



此副模具的产品是一款手机的翻盖,如图5-8所示。图中圆圈内所示之处,是手机两侧转轴的卡槽,对于此卡槽,本例的模具结构使用的是二次抽芯机构。在正常情况下,此类产品结构,若使用后模斜顶机构,整个模具结构会简单很多,但是,两个卡槽的深度非常深,所需抽芯距较长,那么斜顶斜度至少在15°~20°之间。理论上,斜顶斜度通常不能大于10°,当大于10°时,安全系数则较低,应该考虑使用其他机构。而此例斜顶斜度,已大大超出了斜顶机构所允许的范围,再者,两个卡槽间距并不宽裕,除去抽芯的行程外,斜顶厚度就比较单薄了,因此,使用斜顶机构是不太合理的。二次抽芯机构虽复杂一些,但其可靠性要远远大于做斜顶,复杂一些也是值得的。模具详细结构如图5-9所示。
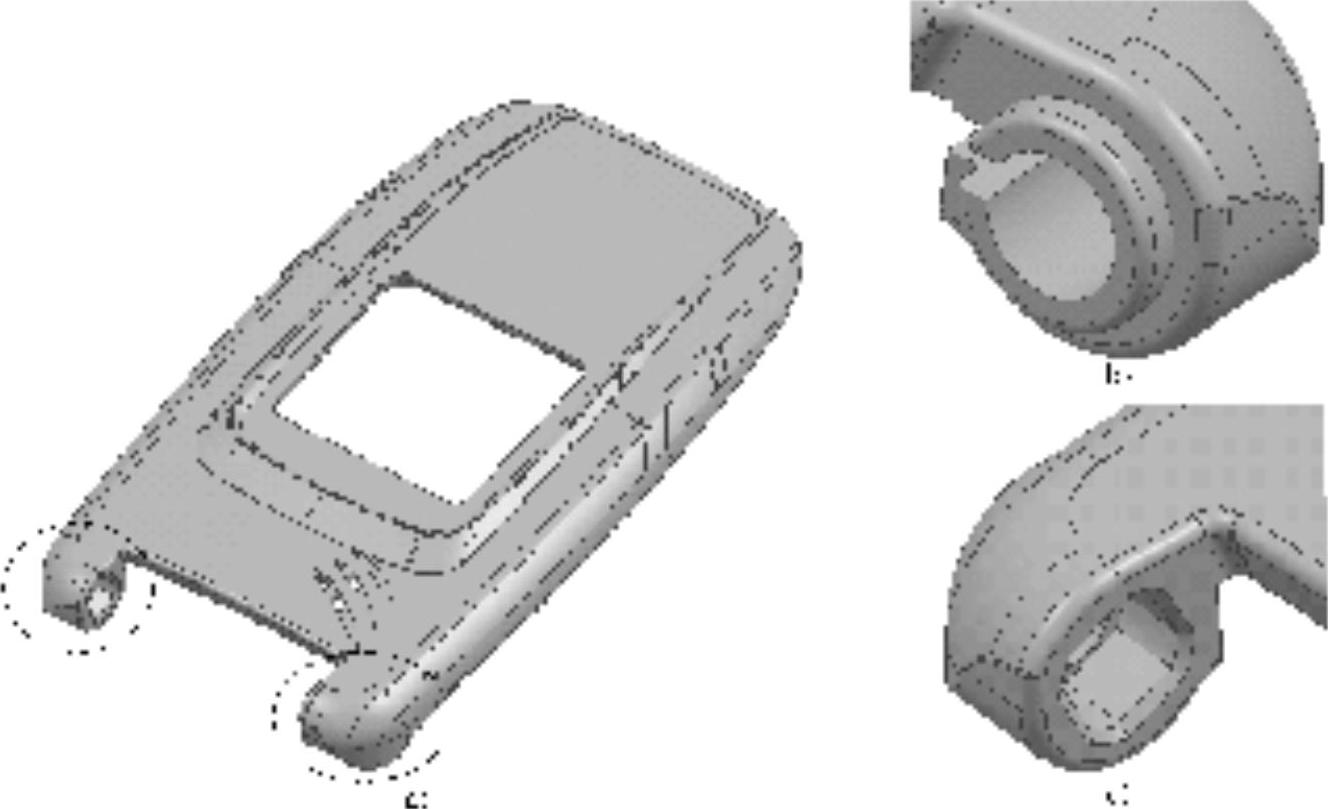
图 5-8
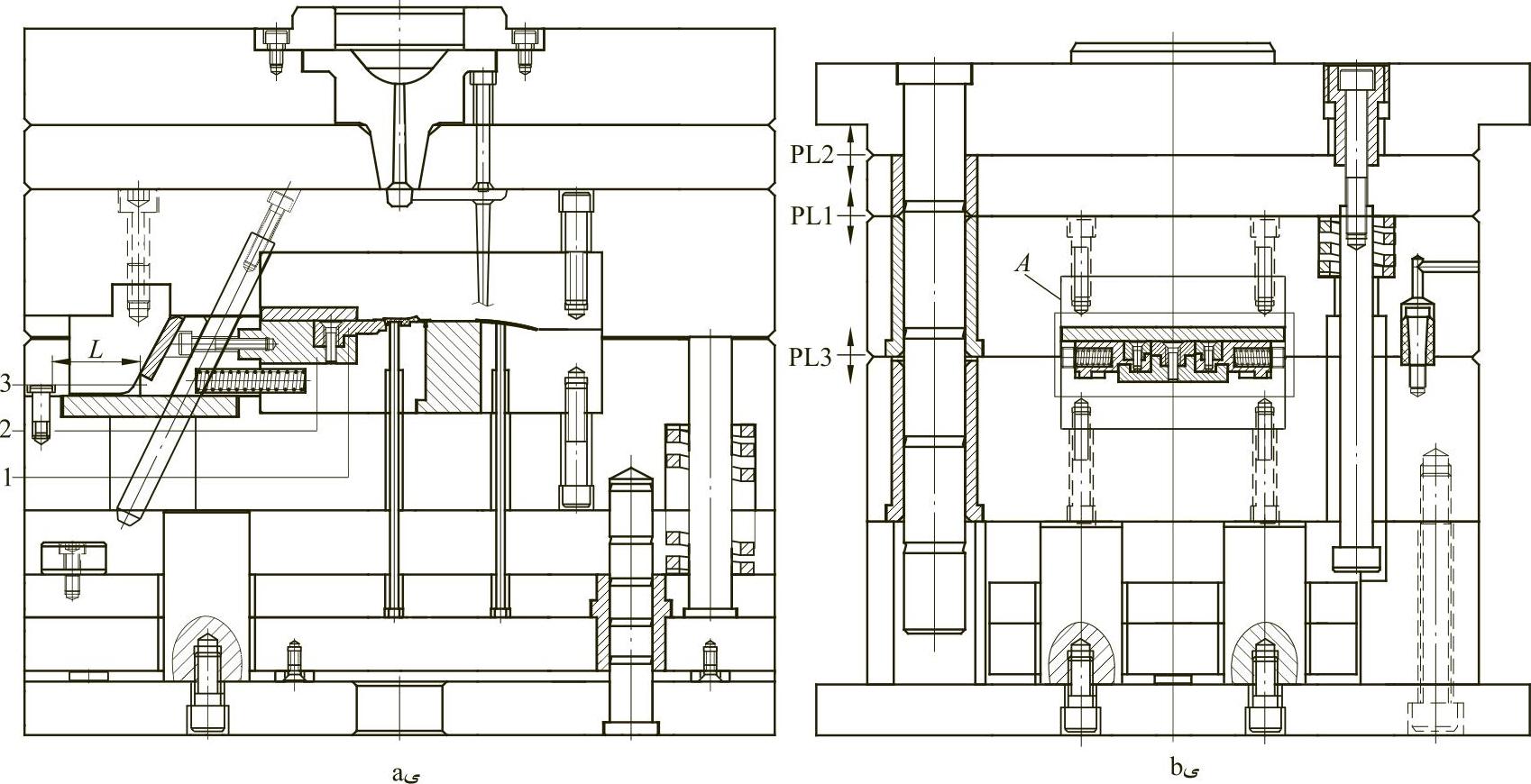
图 5-9
1—拨块镶件 2—拨块 3—滑块主体
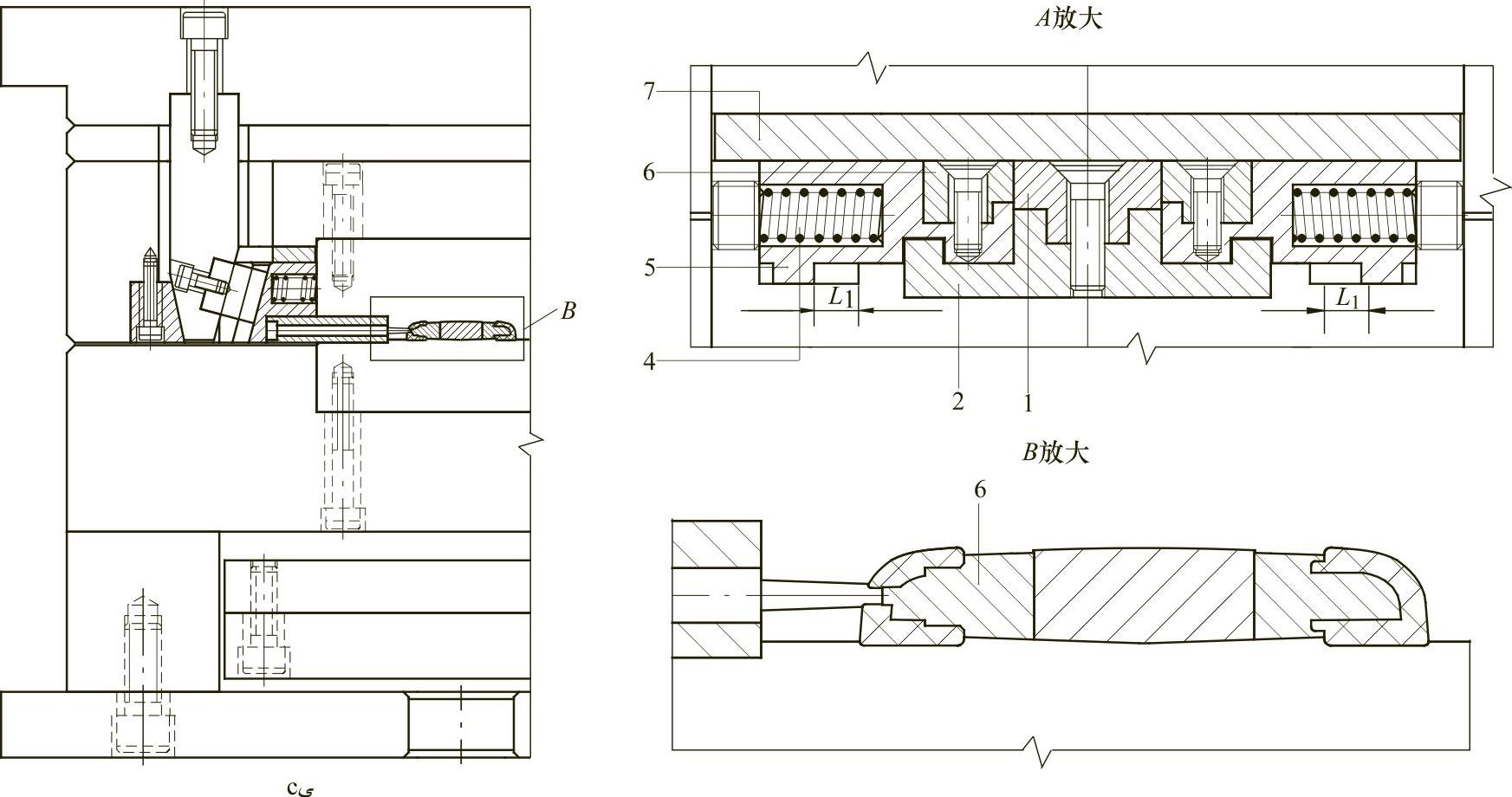
图 5-9(续)
4—弹簧 5—小滑块 6—小滑块镶件 7—滑块压板
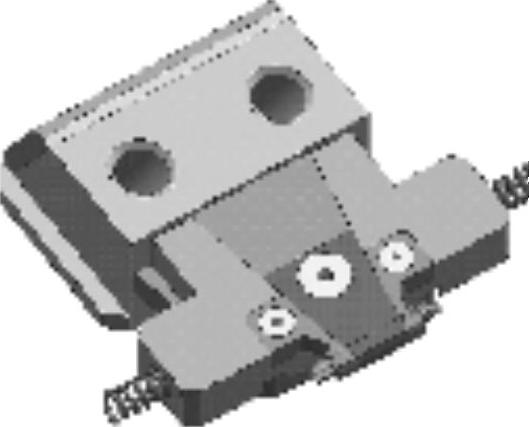
图5-10为整个滑块机构的三维图。滑块机构主要由以下几个零件组成(见图5-9):滑块主体3、拨块2、拨块镶件1、小滑块5、小滑块镶件6、弹簧4等。其中两件小滑块5安装在后模模仁里,可在模仁中横向滑动,小滑块5上面有一个大的滑块压板7,主要是负责小滑块的定位,防止小滑块上下窜动,如图5-11所示。
图5-12为图5-9中小滑块5的底部视图。从图中可以看出,在滑块底部有一条带有倾斜角度的四方形凹槽,为小滑块的导轨,它和图5-13中的拨块2相啮合,利用这条斜导轨完成滑块的抽芯和复位。
 (https://www.xing528.com)
(https://www.xing528.com)
图 5-10

图 5-11
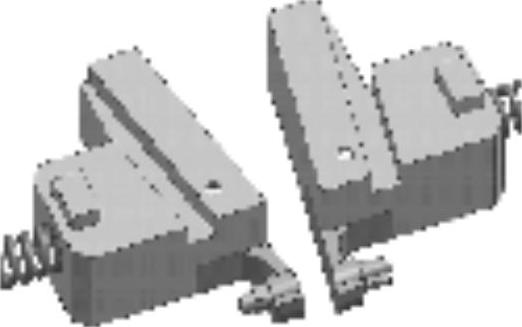
图 5-12
此例滑块机构的运动原理(见图5-9)是:开模后,滑块主体3和拨块2、拨块镶件1等在斜导柱作用下向后运动,同时,两件小滑块5和小滑块镶件6等在拨块的斜导轨和弹簧4作用下向后收缩,开始抽出产品卡槽部位的倒扣,当滑块主体行至L距离时停止运动,此时,两个小滑块也已全部脱出了产品的卡槽部位,完成了抽芯(图中的L1距离就是两个小滑块的准确行程),此后产品可以被顺利地顶出。合模时,拨块2负责小滑块的复位动作。图5-14为滑块机构全部完成预定动作后,还未开始复位的静止状态。
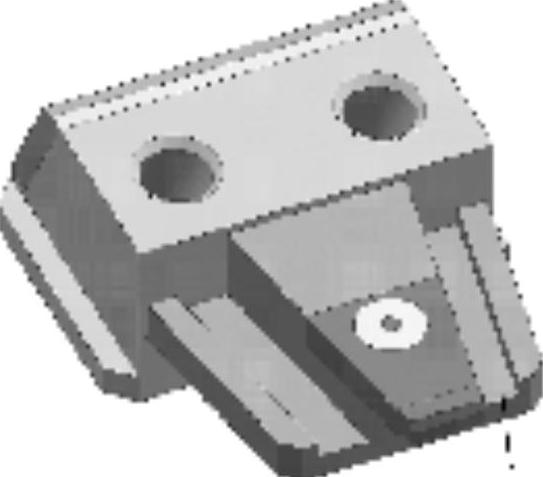
图 5-13

图 5-14
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。