



【摘要】:此副模具的产品是一个两头均有螺纹的二接头,如图3-38所示。对于有外螺纹的产品,很少设计成自动脱螺纹的模具,除非产品要求极高,95%均使用两侧滑块成型。图 3-38图 3-39图 3-39(续)1—拉钩 2—推板 3—导向块 4—滑块 5—弹簧 6—限位螺钉 7、8—镶件 9—橡胶弹簧此副模具的结构属于较小巧的哈夫式滑块机构。两个滑块将产品全部包围,产品的顶出使用推板,但本例重点不在于滑块上,而是14个倒扣的处理方式。
此副模具的产品是一个两头均有螺纹的二接头,如图3-38所示。对于带有外螺纹的产品,通常有两种成型方式,一是使用自动脱螺纹机构,二是使用两侧滑块成型。对于有外螺纹的产品,很少设计成自动脱螺纹的模具,除非产品要求极高,95%均使用两侧滑块成型。从产品图上可以看出,在产品另一端,有14个向内弯曲的钩子呈圆形均匀地排列,为模具的设计增添了难度。详细结构如图3-39所示。
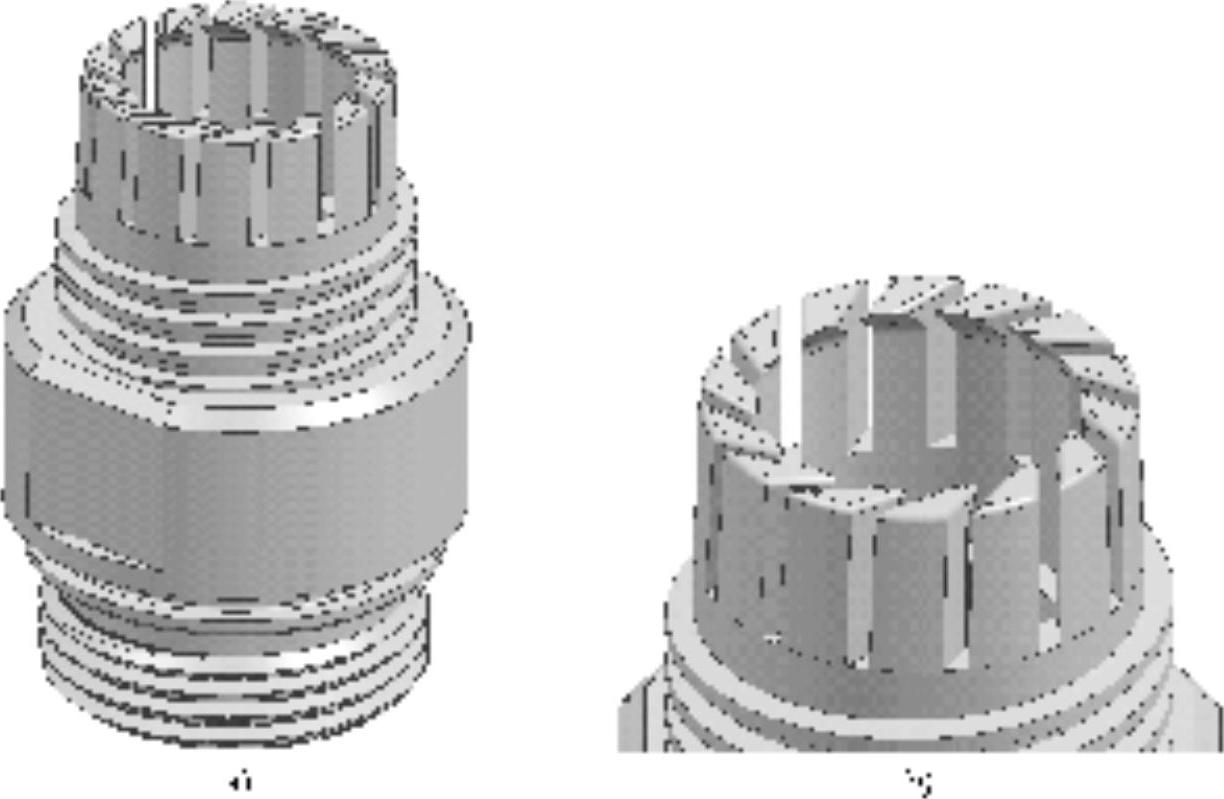
图 3-38

图 3-39
 (https://www.xing528.com)
(https://www.xing528.com)
图 3-39(续)
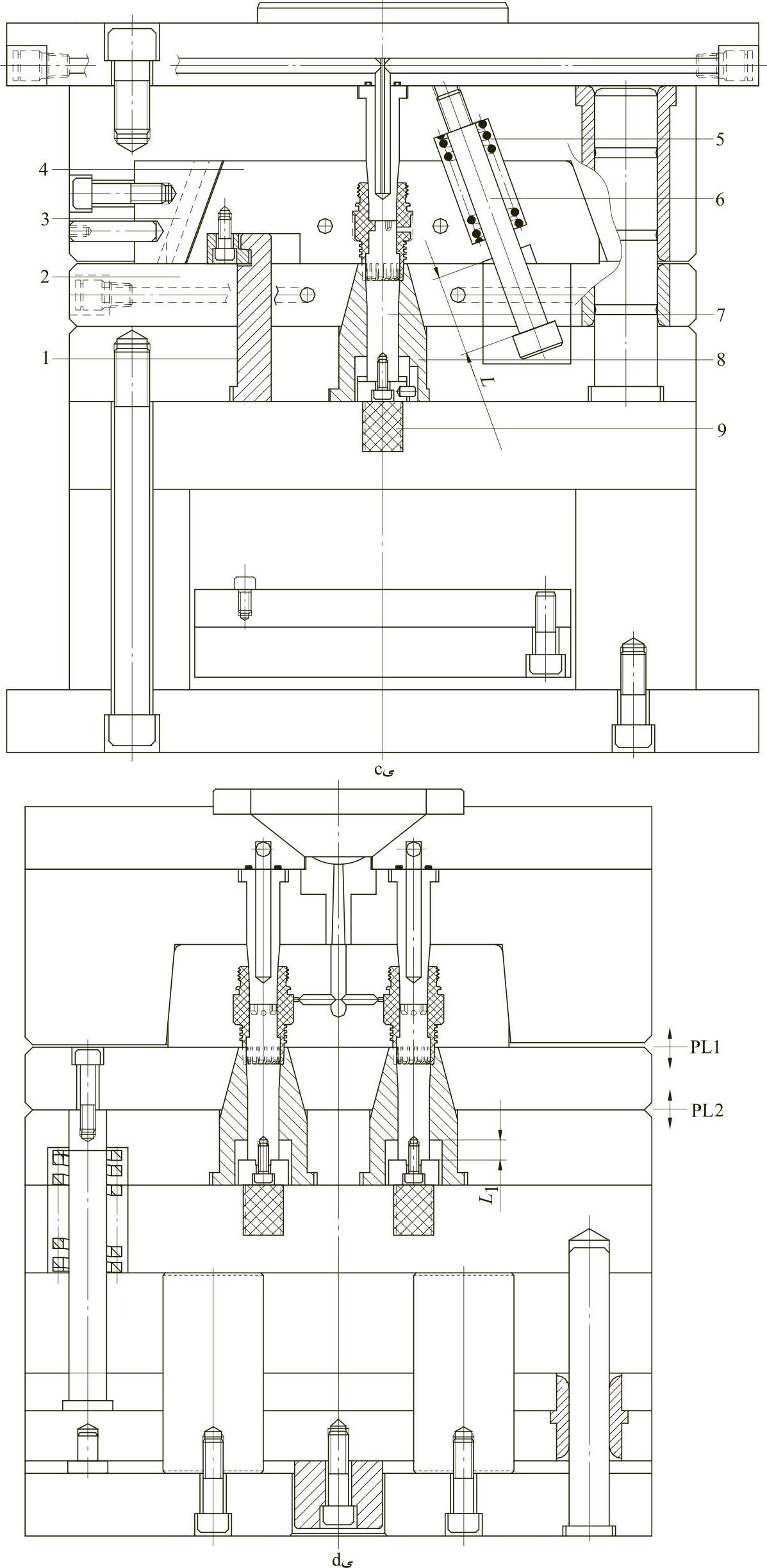
1—拉钩 2—推板 3—导向块 4—滑块 5—弹簧 6—限位螺钉 7、8—镶件 9—橡胶弹簧
此副模具的结构属于较小巧的哈夫式滑块机构。两个滑块将产品全部包围,产品的顶出使用推板,但本例重点不在于滑块上,而是14个倒扣的处理方式。在正常情况下,这样的倒扣只能采用强行脱模的方式,如何强脱是这副模具的关键。采用二次顶出的结构进行强脱,这种方案绝对是正确的,但本例并未如此设计,而是使用了非常简单的浮动式型芯代替二次顶出机构。其动作原理是:开模后,PL1开始分型,在拉钩1和弹簧5的作用下,滑块4沿着导向块3的方向被弹开;当行至L距离时,在限位螺钉6的作用下,滑块停止运动,此时滑块已完全脱离产品,同时,镶件7在橡胶弹簧9的作用下,向上弹出L1距离,和产品一起被弹出镶件8的包围,刚好为产品下一步的强脱腾出了变形的空间;顶出时,推板推动产品圆柱的端面,将产品顺利地强行推出。
此副模具的整体结构简洁而紧凑,特别是活动镶件的设计,构思巧妙,使原本需要二次顶出的结构大大简化。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。