



此副模具的产品是一个咖啡壶的手柄盖,产品形状如图2-29所示。从图中可以看出,此产品造型奇特,产品内侧大面积向内倒扣,不仅产品内侧不能正常脱模,产品外侧也同样无法脱模。因此,在模具结构上,外侧须使用滑块,内侧须使用斜顶。模具详细结构如图2-30和图2-31所示。
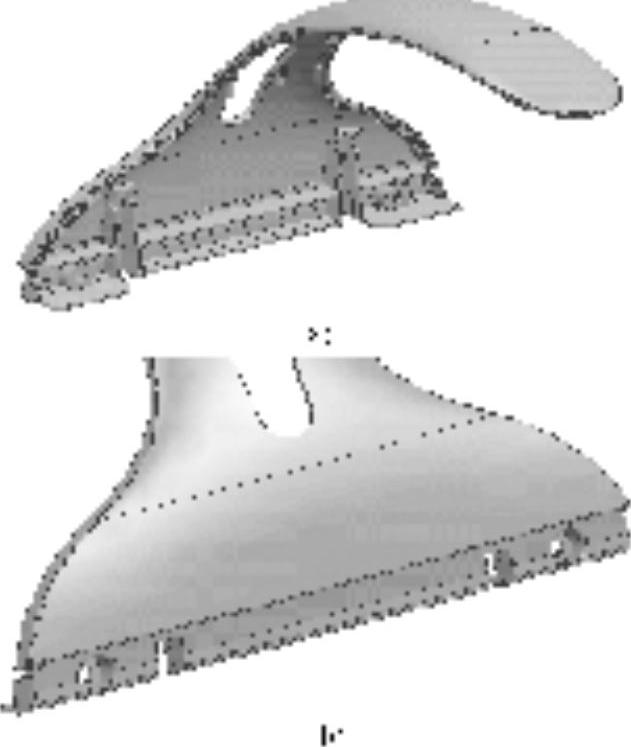
图 2-29
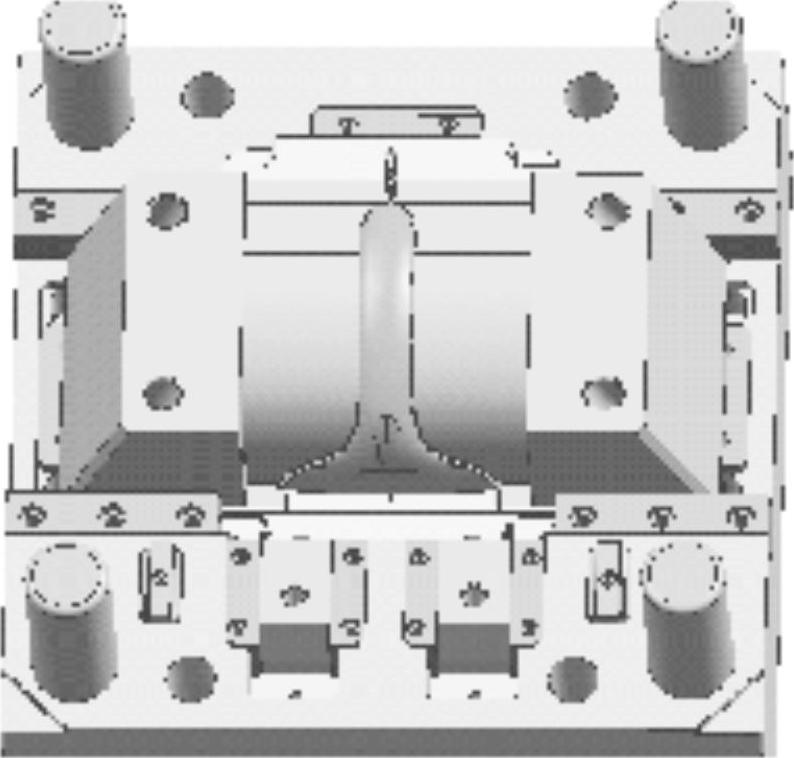
图 2-30
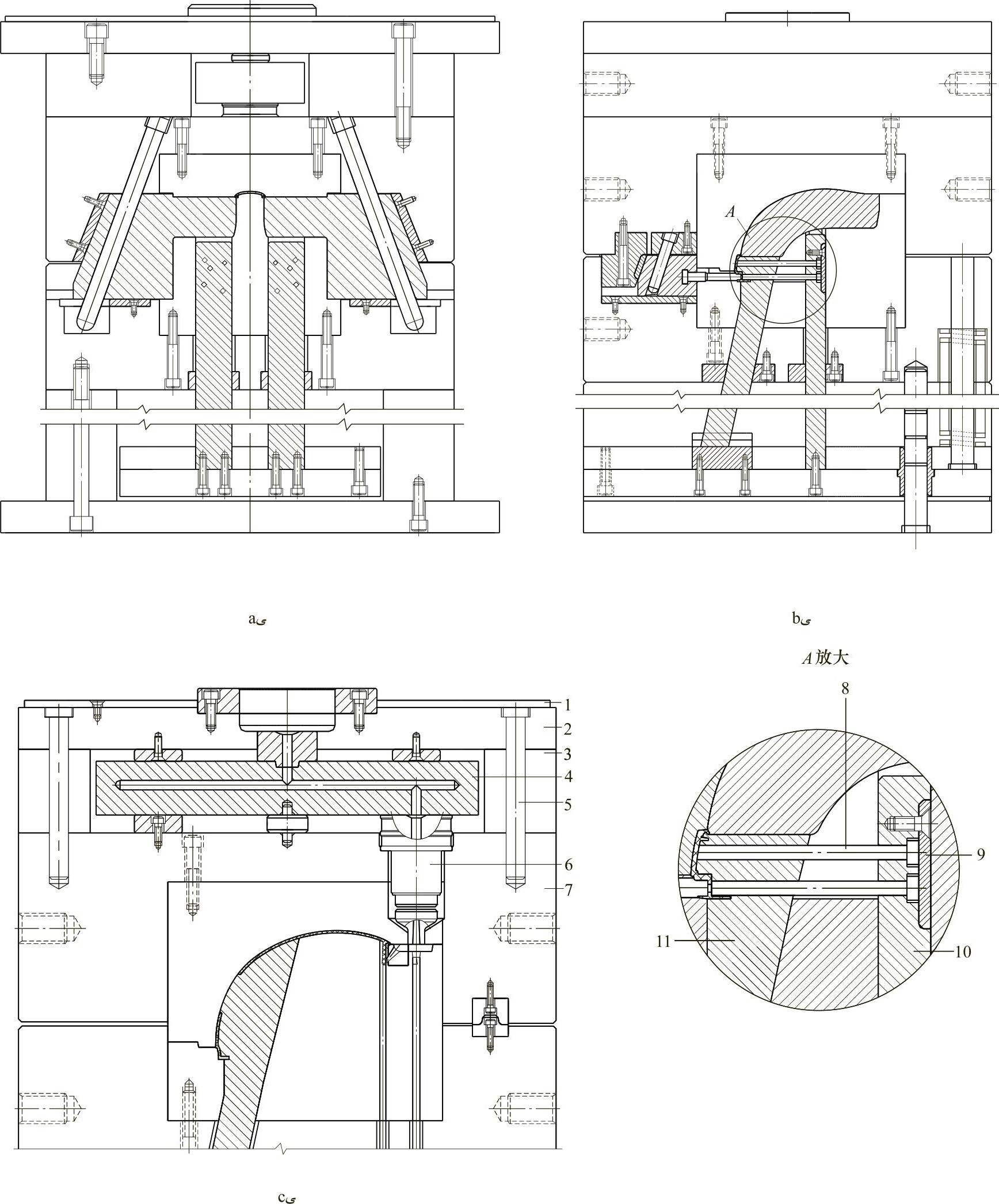
图 2-31
1—隔热板 2—码模板 3—流道板 4—分流板 5—定位导柱 6—热嘴 7—A板 8—顶针 9—顶针压板 10—顶针固定板 11—斜顶
从模具结构图可以看出,此副模具两侧采用了两个大型滑块将产品三面包围,另一侧采用了两个小型滑块抽出侧边的两个螺纹孔,产品内部设计了一个大型斜顶,将所有倒扣的胶位出在斜顶上。此副模具设计成功与否,斜顶机构是第一关键。从以上产品图可以看出,产品内部大部分胶位都包在斜顶上,将对斜顶形成巨大的包紧力,当斜顶进行顶出时,产品必将随着斜顶一起运动,并牢牢地包在斜顶上无法脱模。为此,本例在斜顶上特别设计了一种特殊的顶出机构,如图2-32和图2-33所示。

图 2-32
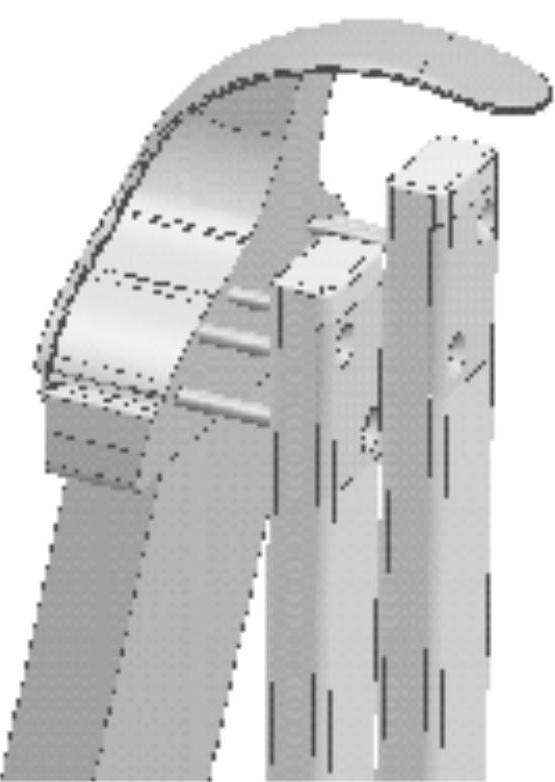
图 2-33
此种斜顶顶出机构原理是(见图2-31):顶针8固定在顶针固定块10上,顶针固定块固定在顶针板上,模具在顶出时,斜顶11、顶针8、顶针固定块10连同产品一起被顶出型腔。在顶出过程中,斜顶同时向后运动,此时顶针8始终紧紧地顶住产品使之不被斜顶带走,且作向上运动,直至斜顶完全脱离产品。(https://www.xing528.com)
图2-34为斜顶机构装配在模具中的静止状态,图2-35为斜顶机构顶出后的状态,读者可将两幅图作比较,从中观察它们的不同。
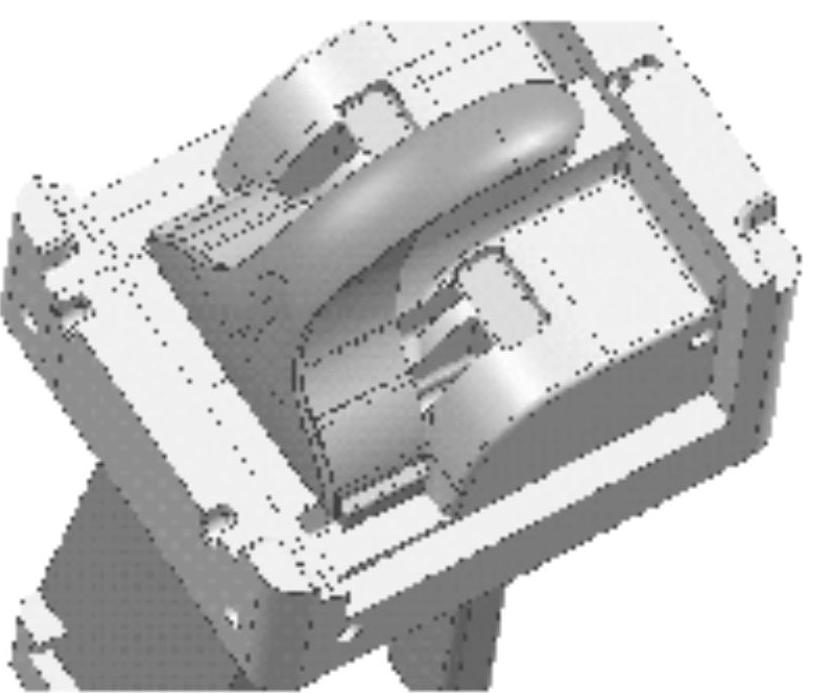
图 2-34
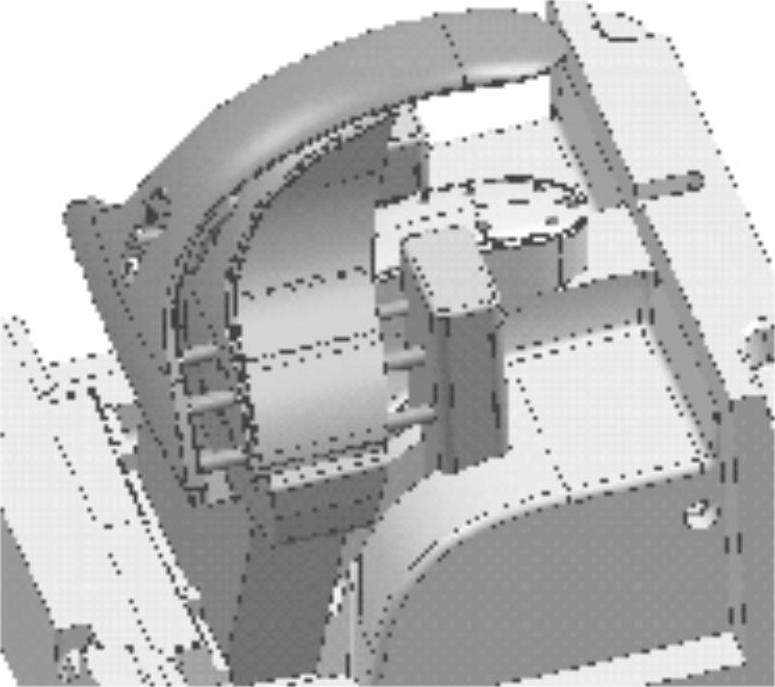
图 2-35
此例模具的浇注系统为全书首次使用热流道系统,进胶方式为热流道转冷流道、潜伏式进胶。热流道的形式为带分流板的单嘴开放式结构。在正常情况下,单热嘴很少使用分流板,由于此副模具是一模一穴,浇口位置偏离模具中心太远,为保持模具在注塑机上受压平衡,故而使用了分流板,使主浇口仍处于模具的中心。
使用热流道时需注意以下几个问题。
1)使用热流道系统的模具,必须增加隔热板,后模部分可不使用,但前模必须使用。隔热板的材料可使用绝缘电木、玻璃纤维或其他塑料板材。
2)热嘴周围必须有良好的冷却系统。
3)带分流板的热流道系统,需要在模具上另增加一件流道板,用于保护和安装热流道系统。
4)上码模板、流道板和A板之间必须有定位销或定位导柱来定位和导向。
5)除几个定位点和定位垫圈外,热流道系统绝不可和模具大面积接触,至少避空单边5mm。
6)选用热流道时,注塑量至少应为产品总重量的30%。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。