



此副模具的产品是一款轿车仪表的表框,如图2-41所示。从图中可以看出,产品形状复杂,四面均无法脱模,在模具结构上必须使用四面滑块机构。模具详细结构如图2-42、图2-43和图2-44所示。
从模具结构图可以看出,此副模具属于很典型的四面滑块机构。由于模具结构要求较高,四面滑块均做了非常完善的设计,从模具强度和使用寿命上都设计非常到位。设计这种大型四面滑块时需注意的是,在模具两侧的滑块可使用弹簧定位珠限位,也可使用挡块和弹簧限位,任何限位机构均可使用;但处在模具上方的滑块,必须使用弹簧和挡块限位,以防开模后滑块由于自身重量太重而跌落。通常,弹簧的拉力必须大于滑块重量的1.5倍。处在模具下方的滑块一般不使用弹簧,但应有安全的限位机构,以防滑块掉落。
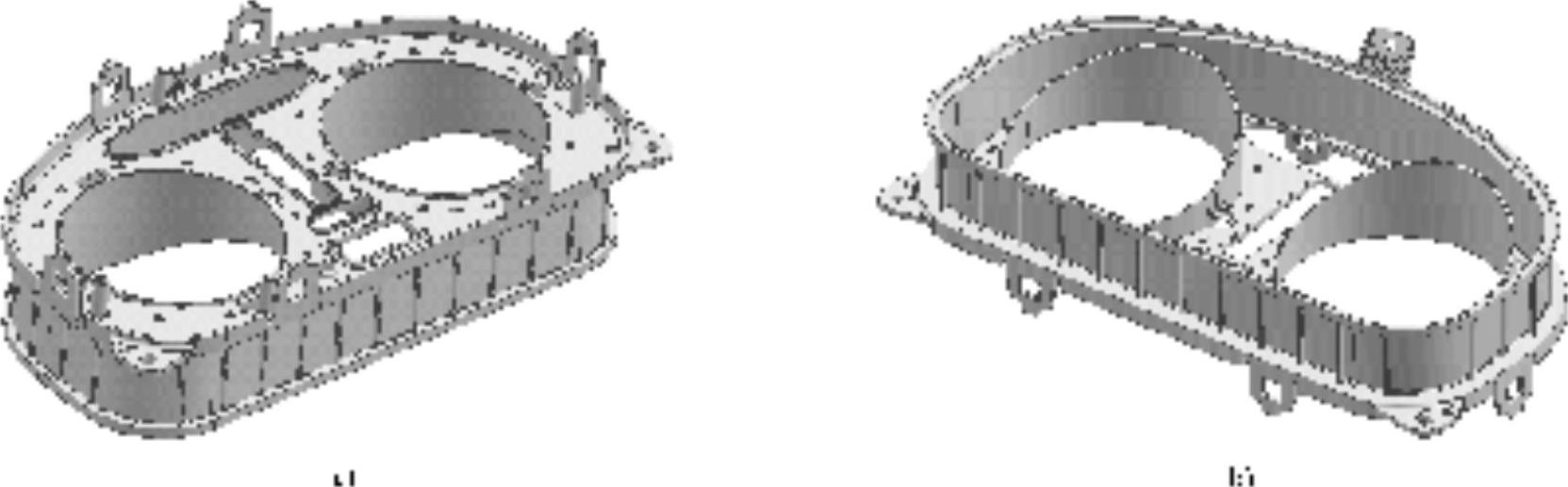
图 2-41
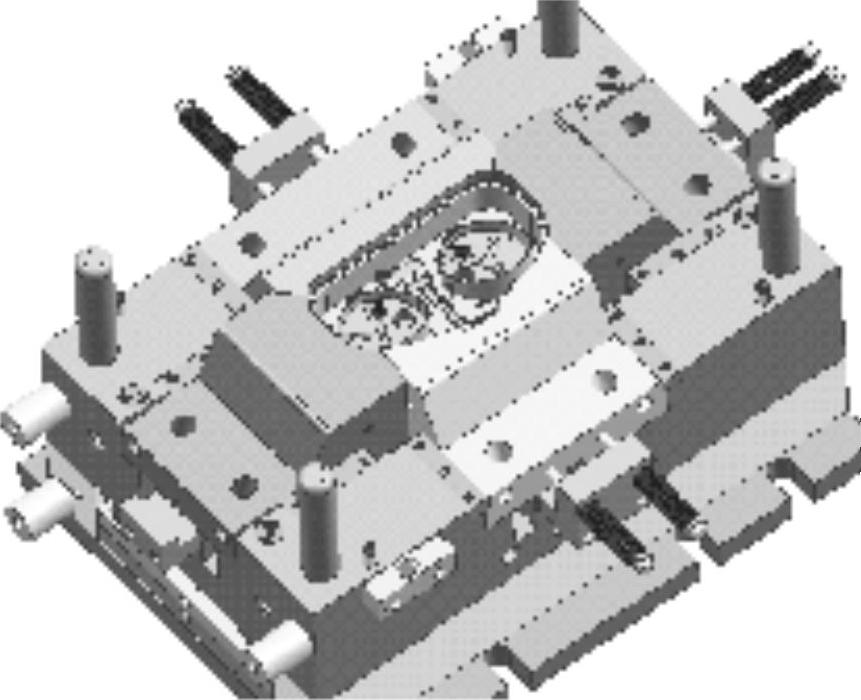
图 2-42
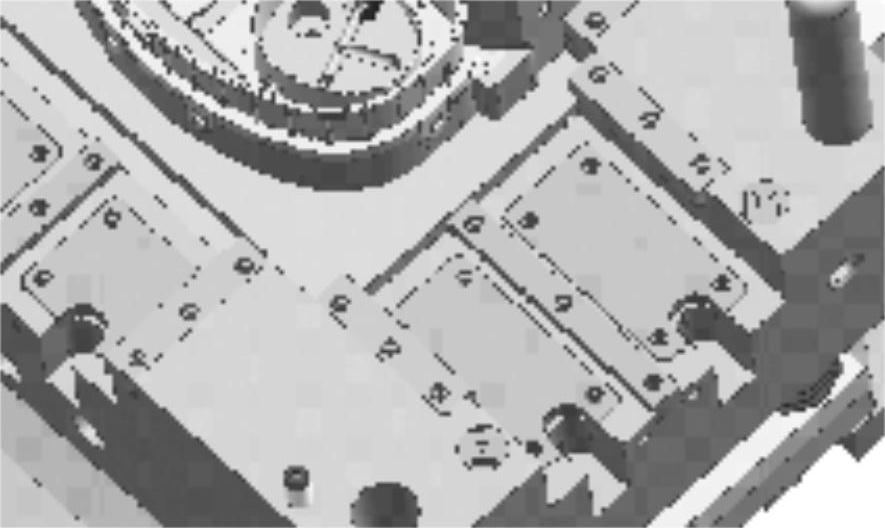
图 2-43
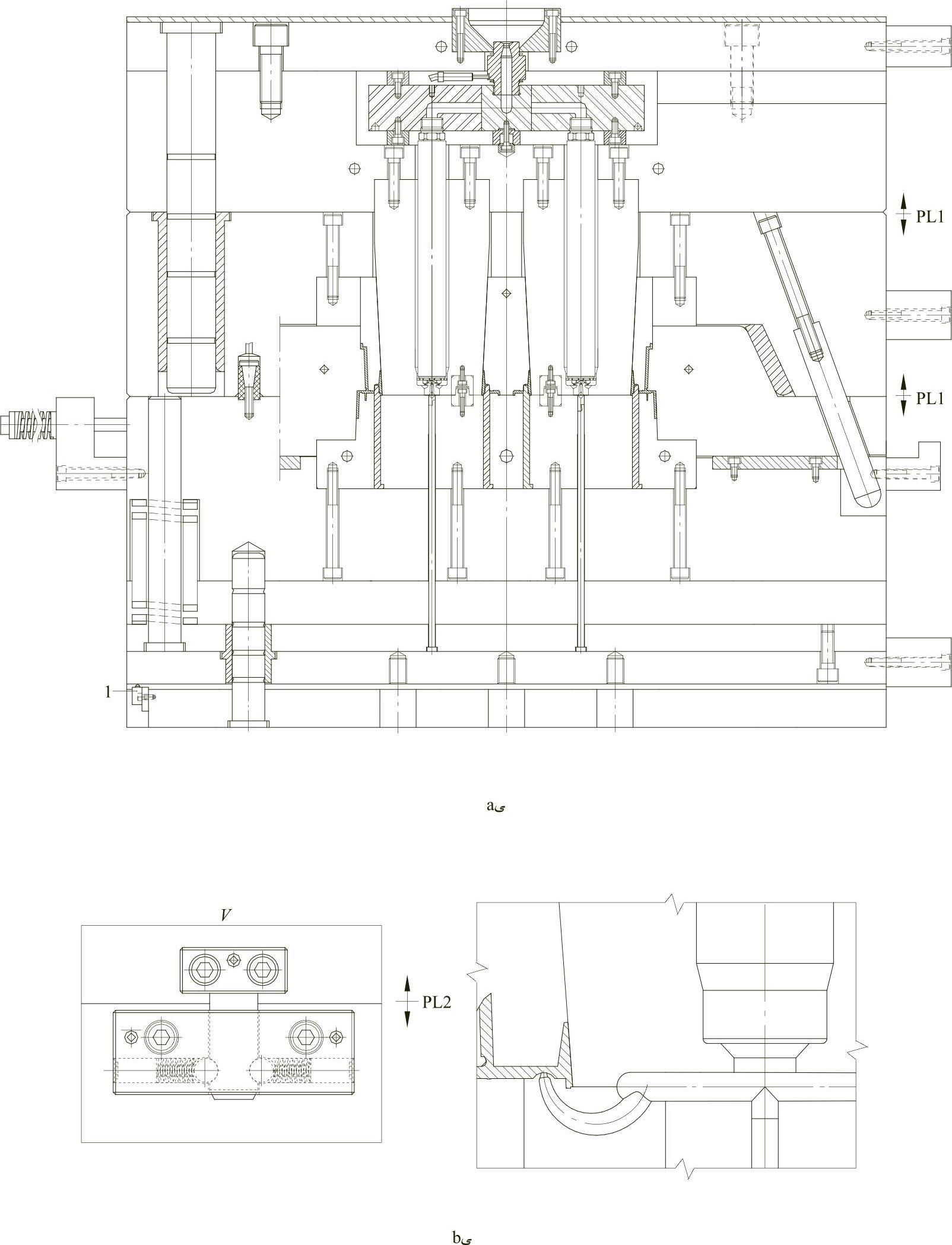
图 2-44
1—行程开关
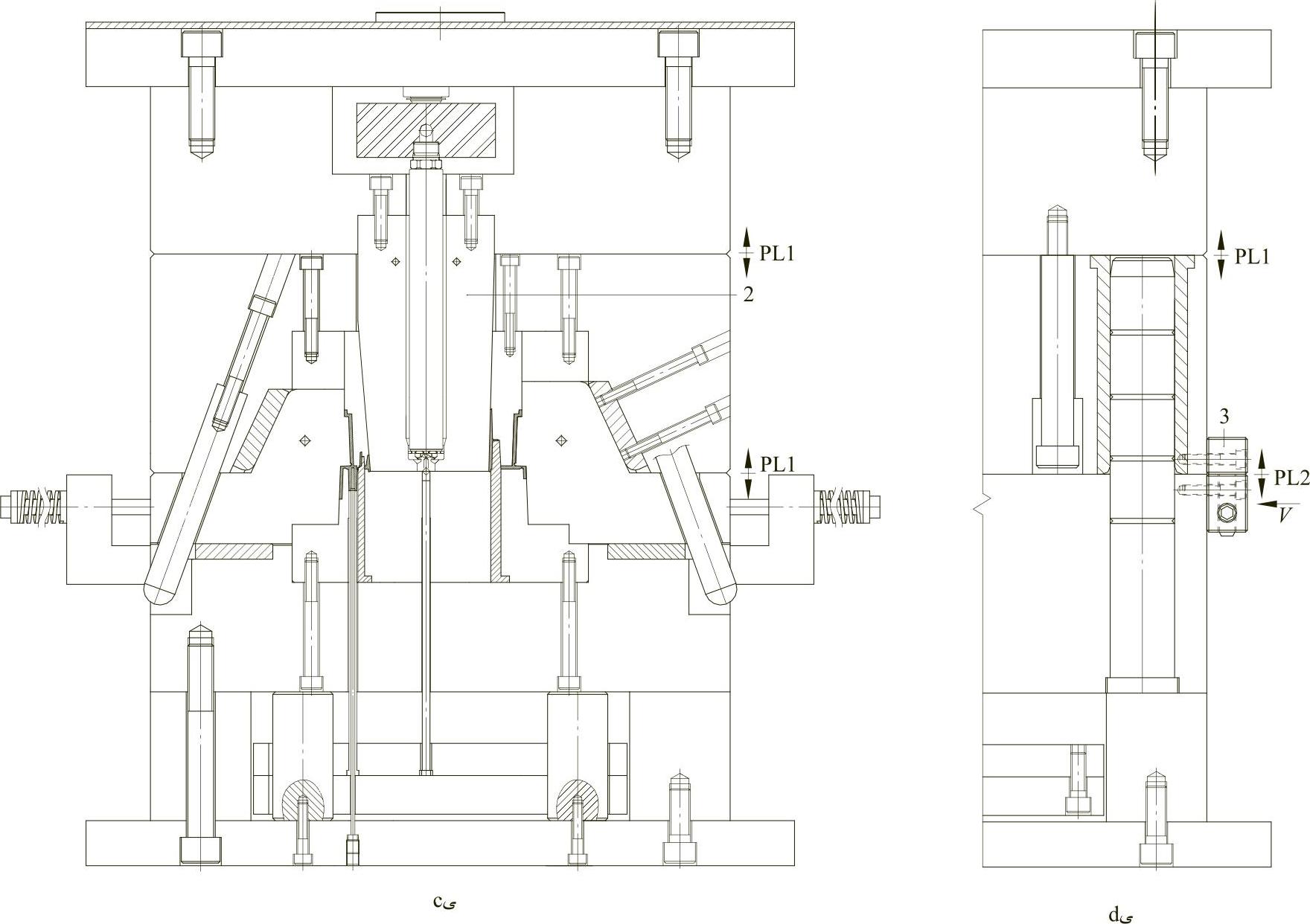
图 2-44(续)(https://www.xing528.com)
2—前模镶件 3—弹簧扣机
此副模具的浇注系统使用的是一种多嘴开放式热流道系统,进胶方式为热流道转冷流道,浇口形式为牛角式浇口。牛角式浇口也称为香蕉式浇口,属于潜伏式浇口的一种,比其他任何形式的潜伏式胶口都好。优点是填充平衡,不需要人工修剪浇口,自动化程度高,浇口隐蔽;缺点是加工难度较大,目前,还无法直接在一块材料上加工出这种形状,因此,所有模具的牛角式胶口均采用两瓣镶拼的结构形式,如图2-45所示。
牛角式浇口虽然有很多优点,但并非适用于所有的塑料材料,仅适用于一些韧性较高的材料上,而像PC、PVC、PMMA、POM等一些较脆的透明材料就不可使用牛角式浇口。使用牛角式浇口时还需注意的一个问题,就是浇口应尽量避免直接冲击在一些要求较高的产品表面,否则,易在产品表面形成很明显的冲击纹,注塑工艺难以调整,严重影响产品外观,特别是POM材料,应避免使用。
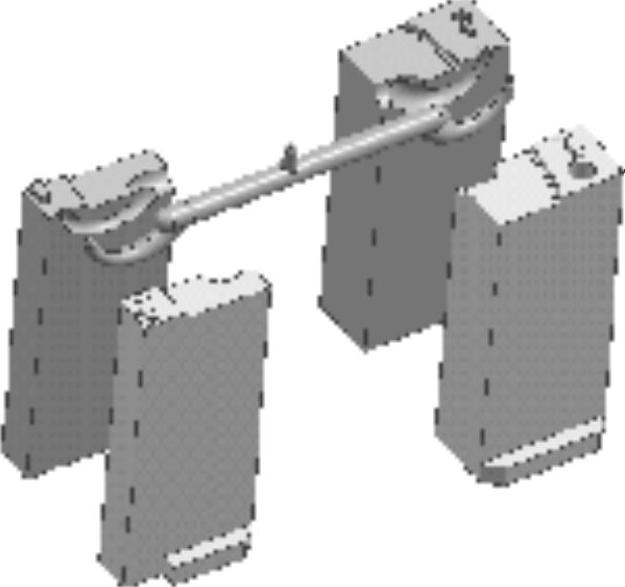
图 2-45
此副模具在开模顺序上有一个两次分型的动作。因产品对前模中间的前模镶件2包紧力较大,为避免粘前模,使用了两次分型。第一次开模首先脱掉产品对前模镶件2的包紧力,然后在主分型面开模。为了使第一次开模安全可靠,此例专门使用了一种弹簧扣机。此种扣机常用来控制开模顺序,一般用在三板模、推板模或二次顶出机构上。该扣机形状简单,安装方便,占踞的空间较小,因此被广泛使用。图2-46为弹簧扣机的详细结构。
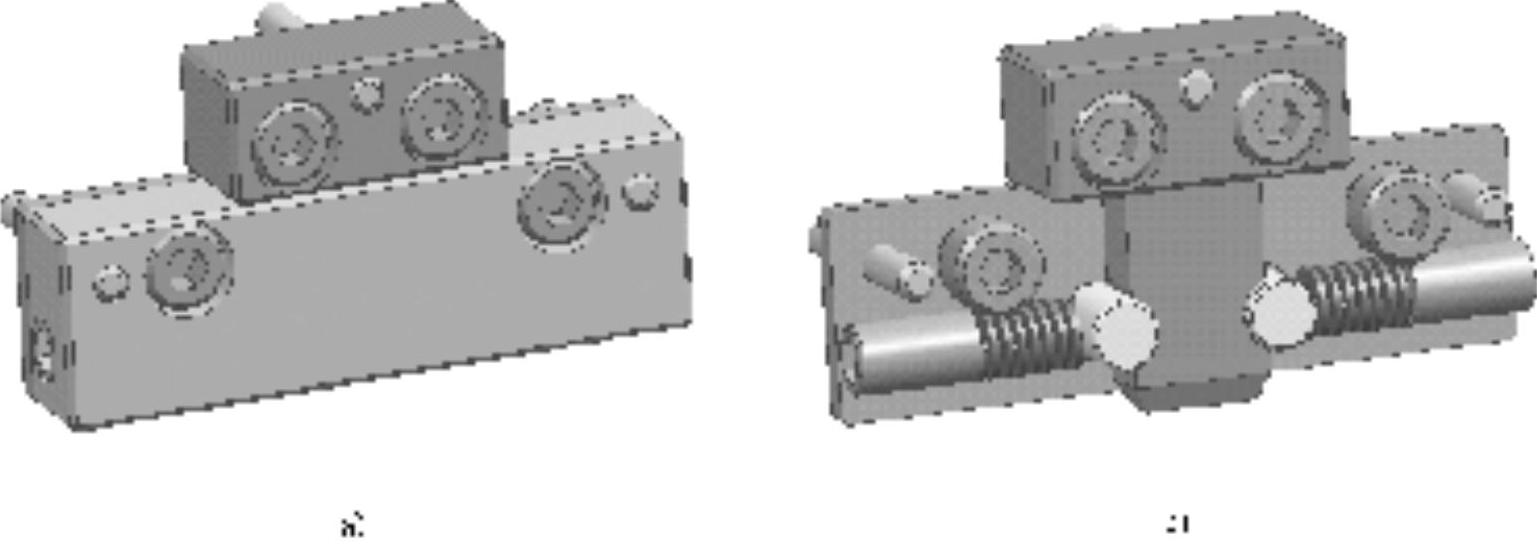
图 2-46
图2-47微动行程开关,专门用于控制顶板机构安全复位。由于在滑块底部有顶针机构,模具必须有顶针先复位机构。在本章范例1中,使用了机械式先复位机构,而本例的先复位机构是自动的。行程开关固定在后模码模板上,开关上面有一个电源控制阀,是用来控制注塑机合模制动顺序的触动开关。注塑机的合模控制系统有一个信号线连接在行程开关上。在模具的顶针底板上,也就是在注塑机顶杆相对应的各个位置上,攻上内螺纹,螺纹规格通常为M16。大部分注塑机的顶杆均有一个M16的螺杆。模具装到注塑机上后,通过M16螺杆将注塑机顶杆和模具的顶板紧紧地固定在一起。当模具完成顶出动作后,注塑机的下一个动作就是自动地将模具顶针板拉回复位。当顶针板完全复位后,会触动行程开关,注塑机才可进行下一个合模动作。反之,当顶针板完全复位且未触动行程开关时,注塑机不能合模。该机构简单、方便、安全,用途非常广泛。行程开关为标准件,虽种类不同,但使用方法相同,原理相同。但是,并非所有模具的先复位机构均可使用此种形式,因为有的注塑机顶杆没有螺杆,在设计时应视情况而定。
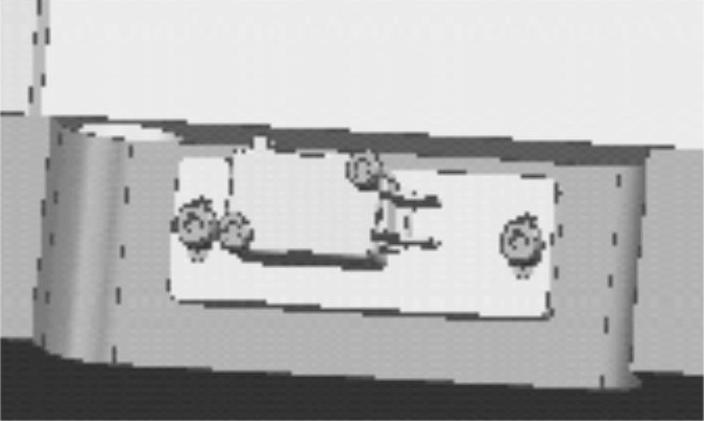
图 2-47
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。