



此副模具的产品是一个球杆的接头,如图4-33所示。从图中可以看出,产品为圆形,中空,在产品的小端两侧,有两个相对的通孔,产品另一端,有一个U形的叉子,在叉子中间,又有两个相对的盲孔(见图4-33b)这个看上去比较简单的产品,由于以上特征的限制,其模具变得较复杂。详细结构如图4-34所示。

图 4-33
从模具结构图可以看出,此例是一副经典又成功的范例。模具一模八穴,采用热流道点浇口进胶,直接进在产品表面。小头一端的两个侧孔使用了两个普通的后模滑块,如图4-35所示,另一端U形叉子是此副模具的重点部分,使用的是内缩式滑块,即弹B板的结构。由于产品较小,内部空间有限,设计者利用巧妙的排位,将两个产品做在同一滑块上,大大节省了模具空间,同时也增强了滑块强度,使滑块更加紧凑,如图4-36所示。
此副模具还有一个重点部分,就是产品的顶出方式。因产品外观要求较严,绝不允许有顶针痕迹,所以不能使用顶针顶出,因此,顶出方式成了此副模具的难题,为此,设计者利用产品长度方向的滑块机构,巧妙地设计了一种浮动式滑块。两个大滑块8并不像普通后模滑块那样直接在B板中滑动,而是藏在了一套可以浮动的滑块座内,并可在滑块座中滑动。

图 4-34
1—弹簧 2、5—滑块 3—锁紧块 4—滑块压板 6—限位拉杆 7—顶杆 8—大滑块 9—挡块 10—液压缸 11—扣机机构(https://www.xing528.com)
在顶出系统和顶杆7的作用下,滑块座可以上下浮动,但不可滑动。动作原理是:开模后,在弹簧1和扣机机构11的作用下,PL1首先分型,当行至L距离,同在扣机机构的作用下,PL1停止分型,限位拉杆6开始限位,同时,滑块2在锁紧块3 T形槽的带动下,向内收缩完成了抽芯;继续开模,主分型面PL2分型,滑块5等相继完成抽芯;开模动作全部完成后,开始顶出动作,在注塑机的顶出下,8支顶杆7带动大滑块8和滑块座、液压缸10等部件,连同产品一起被全部顶出后模型腔,此时8个产品已全部悬空;此后,液压缸10开始运动,带动大滑块8向后抽出,产品在挡块9的阻挡下,从大滑块8上自动脱落,自此模具动作全部完成。
此种脱模方式相当于推板结构,不同的是将推板设计在了滑块上,此种方法非常实用,对于类似此例的圆形产品,在不允许顶针顶出的情况下,可以考虑使用此种结构。望大家仔细领悟。

图 4-35
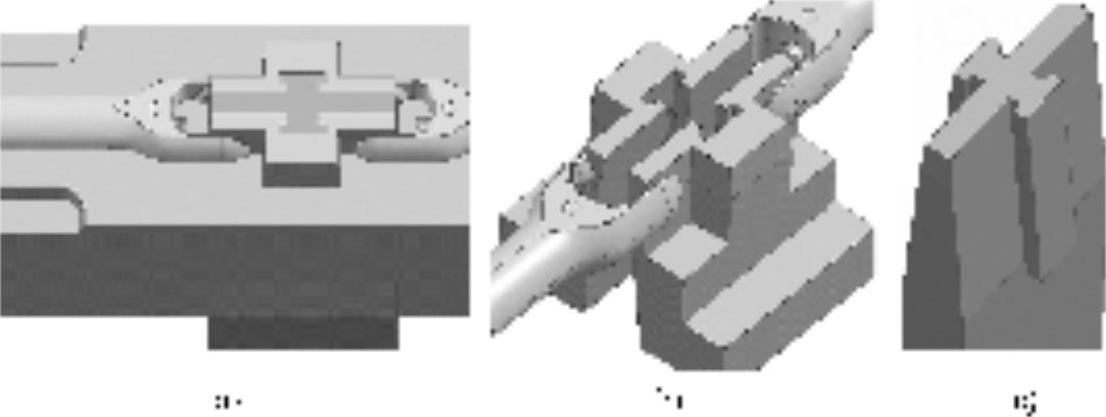
图 4-36
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。