



此副模具的产品是一个不锈钢水壶的手柄,产品材料为PP料,如图5-21所示。该产品看似非常简单,无特别之处,但是,经全面分析后会发现,此副模具的设计难度是非常高的。

图 5-21
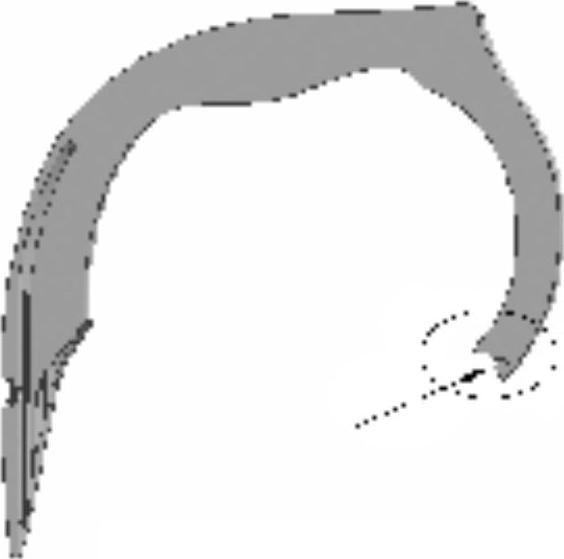
图 5-22
此副模具设计的难点如下。
1)从图5-22的断面图可以看出,此产品为实心,没有壁厚,产品横断面直径最小为30mm。由于PP料最易缩水,且缩水率大,产品成型后,会造成大面积缩痕和变形,严重影响产品外观。产品设计的最基本准则就是产品壁厚必须均匀,但此例恰恰违反了这条准则,给模具设计带来很大难度。
2)由于产品的特殊形状和较高的外观要求,无法设计顶出机构,因为产品没有放置顶针的位置,其他顶出方式也无法实现。
3)经过对产品的初步分析可以看出,此产品的模具结构必须使用两侧大滑块,从产品的中间分型,但是,在图5-22中箭头所指的圆圈内,即产品端部,有一个矩形倾斜凹槽,无法正常脱模,必须使用倾斜的滑块抽芯机构,这样一来,这个滑块则刚好处在两个大滑块的中间部位,对于这种结构,一般很难设计,因为中间的小滑块的拨动和复位是很难实现的。详细模具结构如图5-23和图5-24所示。
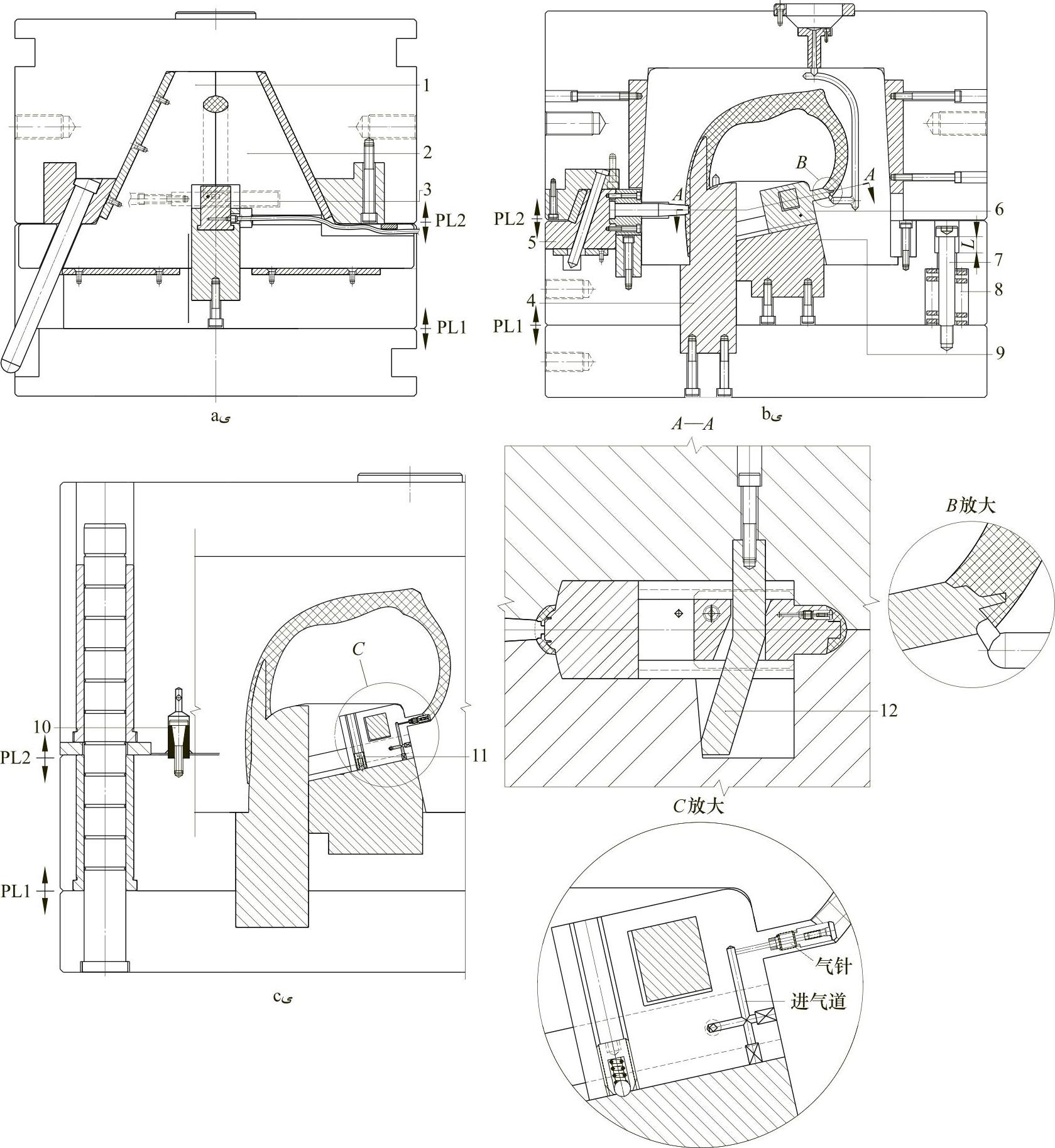
图 5-23
1、2、3—大滑块 4—型芯 5—滑块 6—小滑块 7—限位拉杆 8—弹簧 9—滑块固定座 10—尼龙开闭器 11—定位珠 12—拨块
通过模具结构图可以看出,此副模具共有4个滑块,其中3个滑块较普通,本例不多讲,唯独内部的小滑块6较特殊,是上面所讲难点3)的部分,也是本例重点之一。此滑块的滑动方向是倾斜的,它固定在滑块固定座9中,且可在滑块固定座9中自由滑动,其运动驱动力主要来源于拨块12。拨块12固定在大滑块1上,从A—A剖视图可以清楚地看出,依靠大滑块的开合来带动拨块,然后拨块再带动小滑块5来完成全部动作,此为本例经典和巧妙之处。
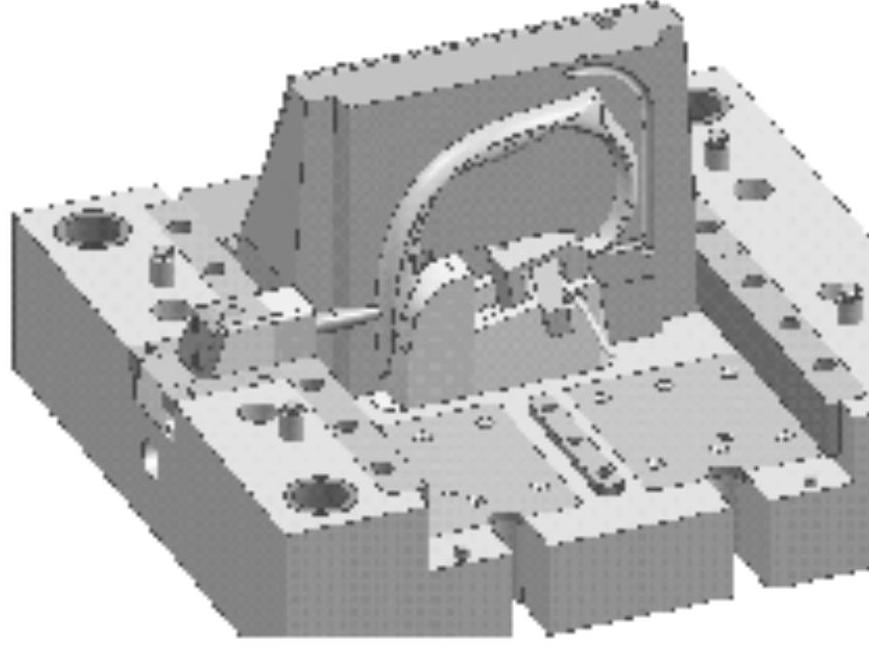
图 5-24
关于难点2)的产品顶出问题,由于产品形状特殊,此副模具没有设计顶出机构,产品最终是由人工从型芯4上拔出取下的。为使产品顺利轻便地拔出,本例将后模一侧设计成了弹B板结构。当主分型面PL2分型前,型芯4首先从产品中抽出L距离,由于型芯在产品中的位置周边均有斜度,当抽出L距离后,型芯和产品之间发生松动,消除了产品对型芯4的包紧力,人工取出产品时不需用力。整套模具的运动原理是:开模后,在弹簧8和尼龙开闭器10作用下,PL1首先分型,当行至L距离后,限位拉杆7限位,此时,型芯4从产品中抽出了L距离,消除了产品对型芯4强大的包紧力;继续开模,主分型面PL2开始分型,大滑块1和2在斜导柱作用下,开始打开,同时,拨块12在滑块1的带动下向后退缩,而小滑块6在拨块12作用下,沿着固定座9的倾斜方向向后运动;继续开模,滑块1和滑块2完成预定行程后停止运动,此时,小滑块6已完全脱离了产品的倒扣部位,在定位珠11作用下停止了运动,产品留在了型芯4上,最后由人工轻松地拔出取下。(https://www.xing528.com)
难点一是产品壁厚实心的问题。为防止产品严重缩水,本例使用了新技术——氮气辅助成型,简称气辅。气辅模具是模具行业近十年才兴起的新技术,它的诞生是为解决塑料产品由于壁厚太厚易造成严重外观缺陷而发明的。随着科技的发展,很多高档产品由于外观和功能的需要,有时需将两个或多个产品合成为一个产品,这样很容易造成局部壁厚太厚或整个产品均为实心,这在塑料成型工艺中不符合塑料特性,因此,在模具注塑填充过程中,要求必须壁厚均匀,氮气辅助成型技术就是一种最好的解决方案。气辅的工艺原理是:模具在注塑填充过程中,通过注塑机和高压氮气瓶向模具内注入高压氮气,强大的氮气压力迫使熔融塑料均匀填充到型腔的各个角落,当模具冷却后,产品内部形成中空或局部的薄壁,从而达到设计要求。当然,在实际生产中,有时很难达到理论上的效果,经常会出现如塑料填充不满、氮气填充不到位、壁厚难以控制、产品熔接线较明显等缺陷。造成这些缺陷的原因有多种,如氮气压力不够、填充压力不够、模具温度太低、开始填充氮气的时机把握不准等,特别是氮气的充填时机最为重要。在一些企业中,均经过先进的CAE软件分析后再进行模具的制造和生产,可降低风险。通过CAE软件分析,可以得到模具的合理温度、合理的注塑压力、塑料的最佳填充时间、所需的氮气压力、氮气填充时机等数据,给模具设计工作和实际生产提供了科学依据。若没有软件分析,只能依靠注塑机的调机人员凭经验来反复调试。比如一个产品,设计师在设计时制定的理论质量为100g,试模时,当模具完全充满时,称量产品的质量,若为200g则应慢慢减重,直至100g。中间可能要多次称量,当刚好调到100g时,即为氮气填充的最佳时间段,停止填充塑料,开始进行氮气的填充,到生产出合格产品,可能需要多次反复调试,直至各个注塑参数完全合格后,记录下来备用。这是该工艺的简单过程,并非千篇一律,每个人均有自己的经验。
设计气辅模具时,在产品进气口位置安放一套氮气针,然后开设一条气道,就像冷却水路一样把气道引出去,再装一条高压气管连接到注塑机的高压氮气瓶上。至于氮气针的安放位置,则没有固定模式,不同产品不同对待,跟模具设计者的经验有关。通常情况下,放在进气较通畅的位置,比如产品上较宽敞的地方、氮气填充完成后内部空间较大的地方、产品塑料较多、较厚的位置等。本例的气针放在小滑块6上,如图5-25圆圈内所示,该位置为产品一端的开始,最易进气。图5-25中箭头所指零件为高压塑料气管,因小滑块6在其他滑块的中间,进气极为困难,所以必须将气道使用软管引到模具的外面。
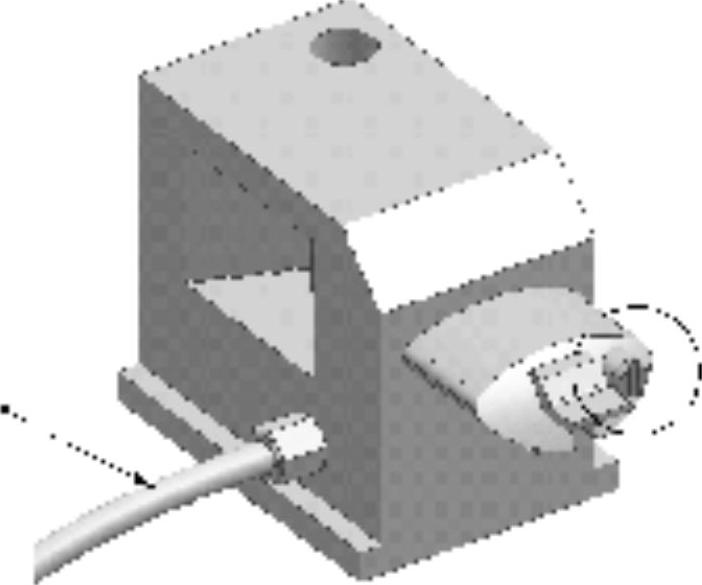
图 5-25
气辅模具的氮气针组件一般由三部分组成,即针体、针阀和金属密封圈,如图5-26所示。气针主要是依靠针阀上的外螺纹与模具连接固定的。气针的样式有很多种,本例只是其中常用的一种,有关气针的详细结构及很多细节方面的知识,由于篇幅有限,本例不再详细讲解。气针在模具行业已经发展成为一种标准件,在使用时,按照供应商提供的资料直接选用即可,无论哪家供应商,都有非常详细的资料供我们参阅,作为一名设计者,只要清楚它的内部结构,理解并懂得如何使用即可,并不需要自己去做。
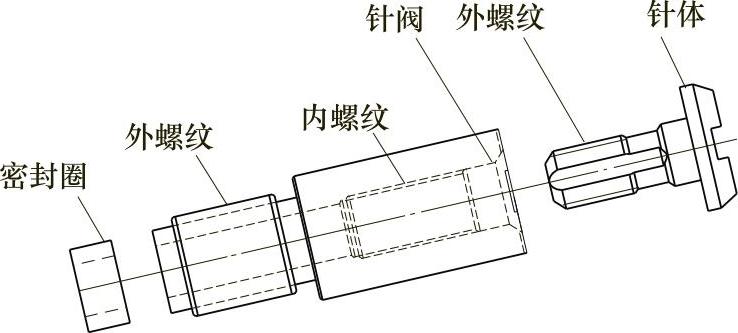
图 5-26
图5-27为气针组件的三维视图,图5-28为气针组件的爆炸视图。

图 5-27
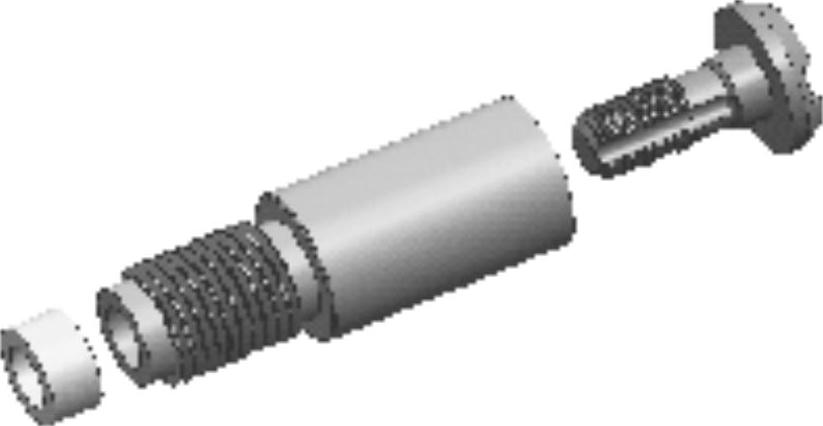
图 5-28
设计气辅模具时需注意的重要问题,就是在气流末端必须开设溢料槽,因为在进行氮气填充时,气流前端会形成一股冷料,不仅会阻碍氮气的顺利填充,同时还会阻碍塑料的填充,最终可能会导致氮气填充不均匀,产品成型后表面有缺陷等后果,溢料槽的作用就是要将这股冷料提前排出,让氮气能够顺利贯穿到最后的位置。
以上所述为有关气辅模具的浅谈,根本谈不上是经验。虽然气辅模具有很多优点,但是,到目前为止,这项技术还未得到普及,主要是因为技术和经验上均未成熟,氮气的填充不易控制,很难达到理论上的效果,以致很多厂商均不敢贸然引进此项技术和相关设备。目前,这项技术还在进一步探索和完善之中。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。