



此副模具的产品是一个餐用食品粉碎机的杯盖,形状如图4-72所示。此产品外形较简单,在靠近底部边缘处,有两个穿孔,穿孔直接使用普通后模滑块即可成型。在产品另一侧的内部,有一个半圆形向内的翻边,且有两个向内的盲孔,导致了后模内侧无法脱模。由于产品高度较高,且产品顶部几乎是圆锥形,如果使用斜顶机构,是行不通的,只有使用内滑块机构。模具详细结构如图4-73所示。
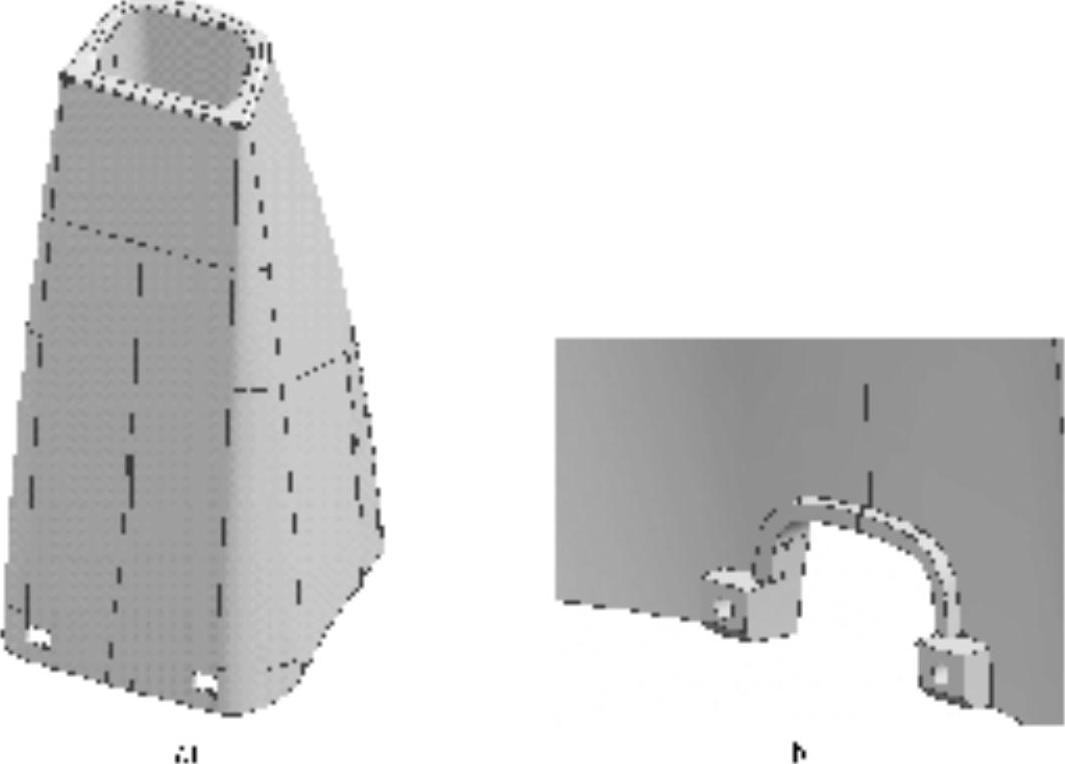
图 4-72
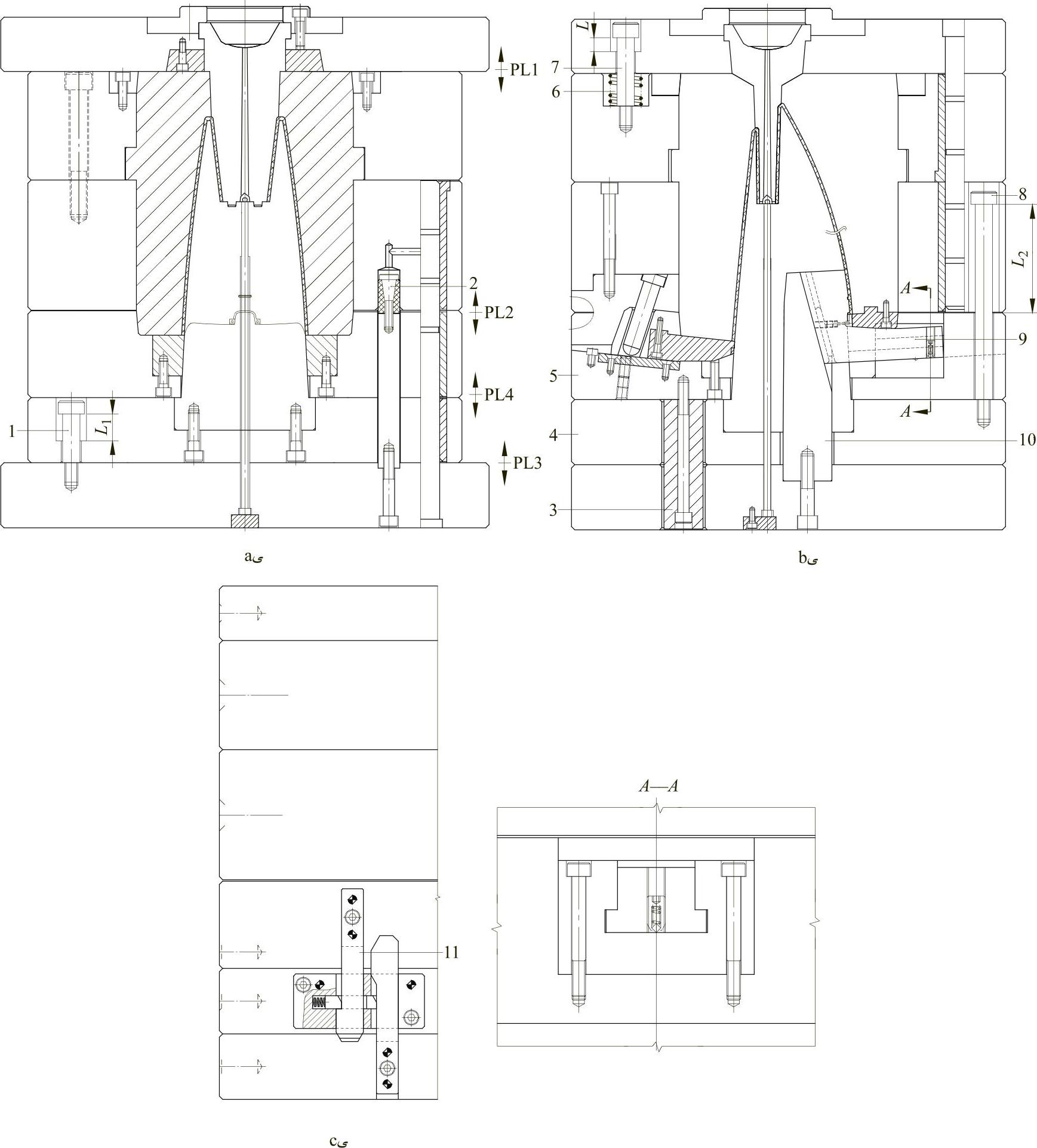
图 4-73
1、7、8—限位拉杆 2—尼龙开闭器 3—顶柱 4—型芯固定板 5—B板 6—弹簧 9—内滑块 10—锁紧块 11—扣机机构(https://www.xing528.com)
此副模具共有两个滑块,即普通的后模滑块和内滑块,如图4-74和图4-75所示。在本例中,滑块的结构并不重要,重要的是此副模具的整体结构给我们带来了新的思路,除了滑块之外,还有很多好的理念值得借鉴和学习。如前型腔的镶拼形式,浇口套的结构形式等,特别是顶出机构的设计和内滑块机构的动作衔接等,让我们耳目一新。此产品由于高度较高,加上模具的顶出距离,如果按照常规的顶出结构去设计,那么这副模具的高度就非常高,生产时所需的注塑机吨位将加大很多,大大浪费了生产成本,同时也使模具的机构复杂了。为此,本例省略了常规的顶板机构,另增加了两只顶柱完成了顶出动作,不仅减少了模具的整体高度,同时也简化了模具结构,一举两得。其运动原理是:开模后,在尼龙开闭器2和弹簧6作用下,PL1首先分型,松动产品对浇口套的包紧力,以防产品被拉伤,当行至L距离时,限位拉杆7开始限位,PL1停止分型;继续开模,主分型面PL2被打开,此时注塑机的顶出机构开始运动,顶柱3在注塑机顶杆的推动下,推动B板向前运动,同时,型芯固定板4在扣机11的作用下,被B板带动同步向前运动,PL3被打开,当行至L1距离时,同在扣机的作用下,PL3停止运动,限位拉杆1安全限位,同时,内滑块9在锁紧块10的带动下,向产品内部收缩,从而抽出了产品的倒扣部分;继续顶出,B板开始独立向前运动顶出产品,PL4开始分型,当行至L2距离时,限位拉杆8开始限位,PL4停止分型,至此,产品已被完全顶出,可自动取下,模具也完成了全部动作。

图 4-74

图 4-75
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。