



滚轮卷边能否生产出合格的产品,完全取决于滚轮与工件边缘初始接触的15°~30°,假如这一区域内能顺利完成弯曲并达到一致,则后面的卷圆过程会十分的顺利。
在卷边作业中,工件的边缘是在滚轮R槽的作用下单向受力弯曲。实践表明,凸缘宽度超过36t即不能承受卷边产生的径向压力,凸缘受力后产生波动,忽左忽右,造成工件报废。
另一方面,经过了拉深切边等多次加工的坯件,并不能保证边缘线与滚轮永远接触在一个正确的点上。因以上原因所造成的废品占到总废品率的90%以上。
预弯是利用一对偶合的模具对工件边缘15°~30°区域进行强制变形。预弯后工件边缘部分已趋于一致,并且工件凸缘的强度也有很大的提升。
实践表明,预弯是形状复杂、边缘不齐或凸缘虚薄等原因导致卷边困难的情况下,施行滚轮卷边的必要工序,尤其对于圆角正方形、椭圆形和超大卷边直径的工件而言,是必不可少的。以某款圆角正方形玻璃盖不锈钢圈为例,未预弯前正品率仅为23%,预弯后达到99.8%,不但正品率大为提高,而且加工速度也提高了2.5倍,即使增加了一道工序。
预弯模通常设计成对偶模形式,即两只滚轮的工作带(或面)互相偶合。卷边预弯对偶模常用的有以下三种形式:
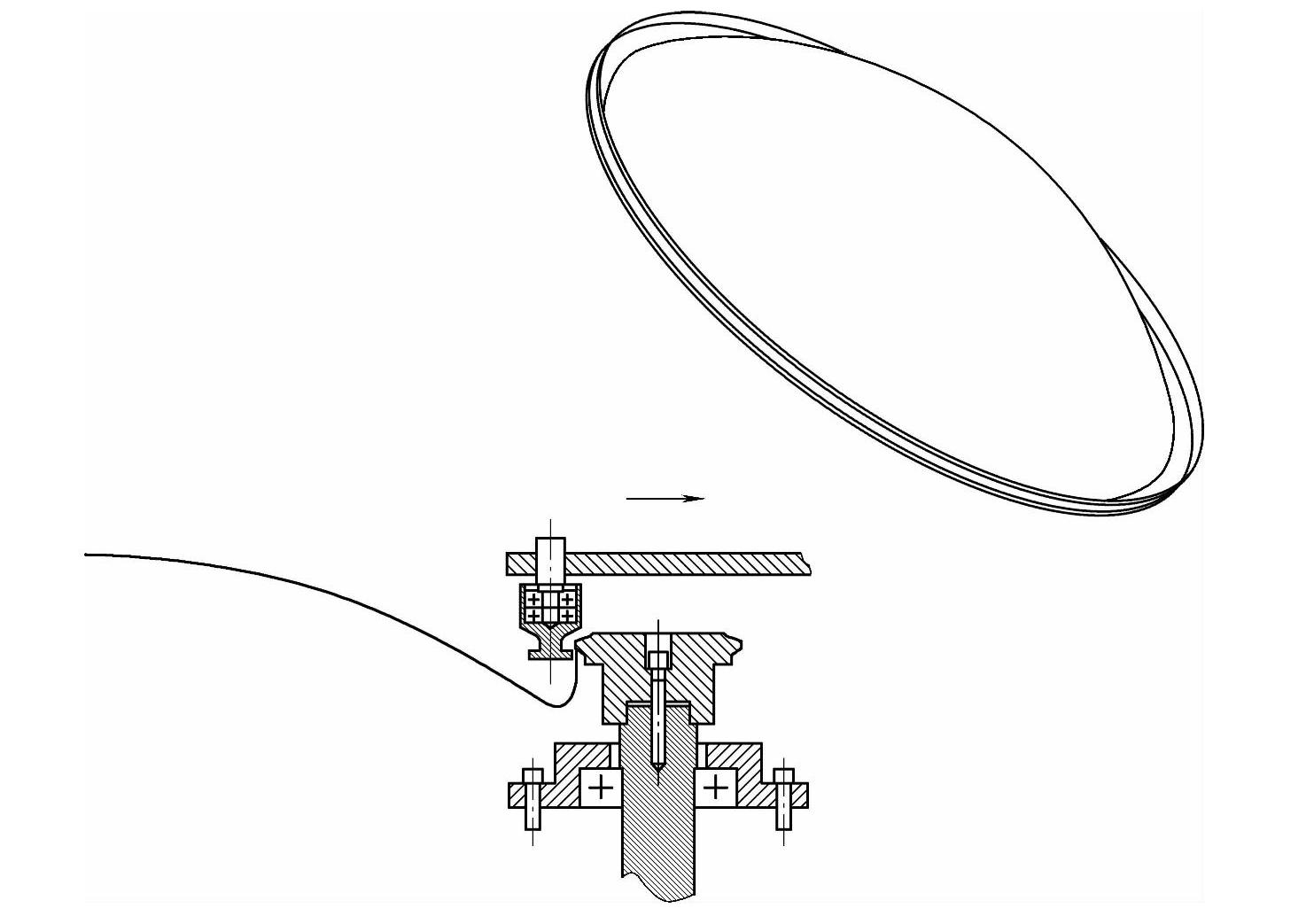
1)凸模上置式,用于大尺寸产品高企边内卷边的预弯,如图8-11所示。
 (https://www.xing528.com)
(https://www.xing528.com)
图8-11 高企边火盆预弯模
2)凸模下置式,用于圆角正方形或椭圆形玻璃盖不锈钢圈的内卷边的预弯,如图8-12所示。
3)凸模外置式,用于器皿盖类产品内卷边前的预弯。
图8-11所示的凸模上置式预弯模,是为了解决大直径、高企边工件边线不圆整,卷边失稳而设计的。通常的情况是,设计者们总是希望主动轮的直径较大,从而获得与工件间有较大的贴合线取得较大的驱动能力,但在这一款模具中,这个先决条件已被工件的形制所否定。在工件的翻边宽度距离内活动的滚轮是不足以驱动大的工件的,所以工作台要求辅以向心排列的带滚动轴承的滚棒。这一款预弯模投产后,将原来的正品率由28%提高100%;其工件数据:最大工件直径为1200mm,料厚为0.8mm,企边高度为40mm,卷边直径为10mm。
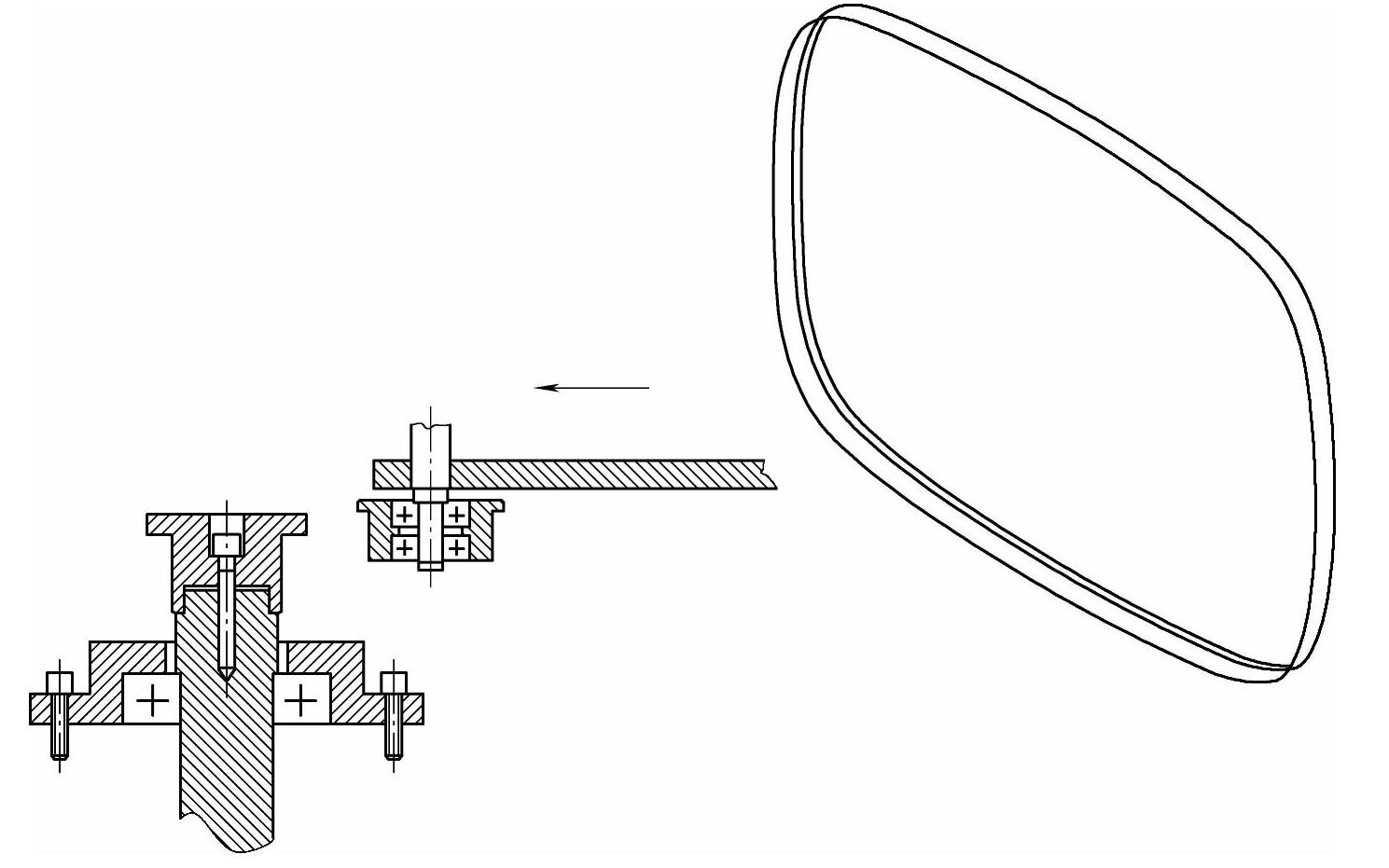
图8-12 圆角正方形不锈钢圈预弯模
在图8-12中,对偶模的主动轮线速度不能太快,用于圆角正方形或椭圆形玻璃盖不锈钢圈的内卷边的预弯时,要视工件长短轴的比例大小来决定。比例不大时,通常不大于10cm/s;比例较大时,速度要求放慢至4cm/s。另外,作为圆角正方形或椭圆形工件预弯的主动轮直径不能大于工件圆角半径的1/2,否则将导致工件在转角处时与主动轮的包络线加长,移动速度突然加快令预弯失败。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。