



批量不大、线条比较简单的浮雕效果模,可采用线切割方式代替金属雕刻机或数控铣加工模具。如果所选用材料得当,可收到理想的效果,并且可节约开模费用70%以上。
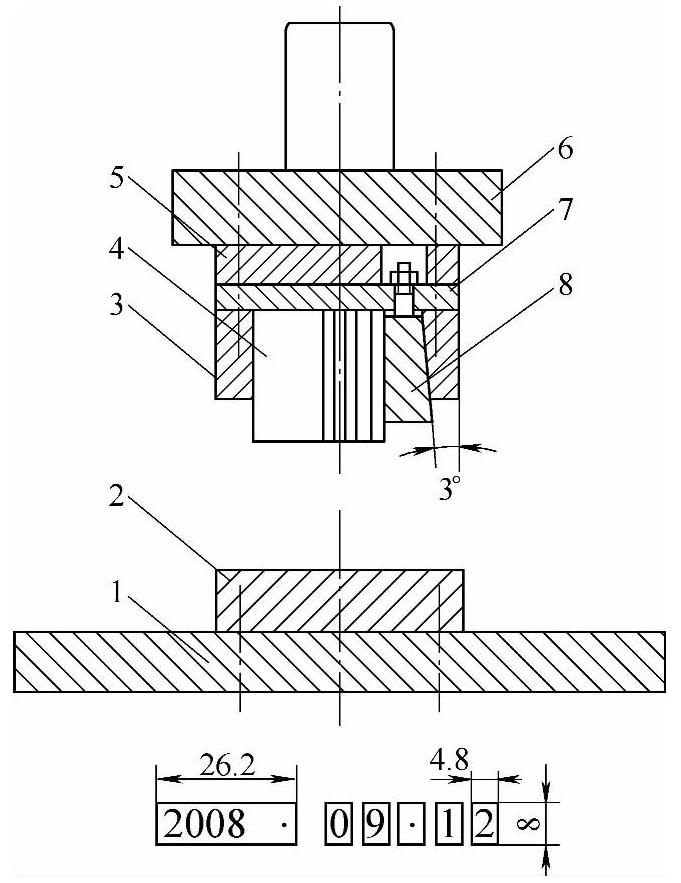
图10-6 活版字码压印模
1—底座 2—砧台 3—模框 4—字码模 5—螺母容腔板 6—上模座 7—垫板 8—斜楔
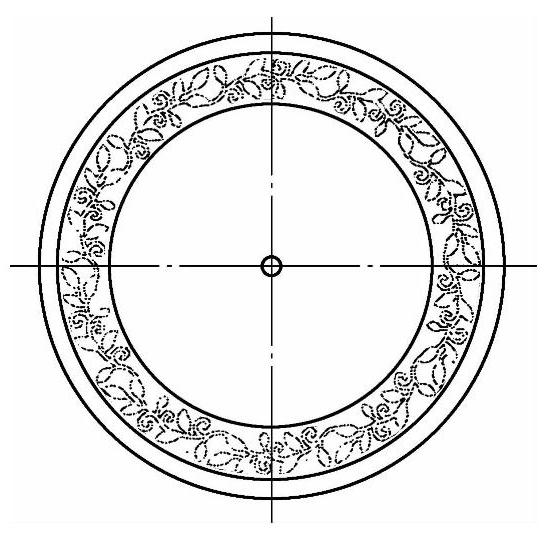
图10-7 火盆盖子(俯视)
图10-7所示为某款铁制火盆盖子,图10-8所示为简易压印模具。
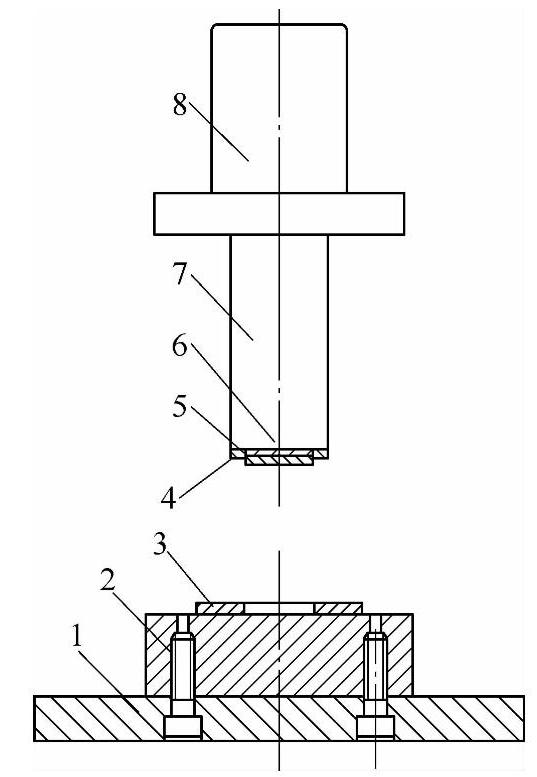
图10-8 简易浮雕效果模(https://www.xing528.com)
1—底座 2—凹模背料 3—凹模 4—凸模固定板 5—凸模 6—垫片 7—凸模背料 8—模柄
饰花为浮雕形式,高出基体平面1mm,8等分,首尾相接。
取厚度大于浮雕深度的废旧机用带钢锯条一截,宽度比图形多出20~30mm为佳,去齿、整平,分作两段。一段割出型腔作凹模。将另一段周边加工齐正,根据需要的浮雕深度,取适当厚度的冷轧薄板,二者叠合,割取凸模。余下的框料作为凸模固定板,同时割出的冷轧薄板作为垫板使用。
根据图样要求将凸、凹模边锋倒圆角。
选用直径为6~7mm的硬质合金钻头在凸模固定板和凹模适当的位置钻孔作为塞焊孔。钻孔直径不宜过大或太小,过大焊接热量大,容易引起钢板变形;太小则不容易焊接牢固,如图10-9所示。
将凸模固定板和凹模分别与相应的后背料用二氧化碳气体保护焊或焊条电弧焊进行塞焊。将凸模固定板、垫板和凸模用丙酮或酒精清洗。取丙烯酸树脂粘结剂(双组分,俗称A、B胶)调匀,然后将凸模、垫板与凸模固定板型腔按先后顺序粘合。加装上、下模座和模柄。待粘结剂完全固化后即可投入生产。
设计中,凸凹模单边间隙不小于0.13t。如果选用旧圆盘锯基材作为凸、凹模材料,则在粘合前将其两面平磨(盘锯基材有中凹现象),成形效果与带料一致。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。