



此例产品是一款轿车仪表的表框,如图2-48所示。从图中可以看出,此产品造型很特别,整个周边侧面均有不同形状的结构,4个方向均不能垂直脱模,因此必须使用四面滑块机构。模具详细结构如图2-49和图2-50所示。
从模具结构图可以看出,此副模具在结构上和本章范例10有很多相似之处,均为四面滑块机构。滑块的驱动使用的是斜导柱,两侧的滑块使用的是弹簧定位珠定位,模具上方的滑块使用的是弹簧和挡块定位,模具下方的滑块使用的是两个限位销钉(图中未示出)。此副模具要求较高,整体结构的设计非常完善,是很经典的四面滑块机构。
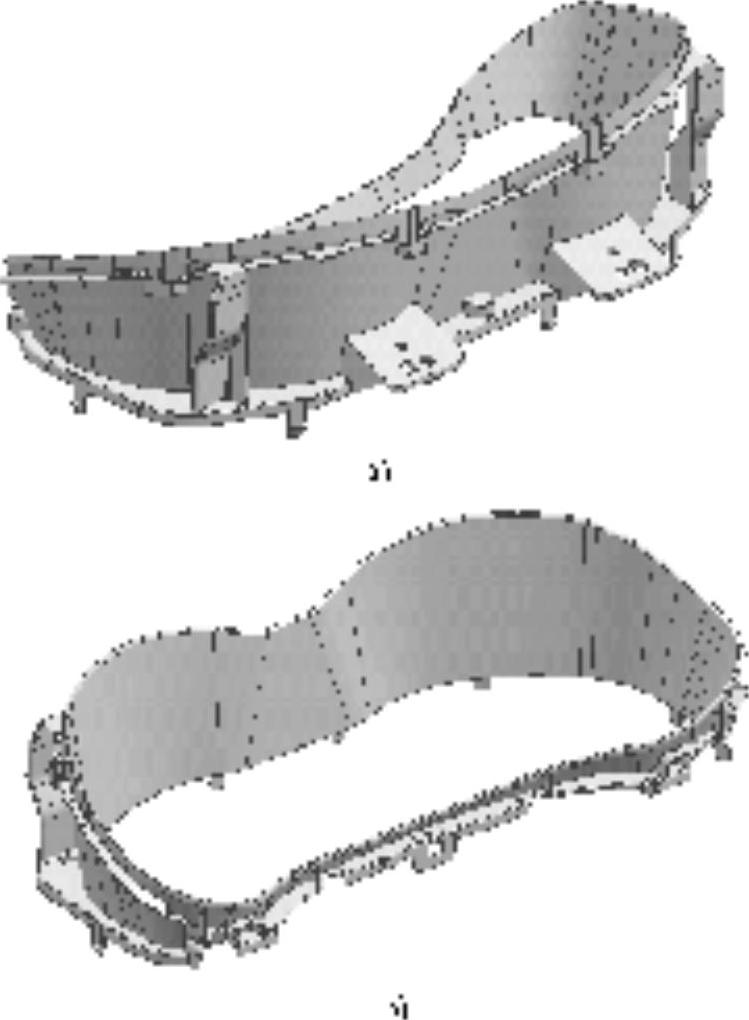
图 2-48
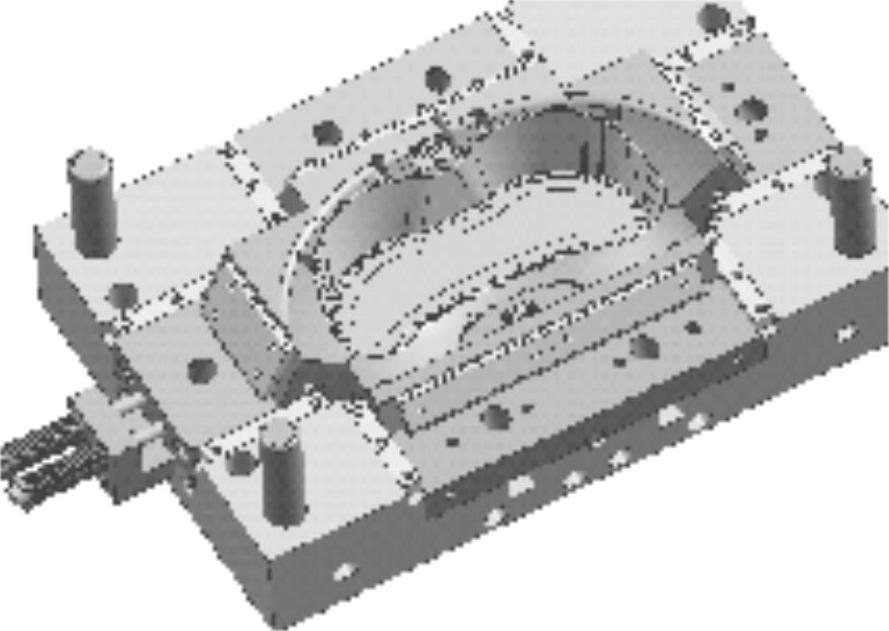
图 2-49
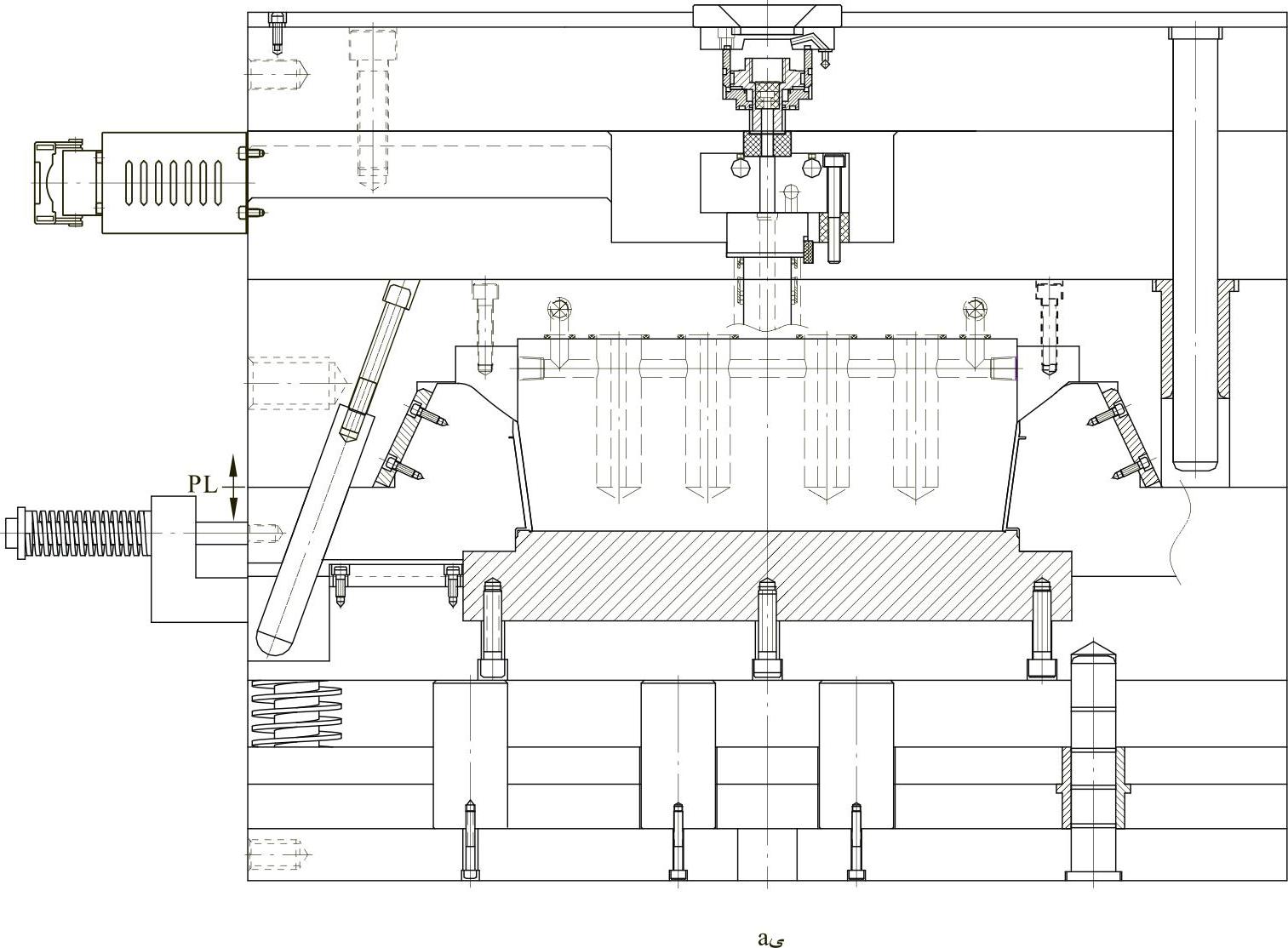
图 2-50(https://www.xing528.com)
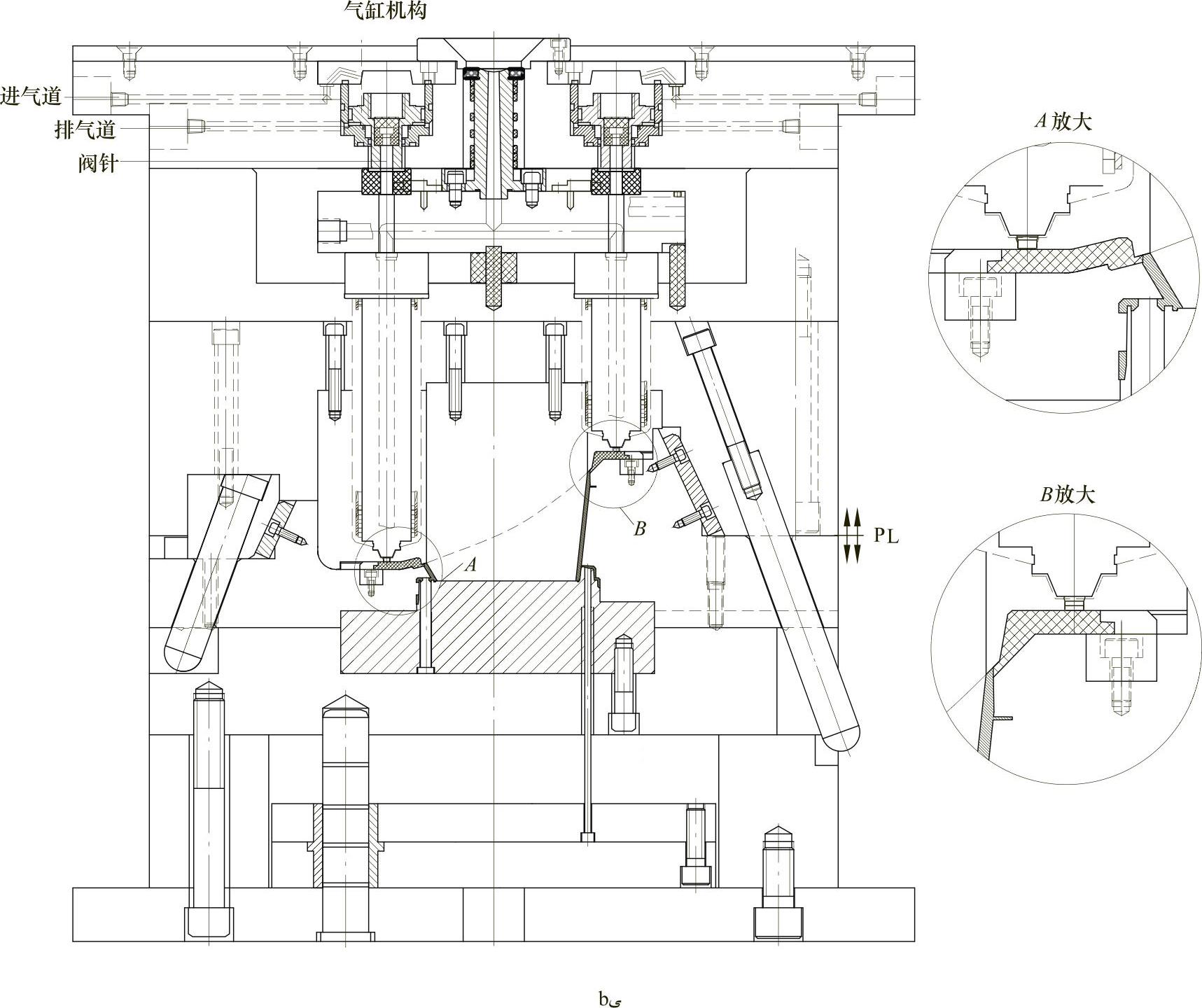
图 2-50(续)
此副模具的浇注系统是一种针阀式热流道系统,热流道转冷流道,浇口形式为侧浇口。针阀式热流道系统常用在要求较高的模具上,一般均直接在产品表面进胶,仅在产品上留下一个小圆圈。针阀式热流道系统价格要比针点式和开放式的贵得多。在此副模具中使用热流道转冷流道,有些浪费,但不会留下料柄,更加节省材料,如果产品产量较大,还是值得的。
此副模具的进胶方式设计得比较巧妙。因受产品的形状限制,必须在滑块上进胶。滑块是活动的,流道不能开在滑块上,只能开在前模镶件上。为防止流道粘在前模镶件上无法脱掉,本例设计了一种特殊的拉料钩。拉料钩固定在滑块上,开模后,流道被拉向后模侧并留在滑块上。滑块退出后,流道便可自动脱离。流道结构和拉料钩结构如图2-51所示。
针阀式热流道系统在结构上比其他的形式多了一个气缸机构和一个阀针。阀针在气缸的作用下一直处于上下往复运动的状态,填充注塑时,阀针提起,填充结束时,阀针复位封住浇口。因此,使用针阀式热流道时,模具上必须开设进气道和排气道。气道的形式和冷却水道完全相同,气道位置的选择不固定,根据热流道商家的标准而定。购买热流道时,商家会提供完整的图样,只需按图加工即可。
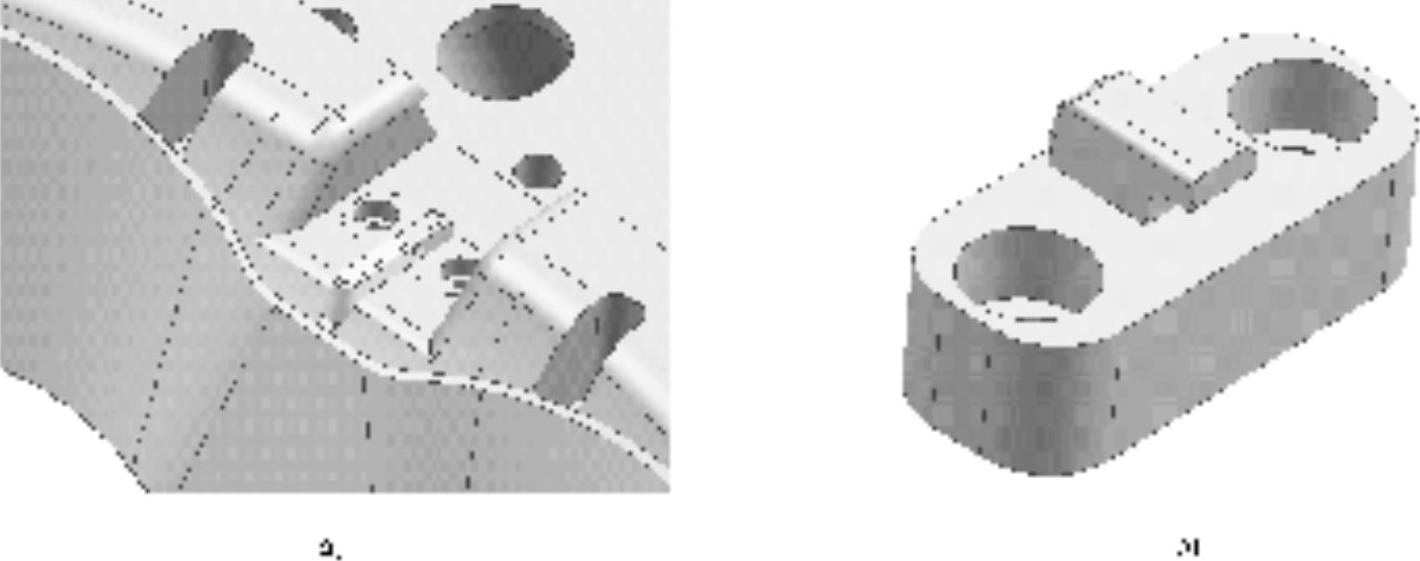
图 2-51
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。