



此副模具的产品是一个电热杯的外壳,产品如图2-54所示。从图中可以看出,产品形状较复杂,整个外表面均不能正常脱模,因此,在产品两侧必须使用两个大型滑块来成型。由于滑块行程较大,常规的斜导柱机构难以满足如此长距离的抽芯,因此,滑块使用了液压缸抽芯机构。模具详细结构如图2-55和图2-56所示。
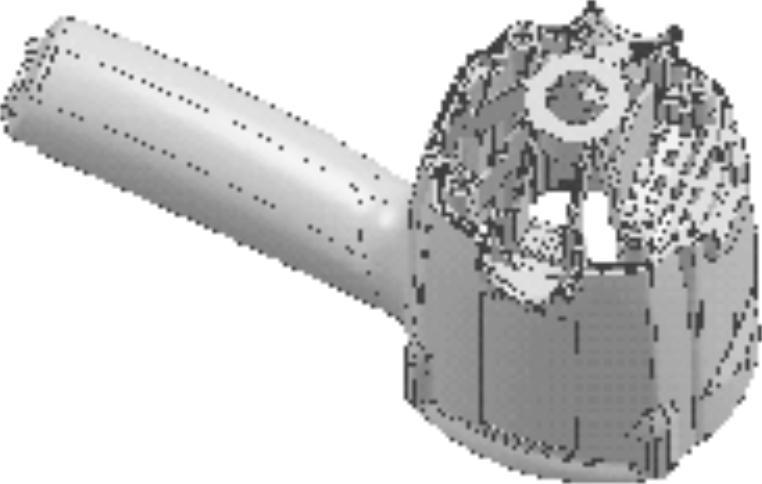
图 2-54
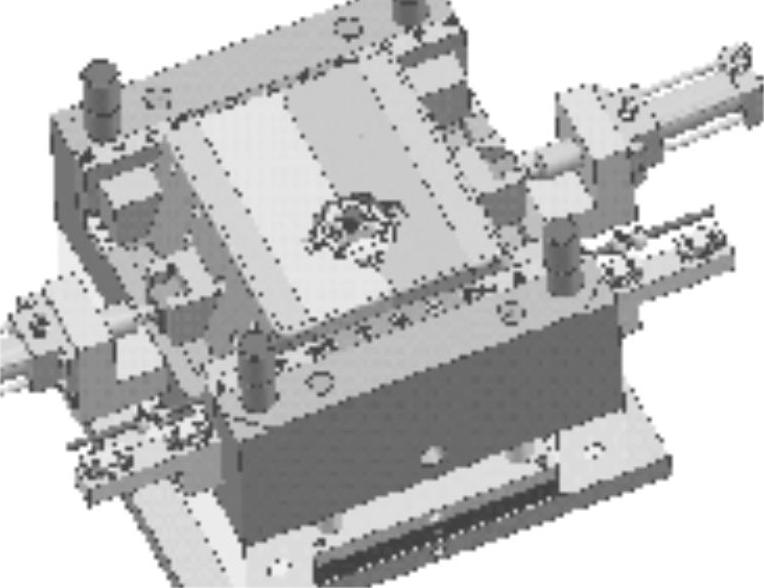
图 2-55
液压缸抽芯机构在注塑模具中用途非常广泛。如果滑块行程太大,斜导柱的长度也需要很长,斜导柱的强度会随之越来越差,经常会发生弯曲、变形、折断的现象,因此,当斜导柱的受力长度大于150mm时,应考虑使用液压缸机构。
滑块使用液压缸机构时需要注意一个问题,就是滑块机构必须另外增加锁紧块。因为模具在注塑填充时,注塑机强大的注塑压力会使滑块产生强大的后推力量,后推力量比液压缸的压力大得多,单靠液压缸的压力是无法将滑块锁紧的。
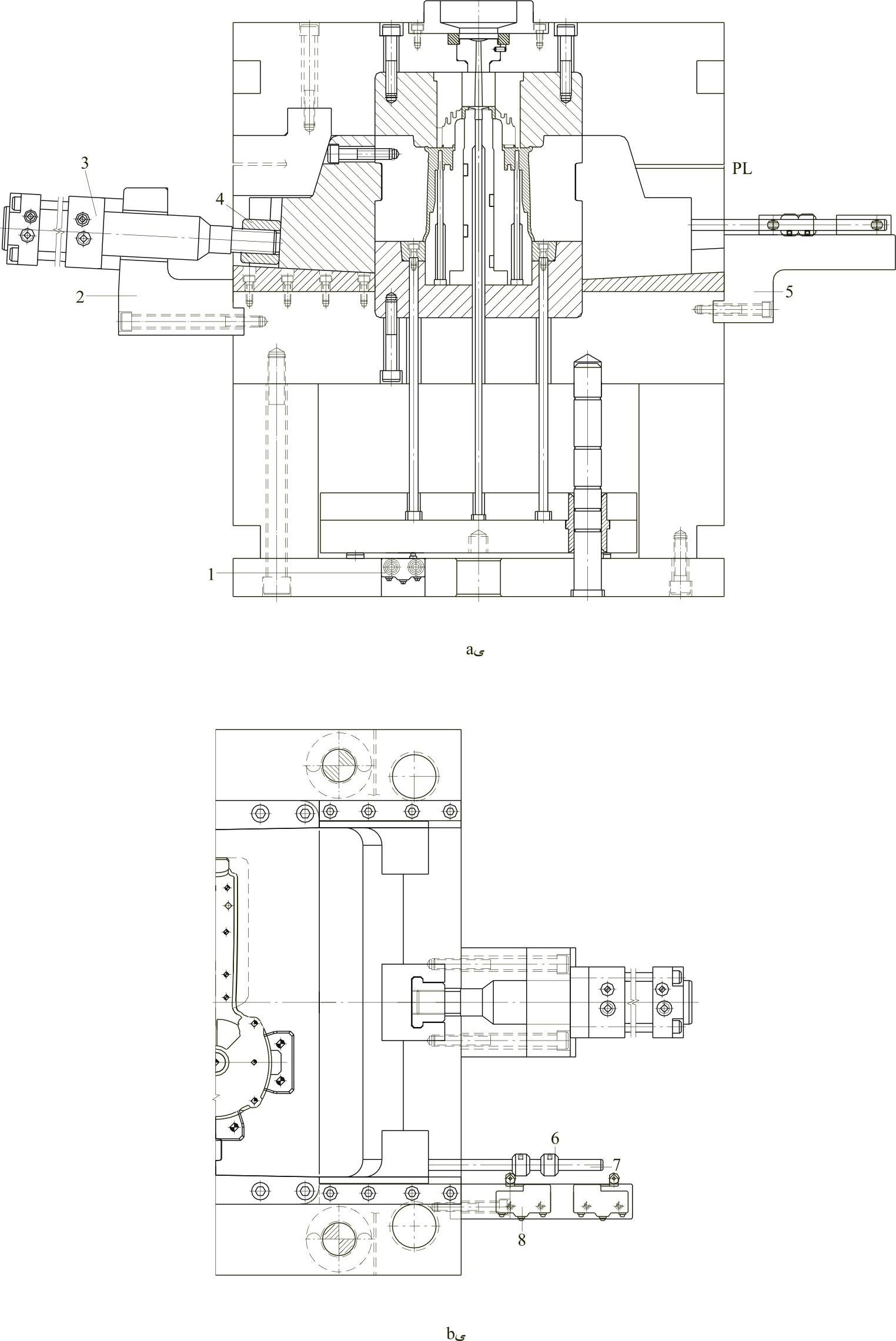
图 2-56
1、8—行程开关 2—液压缸固定架 3—液压缸 4—螺纹套 5—固定架 6—触动块 7—触动块固定杆 8—行程开关
使用液压缸机构时,液压缸的选用也需一些经验。选用液压缸时通常应注意两个参数。一是液压缸的缸径,它直接关系到液压缸力量的大小。一般情况下,液压缸的力量应大于滑块自身重量的2倍,每一台注塑机都有其恒定的液压压力(液压压力×液压缸缸径=液压缸的压力)。一般情况下,在计算需要的液压缸压力时,注塑机的液压压力不取100%,最多取80%。因为在生产中,注塑机不可能使用100%的液压压力,取80%会更加安全。二是液压缸的行程。液压缸行程必须大于滑块行程15~20mm,否则,在滑块开启的瞬间,液压缸可能会因为油压不够而无法拉开。图2-57为滑块机构在液压缸的作用下完全打开的状态。(https://www.xing528.com)
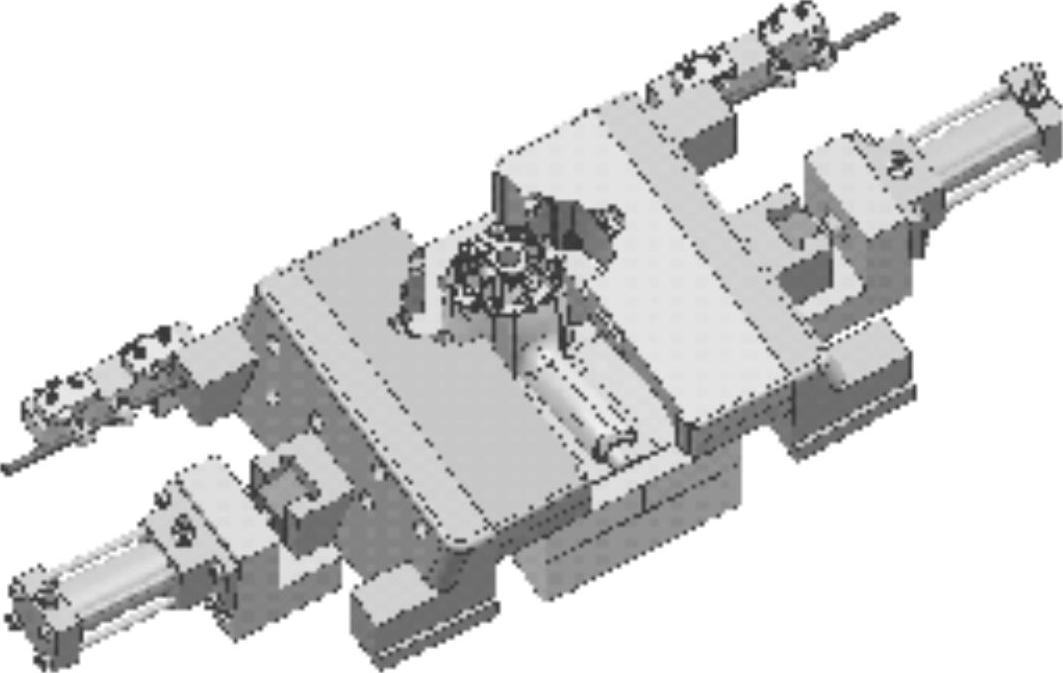
图 2-57
图2-56b中的8是一种微动行程开关。一般情况下,使用液压缸机构时均应使用行程开关,而且应同时使用两个。行程开关的作用是控制液压缸的运动和行程,开关上面有一根电源线,电源线的另一端连接在注塑机的液压控制阀上,当液压缸向前推出至预定行程后,由一个触动块触动前端的开关,液压缸在液压系统的控制下停止运动。当液压缸复位时,另一个触动块触动后面的开关,液压缸停止运动。
液压缸的运动是靠注塑机的液压系统完成的,它打开和复位的循环周期是用时间来控制的。如果注塑机的液压系统没有发生故障,液压缸一般不会失效,因此,即使没有行程开关也没有问题,直接利用滑块本身也可以对液压缸进行强制限位。
图2-58为行程开关和触动块之间的固定方式(结构见图2-56)。触动块固定杆7固定在滑块上,随着滑块一起运动。触动块6固定在触动块固定杆7上,用螺钉连接,螺钉松开后,触动块6应能够自由移动,便于调节。行程开关是固定不动的。行程开关与触动块的连接方式有很多种,本例只是其中一种。
图2-59为液压缸机构和滑块机构的连接固定方式。液压缸和滑块的连接固定方式有多种,此副模具使用了矩形螺纹套来连接滑块和液压缸。液压缸在安装时必须从液压缸支架的孔中穿过,这种安装方式不是很方便,还需要改善。
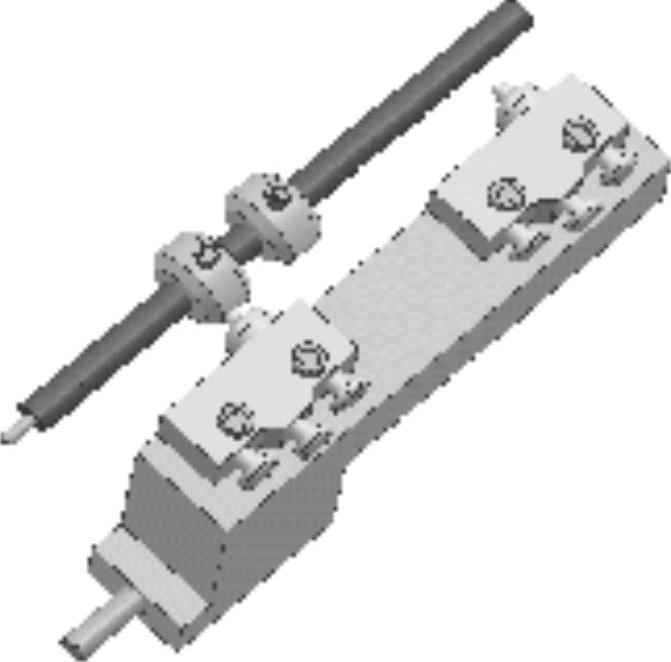
图 2-58
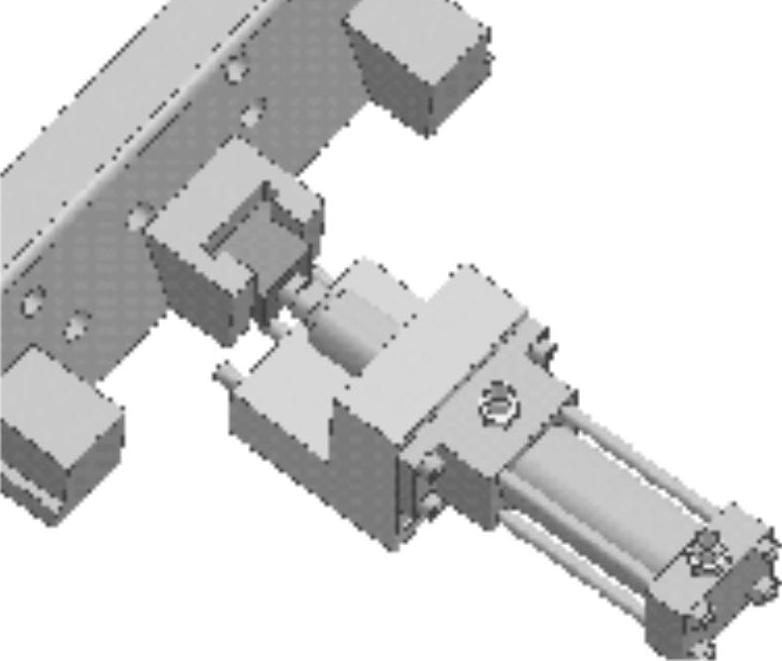
图 2-59
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。