



1.加热缩口
图7-25a所示为在车床上进行缩口的装置,图7-25b所示为已缩口的工件。
缩口前的半成品是经过三次拉深的铝杯形件,缩口时工件缩口变形部分加热至400℃左右,车床轴带动工件以300~400r/min速度旋转,滚轮以11m/min的速度进给。由图7-25可知,其缩口过程经过9道缩口工步完成,直径缩小到原来的1/4,厚度增加1倍。
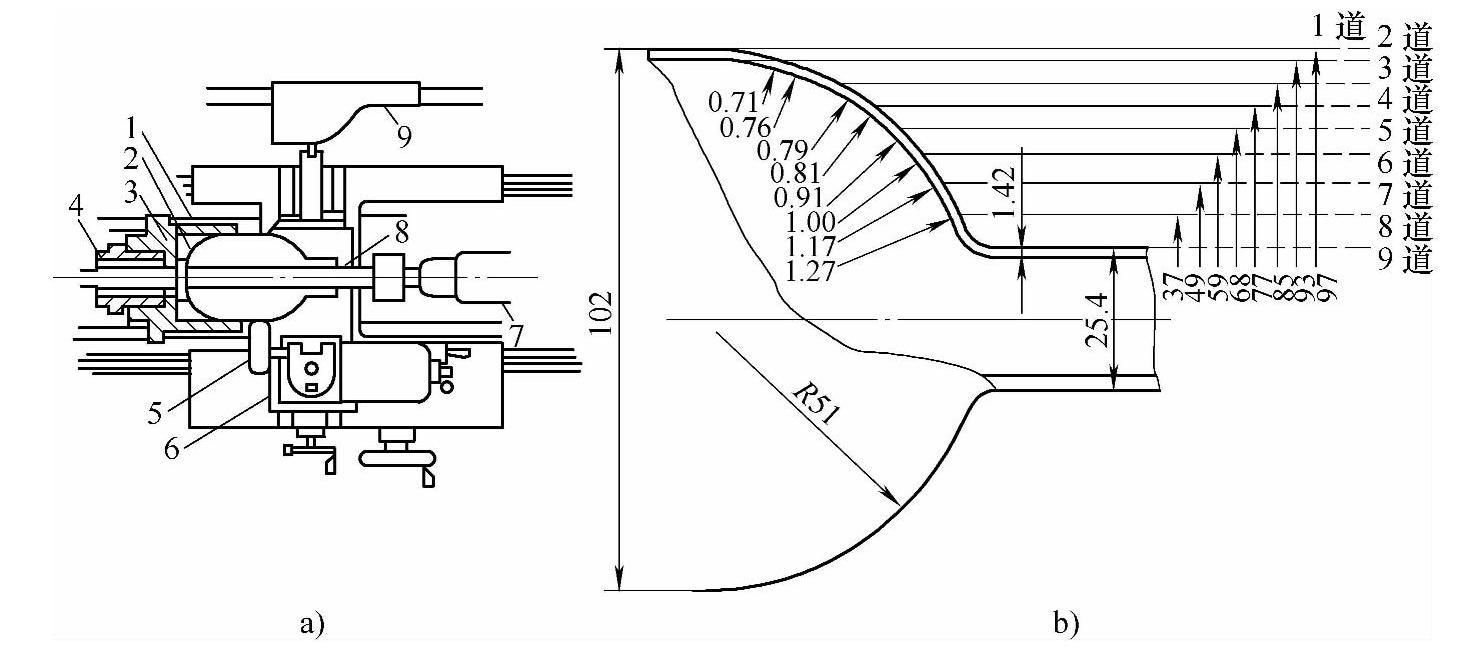
图7-25 在车床上进行热缩口的装置
a)缩口装置 b)缩口后工件 1—装卡座 2—工件 3—顶件杆 4—车床轴 5—滚轮 6—横刀架 7—尾架顶座 8—特制顶杆 9—靠模
图7-26所示为一种用于管端加热缩口的装置。对于钢管,在滚轮与钢管接触之前,先采用慢速旋转;管端加热到亮红色后,快速旋转,同时用一对滚轮缩口,在缩口过程中不断用水冷却滚轮。直径与壁厚比值小于16∶1时,只用一对滚轮即可成形。材料壁厚越薄,所需的缩口工步及滚轮对数越多。
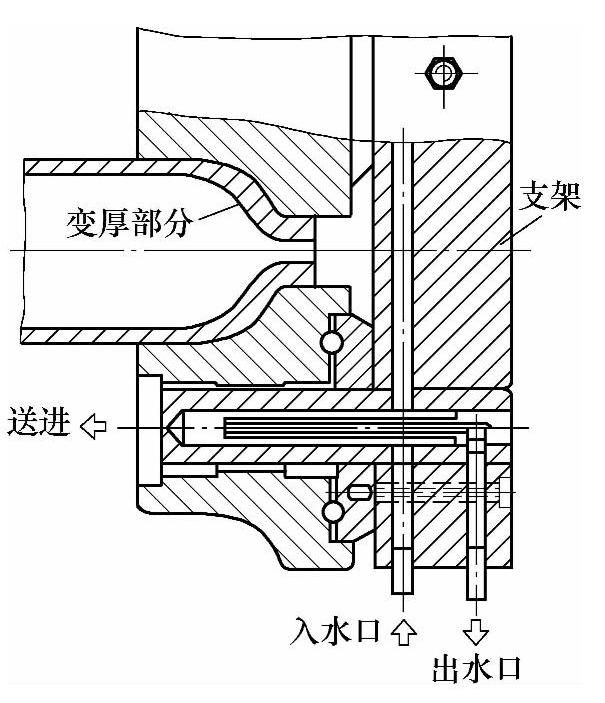
图7-26 管端加热缩口装置及工作原理
2.加热封口
封口是在缩口基础上进行的,如图7-27所示。经图7-27a所示的用加热缩口到部分封口后,再加热到焊接温度,用图7-27b所示的滚轮滚成圆头。如果要将筒端滚成平头,则先滚成图7-27a所示的形状,再滚成图7-27c所示形状,然后加热到焊接温度再滚成图7-27d所示的平头形状。如作为压力容器,则需再用图7-27e所示钢球滚轮滚成凹进型端头。(https://www.xing528.com)
3.摩擦发热封口
图7-28所示为摩擦发热封口,适用于D/t≤10的钢管封口。用于非铁金属管材时,需满足D/t≤12。
工作时锥套2做高速旋转运动,摩擦头8工作面成截球形。管材7在弹簧夹头3夹紧力作用下与摩擦头接触时产生大量积热,直至头部成暗红色。摩擦头在做轴向运动的同时并辅以径向运动,将管端逐渐封闭。前端的切刀6做径向运动,将拉毛的端面车平。
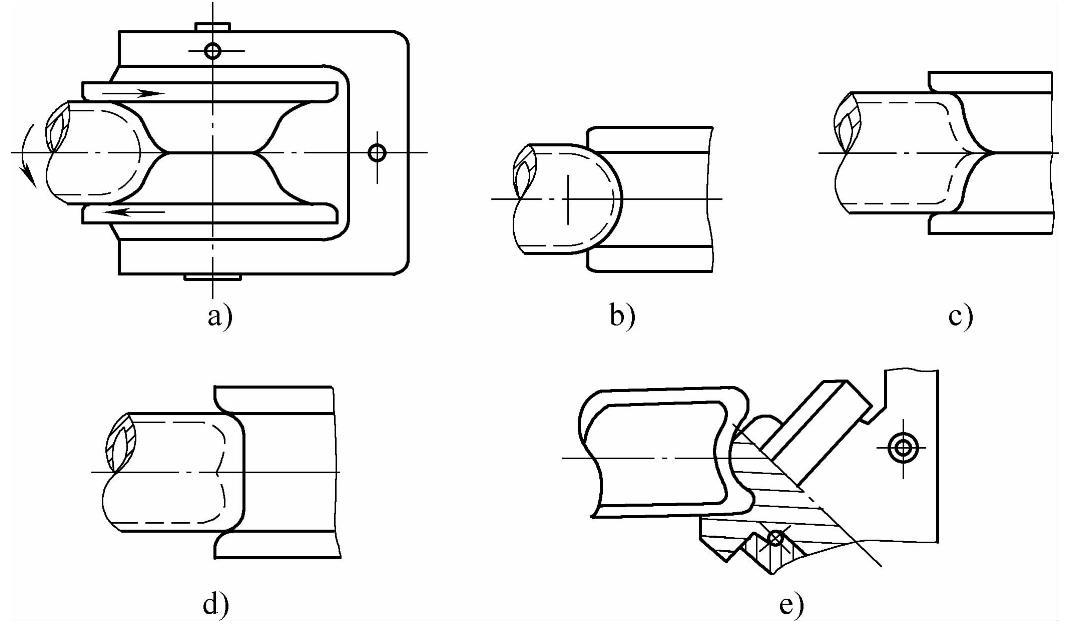
图7-27 加热封口过程
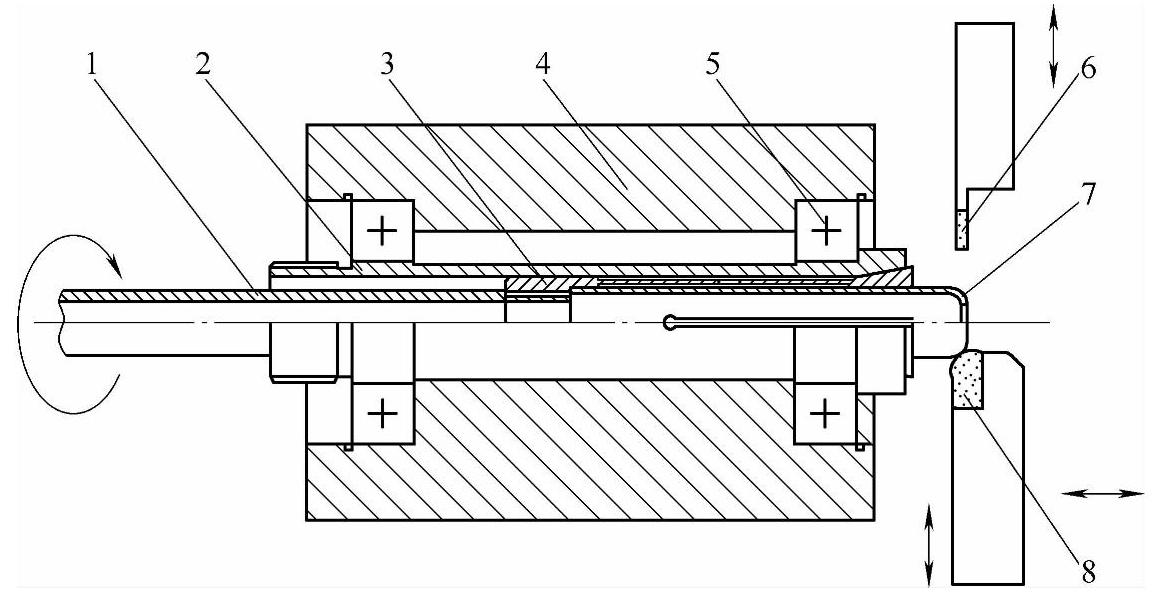
图7-28 摩擦发热封口
1—拉杆 2—锥套 3—弹簧夹头 4—小车床本体 5—轴承 6—切刀 7—管材 8—摩擦头(硬质合金)
锥套与弹簧夹具作梯级系列化,可以适应不同尺寸的管材封口。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。