、14、15—滑块 12—型芯
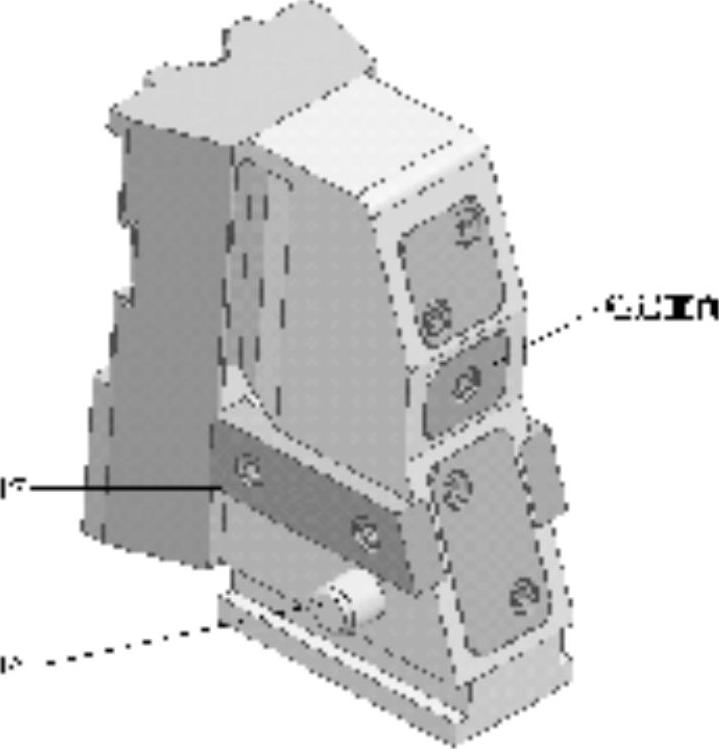
图 5-108
16—限位销钉 17—导滑块
 (https://www.xing528.com)
(https://www.xing528.com)
图 5-109
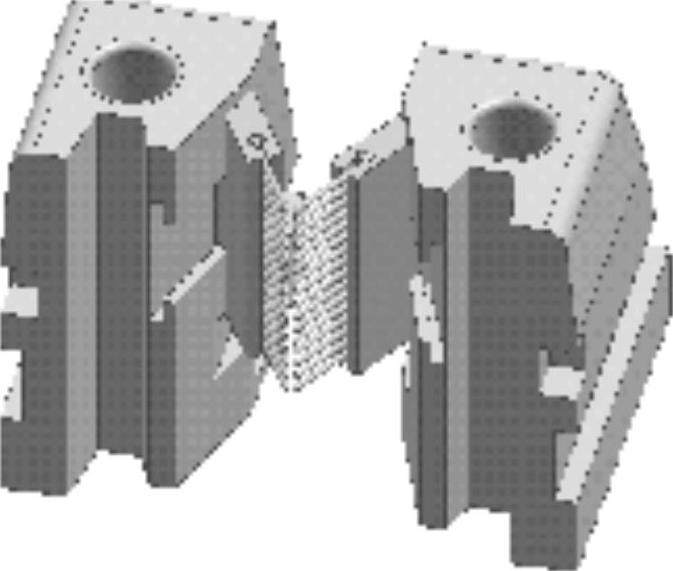
图 5-110
目的是为了成型产品上下两端的两圈凹槽。如果产品上没有这两圈凹槽,根本无需滑块1和4,更无需滑块镶件,那么模具的整体结构会简单很多。从图中可以看出,6个小滑块和96个小型芯从两个镶件中间穿过,在4个大滑块的带动下实现抽芯和复位。图5-112为滑块机构处在装配状态的局部平面图,读者可从这两幅视图中慢慢理解滑块机构的动作原理。图5-113为小滑块10和11另一侧的视图,从这个视图可以看出,这两个滑块和另外4个滑块相比,多了一个垂直的T形槽。由于这两个滑块处在两个滑块镶件的分型线上,和大滑块的运动方向恰好垂直,所以,此垂直的T形槽是用来进行垂直运动导向的,这也是此例设计非常巧妙之处,可从图5-112中慢慢理解它的作用。
设计中间的小滑块10和14时还有一个难点。由于二者均处在分型线上,在作垂直运动时,左右两排的32个小型芯无法定位,也无法导向,这是一个很重要的问题,为此,本例使用了非常巧妙的方法,即在两侧的滑块镶件处增加了一个凸台,使32个小型芯从凸台中间穿过,则使小型芯既有了定位,也有了导向,如图5-114所示。
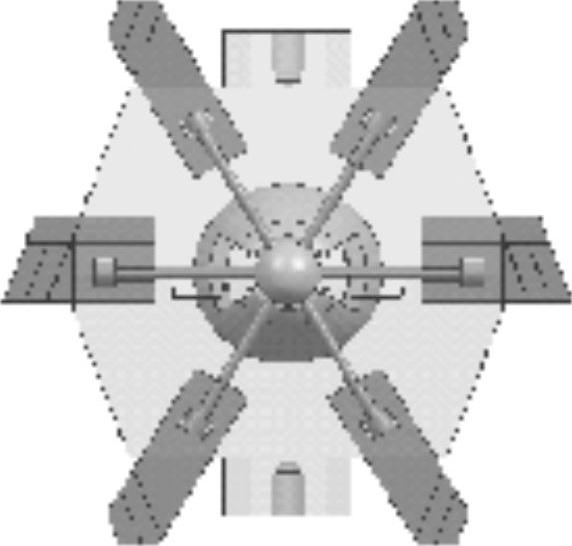
图 5-111
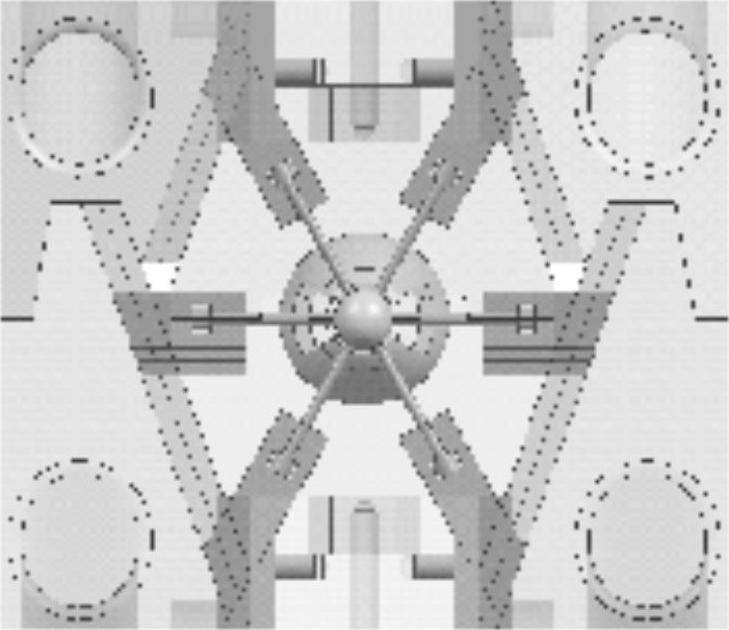
图 5-112
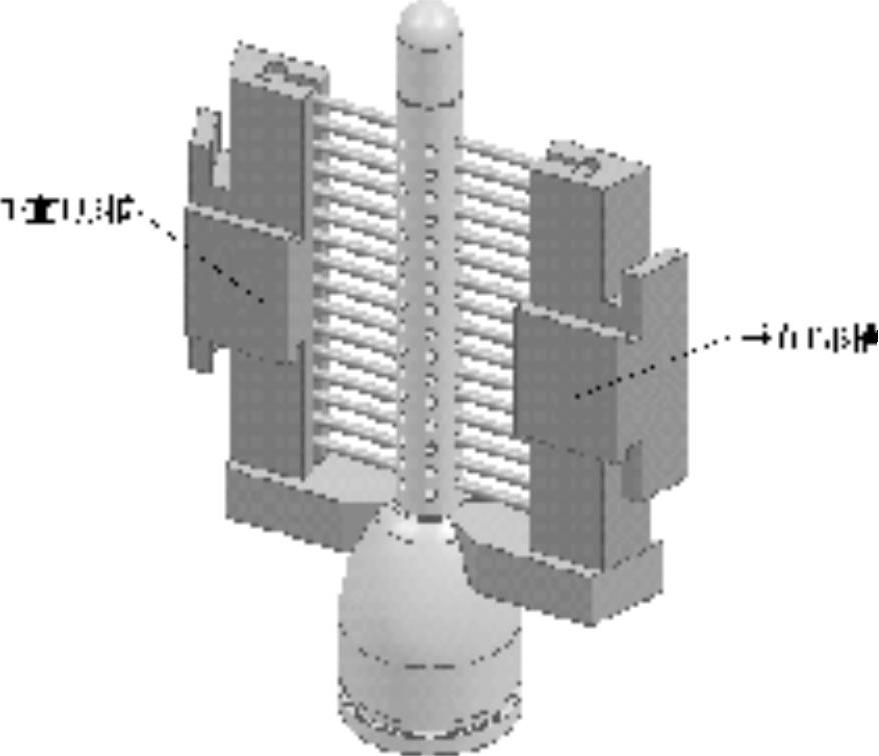
图 5-113
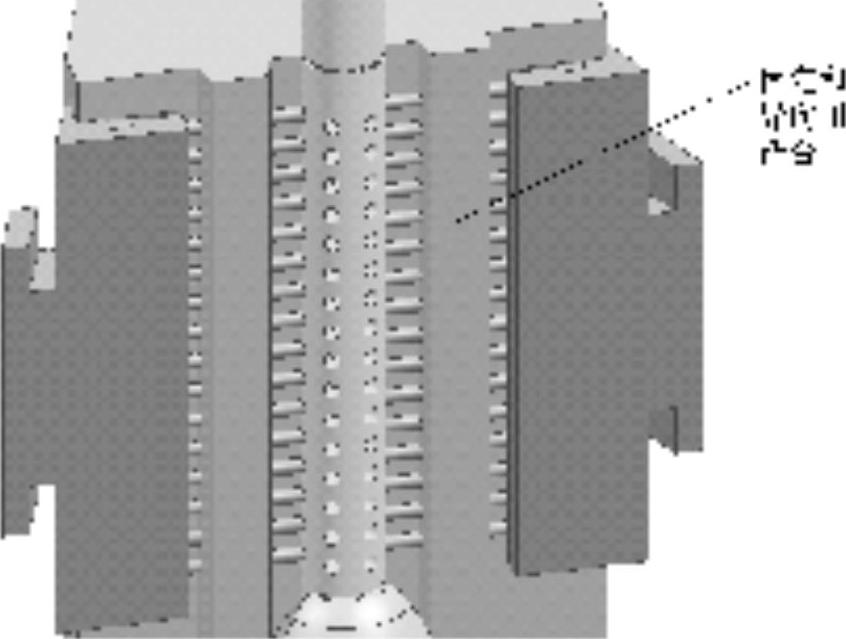
图 5-114
图5-115中圆圈所示处,有一个U形凹槽,该凹槽和限位销钉16为一组合机构,是控制整个滑块机构运动顺序的重要机构。U形槽用于滑块1和4的延迟,限位销钉用于行程限位,二者缺一不可。
此副模具的运动原理是:开模后,PL1首先分型,4个滑块2、3、6和8在斜导柱作用下,首先向后运动,而两个滑块1、4在自身延迟直面的作用下,暂时无法运动,同时,6个小滑块在4个大滑块的T形槽的带动下,沿着各自的倾斜方向向后运动,开始抽离产品;当分型面PL1行至L1距离时,滑块的延迟直面完全脱离,延迟失效,4个大滑块也行进了一个L距离,限位销钉16开始限位,而此时,6个小滑块和96个型芯也已完全脱离了产品,完成了抽芯;继续开模,4个大滑块开始带动限位销钉16,限位销钉16又带动滑块1和4,整个滑块机构则开始同步向后运动,从而完成产品上下两端凹槽的抽芯,最后,产品由推板推出。图5-104a的扣机机构是开模顺序的控制机构,主要是防止PL1分型时,滑块机构由于自锁力而将后模板和整个滑块机构拉到前模,其动作原理简单、易懂。
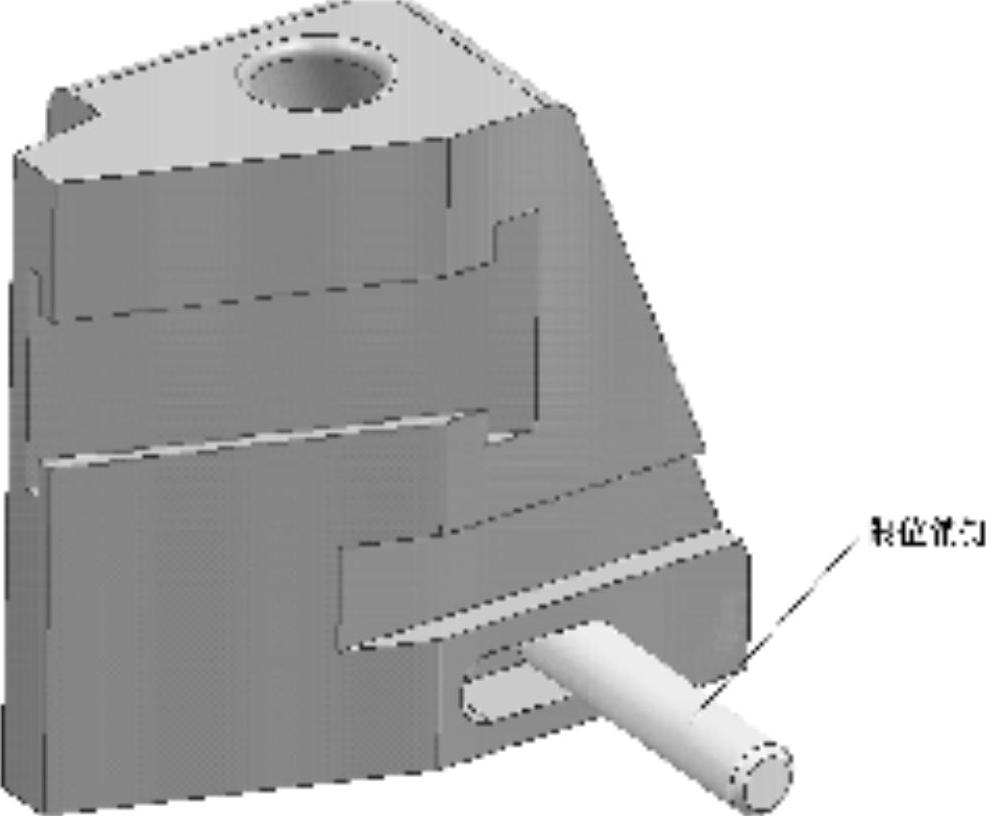
图 5-115
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。