



【摘要】:螺纹辗压模具设计与加工过程中应注意以下事项:1)模具外径与工件内径不可相差太大,应以成形后刚好能退出为准。图9-8 食篮内胆螺纹辗压当模具为多线螺纹时,两者相差太大,所产生的螺纹线在工件上的分布严重失匀,会导致合扣困难或扣不紧。2)多线螺纹尽可能采用偶数。应对措施是将螺纹的起点与终点错开180°,或是采用平均分布的多线螺纹,如图9-9所示。
螺纹辗压模具设计与加工过程中应注意以下事项:
1)模具外径与工件内径不可相差太大,应以成形后刚好能退出为准(见图9-8)。
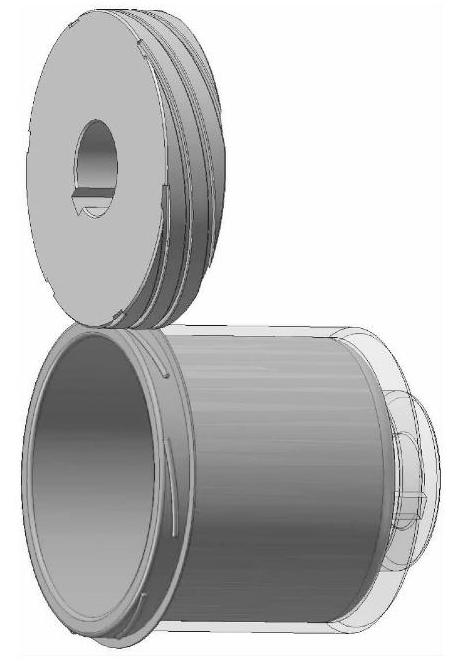
图9-8 食篮内胆螺纹辗压(等直径辗压模)
当模具为多线螺纹时,两者相差太大,所产生的螺纹线在工件上的分布严重失匀,会导致合扣困难或扣不紧。
2)多线螺纹尽可能采用偶数。
3)扣紧时应保证有2/3螺纹长度处在啮合状态,并且最短啮合长度不小于8mm。
4)凸凹模边线作适当的圆角处理。(https://www.xing528.com)
5)凸模断头处作坡度或球面处理。
6)小型工件采用单线螺纹时,螺纹起点与终点不宜重合,而应是变形区的终止点互相对称,或取1.5圈、2.5圈……以期得到一致或对称的变形量。在螺纹辗压过程中,一般认为,变形区以外的材料不会参与变形,螺纹是靠凸、凹模之间的材料变薄形成的。但在辗压后发现,形成螺纹时,仍有一部分材料是从变形区以外拉入的。所以当螺纹的起点与终点重合时,这一区域内的材料较之正常区域会短少得多,与杯盖配合就会出现“歪戴帽”现象。应对措施是将螺纹的起点与终点错开180°,或是采用平均分布的多线螺纹,如图9-9所示。

图9-9 螺纹起点与终点错开
7)模具热处理后的硬度为52~56HRC,最好是采用热浴淬火法或等温淬火法;谨防开裂与掉边,尤其是凸、凹模螺纹部分更要注意,入炉前可用石棉绳或防渗泥包裏予以保护。淬火后冷却至120~150℃投入低温炉回火。
8)凹模基体与工作部分采用拼合结构,有利于减小热处理变形,节省模具成本。
9)对偶件材质不同,螺纹升角也不同。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。