



【摘要】:起伏成形的变形程度可用伸长率来表示:式中 ε——伸长率(%);L1——材料变形后的截面长度;L——材料变形前的原有长度。起伏成形的极限变形程度,主要受材料的塑性、凸模的几何形状和润滑等因素的影响。因成形区域外围的材料也被拉长,故实际伸长率略低于计算值。起伏成形靠近材料边缘时,极有可能将边线拉至变形,故而在投入生产前应用同样的材料进行试验,以决定是否采用压料板和调整压料板的压力大小。
起伏成形的变形程度可用伸长率来表示:
式中 ε——伸长率(%);
L1——材料变形后的截面长度(mm);
L——材料变形前的原有长度(mm)。
起伏成形的极限变形程度,主要受材料的塑性、凸模的几何形状和润滑等因素的影响。为简化计算,以材料拉伸试验的伸长率A的70%~75%计算,即
ε极=(0.70~0.75)A>ε式中 ε极——起伏成形的极限变形程度(%);
A——材料的伸长率(%);
ε——起伏成形的变形程度(%)。
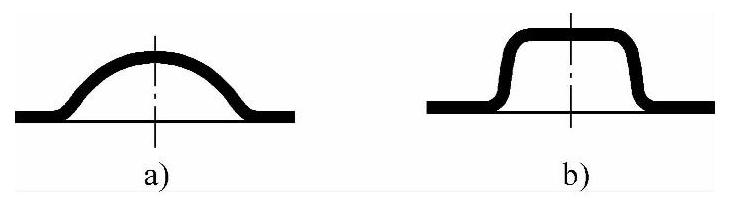
如果计算结果符合公式要求,则可以一次成形。否则,应先压制成半球形的过渡形状,然后再压出工件所需要的形状,如图10-4所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图10-4 两道工序完成的凸形
a)预成形 b)终成形
半球形平面积的大小,以成形的表面积为依据,其材料的伸长率A取为20%~25%。设计过程中,一般采用反推法计算,即先算出成形所需要的表面积,再根据材料的许用伸长率决定半球形底面积的半径。即:
KS表=S截(1+0.75A)式中 K——系数,一般取0.85~0.95;材料薄时取大值,材料厚时取小值;
S表——半球形表面积(mm2);
S截——半球形截面积(mm2);
A——材料的伸长率(%)。
图10-5所示为冲制加强肋时材料的伸长率曲线。曲线1是伸长率的计算值,曲线2画斜线部分是实际值。因成形区域外围的材料也被拉长,故实际伸长率略低于计算值。
起伏成形靠近材料边缘时,极有可能将边线拉至变形,故而在投入生产前应用同样的材料进行试验,以决定是否采用压料板和调整压料板的压力大小。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。