



此副模具的产品是一款轿车遮阳板挂钩,如图5-45所示。从图中可以看到,此产品的外形很像一个钩子,因此,在模具结构上,整个外表面必须使用两侧滑块机构。图5-45b所示为产品的背部。从此视图可以看出,此方向更需滑块抽芯,但是,在两个圆圈内所示之处,却各有两个凸台,这两个凸台是和另一个翻盖产品装配用的,十分重要。这两个凸台的出现,给此方向的滑块机构增添了很大难度,在这种情况下,使用滑块二次抽芯机构是此例的唯一方案。模具详细结构如图5-46所示。
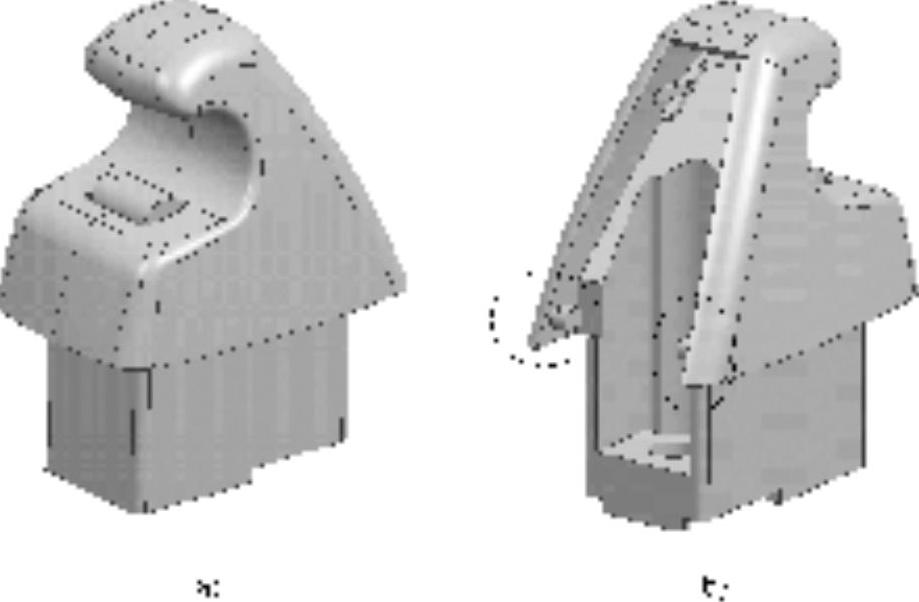
图 5-45
综上所述,此例是一副设计质量非常高的模具。图5-47为后模部分的三维视图,从此视图可以看出,模具的整体布局紧凑而协调,每个细节的处理都非常完美,处处都能给人非常舒服的感觉。
在模具整体结构上,此例是一模两穴,每个产品有3个滑块,分别从3个方向将产品包围,中间的滑块镶件5是一种非常经典的二次抽芯机构,进胶方式为潜伏式浇口,产品的顶出方式为顶针顶出。
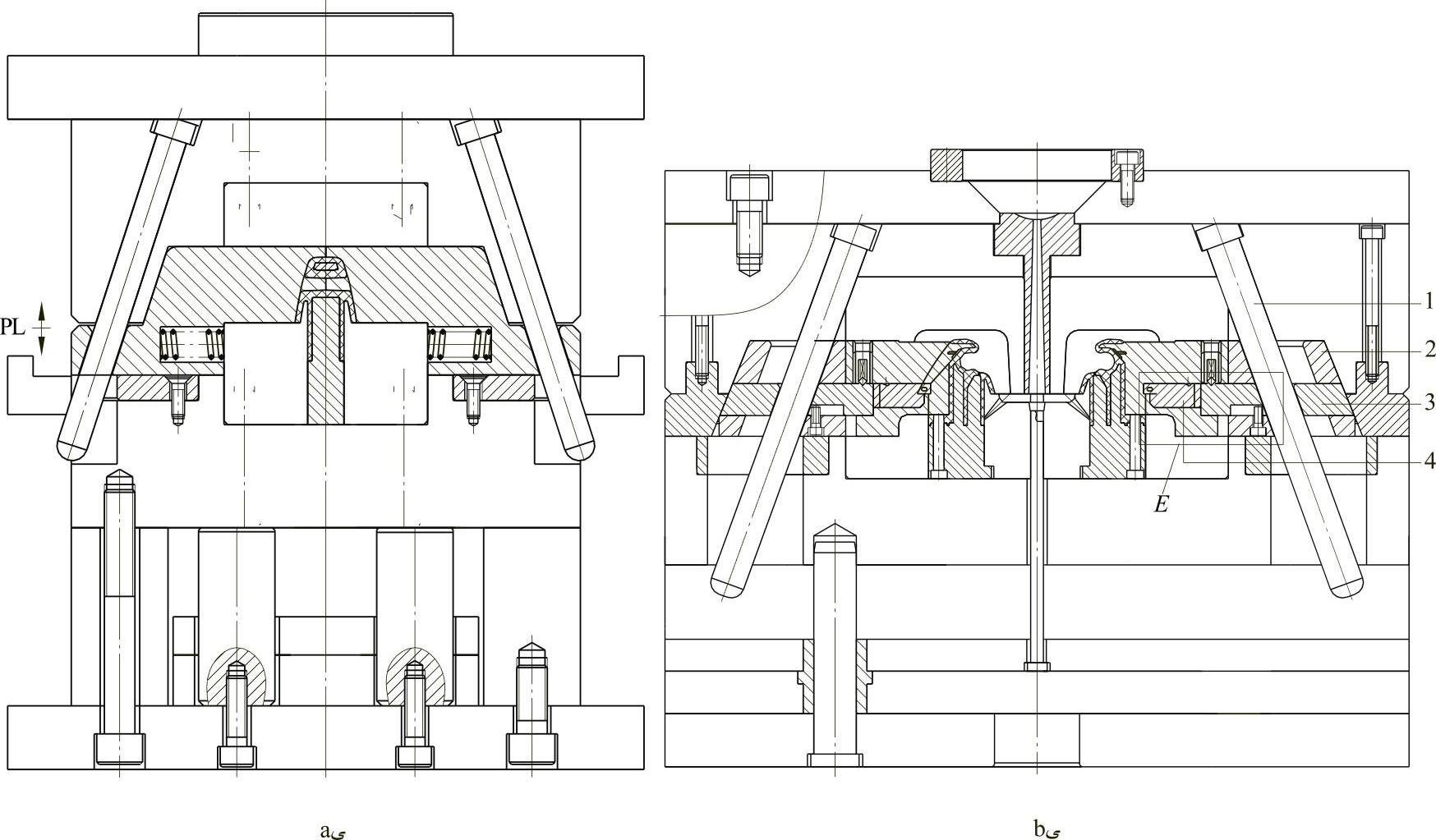
图 5-46
1—斜导柱 2—大滑块 3、4—拨块
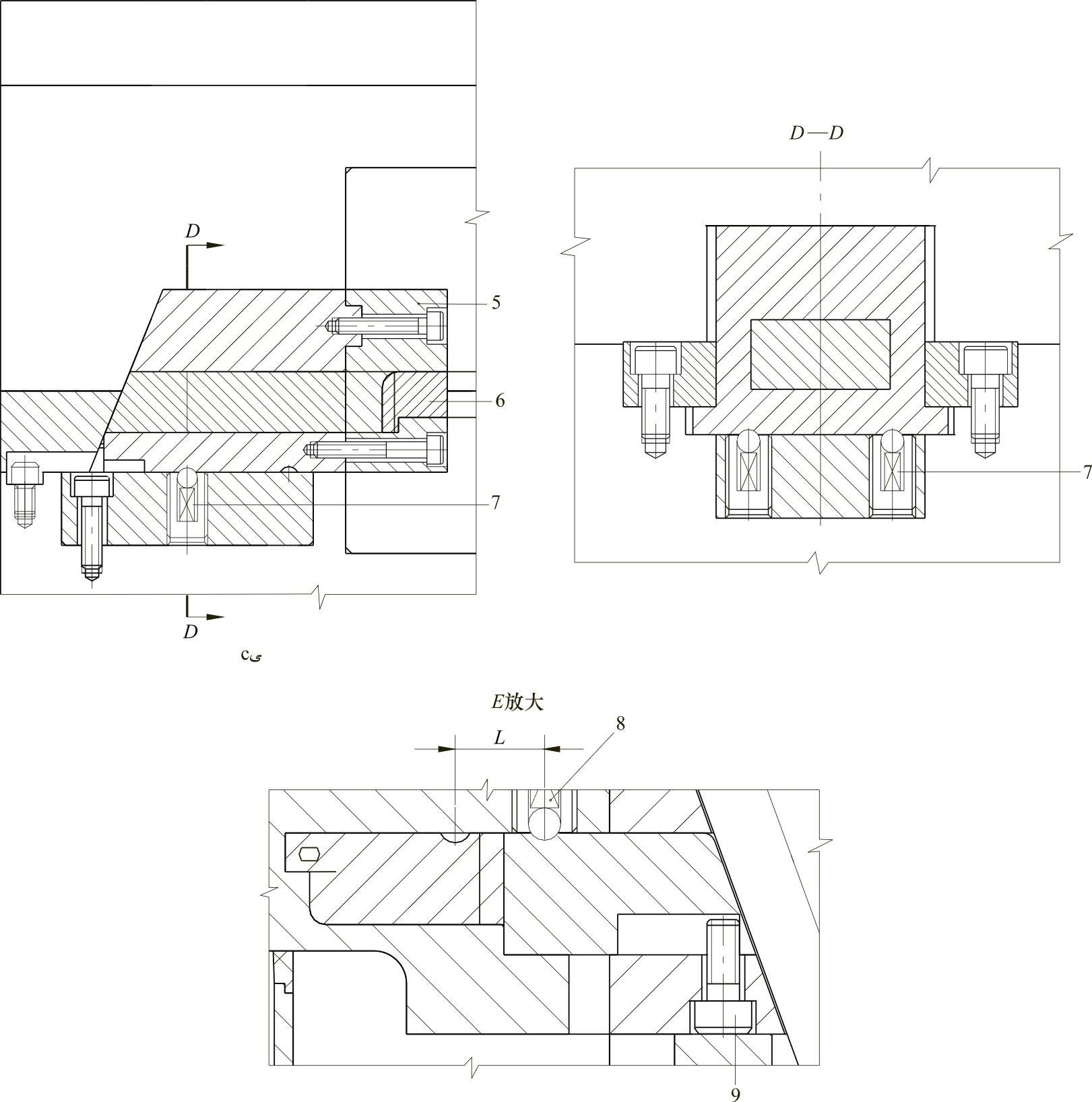
图 5-46(续)
5—滑块镶件 6—小滑块 7、8—定位珠 9—定位螺钉
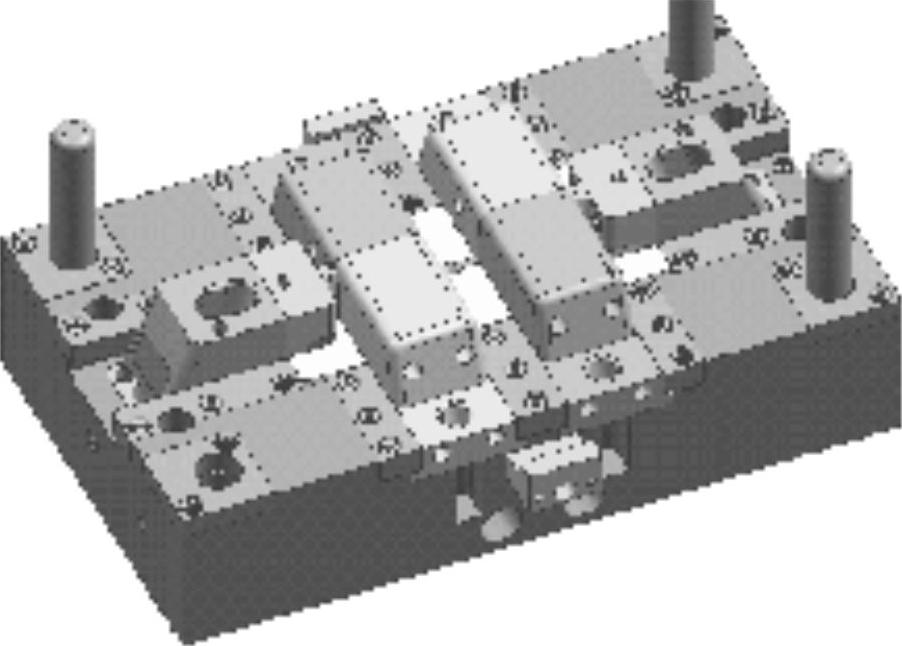
图 5-47
此副模具的运动原理是:开模后,拨块3和拨块4在斜导柱1的拨动下向后运动,而小滑块6在拨块4燕尾槽的带动下向滑块内部收缩,从而抽出产品内部两侧的凸台,此时,大滑块2由于自身U形孔的作用,同时在两个定位珠7的控制下,不能运动;延迟一段时间后继续开模,当拨块3和4行至L距离时,小滑块6已完全脱出了产品的凸台,此时,在定位螺钉9和定位珠8的作用下,两个小滑块和两个拨块都停止了运动,而此时的斜导柱1已开始对大滑块2发挥作用,并同时带动整个滑块机构向后运动,从而完成整个抽芯动作。(https://www.xing528.com)
图5-48为大滑块2机构的完整视图,从此视图可以清楚地看到,大滑块2是分成两段设计的,然后用螺钉连接起来,这样设计的目的有两个,一是为了节省材料,二是为了方便内部机构的装配,否则小滑块和拨块等机构是无法装进去的。
图5-49为滑块镶件5的散件图。从图上可以看出滑块镶件内部的详细构造,小滑块6和拨块4等均安装在它的里面,并在导向槽的作用下,可以左右运动。
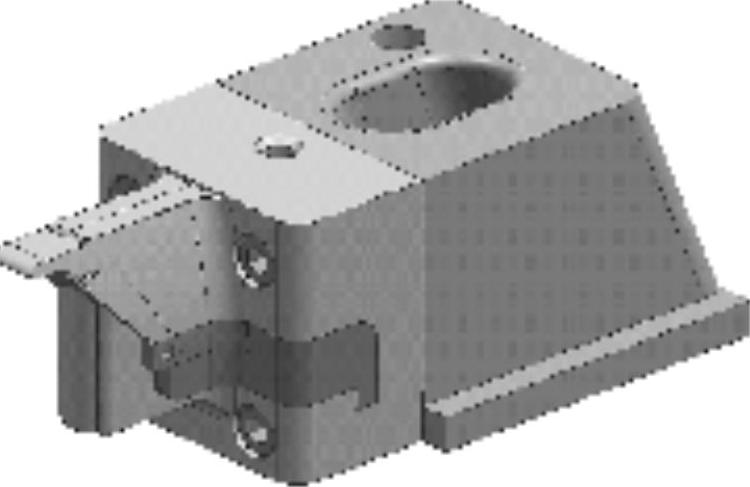
图 5-48
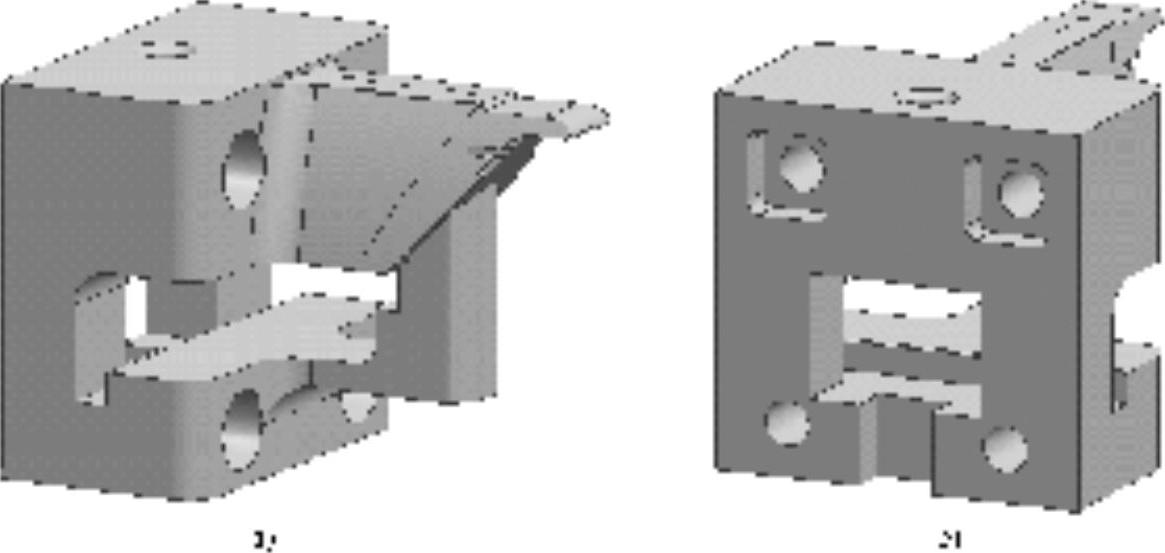
图 5-49
图5-50为整个滑块机构拆掉大滑块2和镶件5后的状态。从图中可以看出,拨块3通过燕尾槽带动拨块4,这两个拨块分开设计的目的是为以后拨块和小滑块装配的方便,否则,由于两个小滑块间距太小,拨块根本无法安装进去。拨块4带动两个小滑块6,在斜导柱的作用下,实现往复运动,完成抽芯。
图5-51为小滑块6和拨块4的爆炸视图。从图上可以看出,两个小滑块和拨块之间使用燕尾槽的方式连接导滑,实现动作。
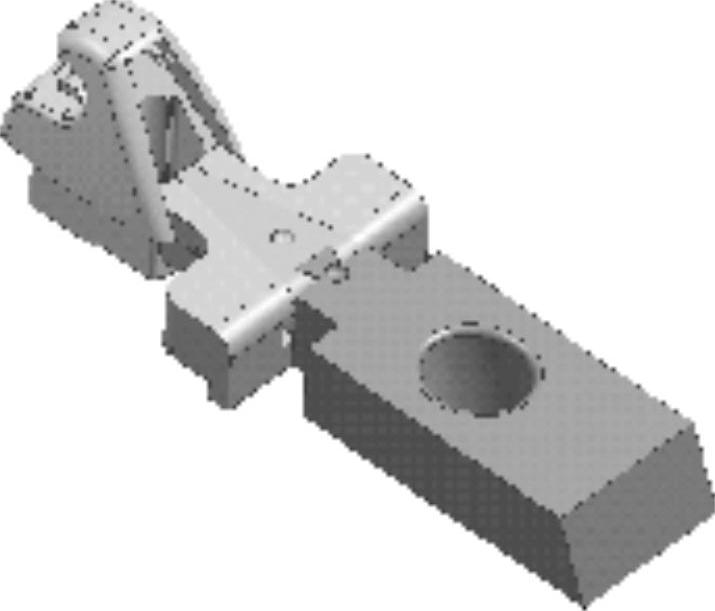
图 5-50
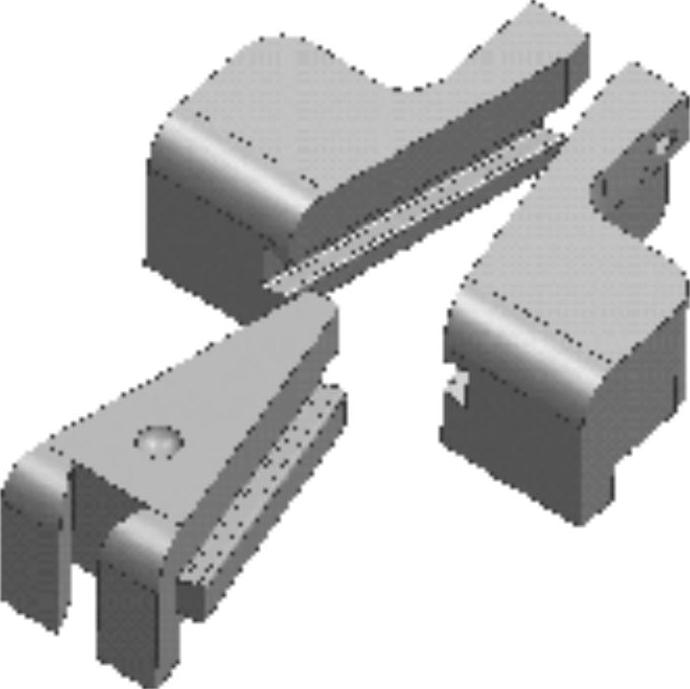
图 5-51
此时,有经验的读者可能会产生两个疑问,一是在刚开模时,大滑块2必须有一段延时的过程,那么仅依靠两个定位波珠的力量是否安全?二是模具进入生产时,必须直立安装在注塑机上,当模具打开时,处在模具上方的滑块机构在没有弹簧支撑的情况下,只靠两个定位波珠定位,会不会有跌落下来的危险?当然,对于一些大型滑块来说,这种定位机构肯定不够安全,但是,本例的滑块只有1.5kg左右,属于小型滑块,经多年的生产验证,这种定位珠机构非常安全,无论是定位还是延时,从未出过事故,因此,2kg左右的小型滑块,无论是在模具上方下方,使用定位波珠定位,均非常安全,它不仅简单而且方便,可以放心使用。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。