



1.波纹管零件液压胀形
波纹管液压胀形的方法,如图6-48所示。胀形前,将筒形件安装在弹性夹头2上,并采取密封措施保证在胀形时不会溢水,梳形管4应均匀排列。当液压力p作用于筒形件的内壁,使其变形部分贴紧于梳形管中。梳形管为对开半圆环,其间距应经试验后近似确定。并且波纹素线展开长度应等于工件的素线长度。在压力不变的条件下,动模板6向右移动且推进梳形管,使梳形管的素线长度等于波纹管裁面给定的间距L1时行程结束,然后卸除液压力,并松开弹性夹头的同时,动模板恢复到原来位置,工件从型胎3上取出。
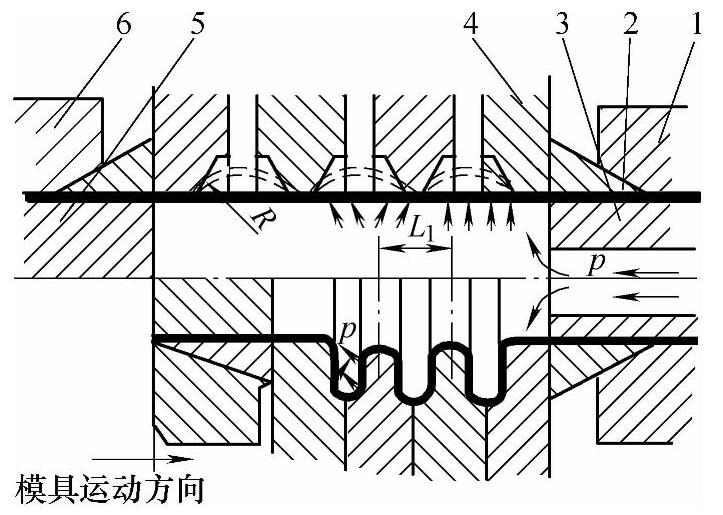
图6-48 波纹管液压胀形
1—定模板 2—弹性夹头 3—内塞头 4—梳形管 5—芯棒 6—动模板
2.正装液压胀形模
正装鼓形件液压胀形模是将凹模下置。坯筒放入下模后凸模下行同时向坯筒内注液,空气由凸模内的集气室经排气管导出。凸模继续下行,液体压力升高,令坯筒改变形状,贴向凹模。正装液压胀形模的凸模上设计有两道密封圈。第一道是主密封圈,采用YX形。这种型号的密封圈带有很薄的飞边,油压升高后能自动贴紧运动件,密封性能良好。第二道是副密封圈,起保险作用,采用O形密封圈即可。环主密封圈槽底径开有3~4个小孔,将残余空气导入集气室排走。
需要说明的是,在图6-49中4所表示的排气孔是为了图样表达的需要,而在实际模具工作面上,所有的缝隙深度均不能超过材料厚度的1/5,否则成形后就会有明显的印痕出现。
正装液压胀形模要求采用双动上缸液压机配套,上工作台下行时,第一级液压缸先将上凹模压死,然后第二级液压缸动作开始胀形。
3.倒装液压胀形模
倒装液压胀形模是较为常用的一种结构形式,如图6-50所示。其优点是可以利用下液压缸出力将上、下凹模合紧。而安装上、下液压缸是国产液压机的标准配置。
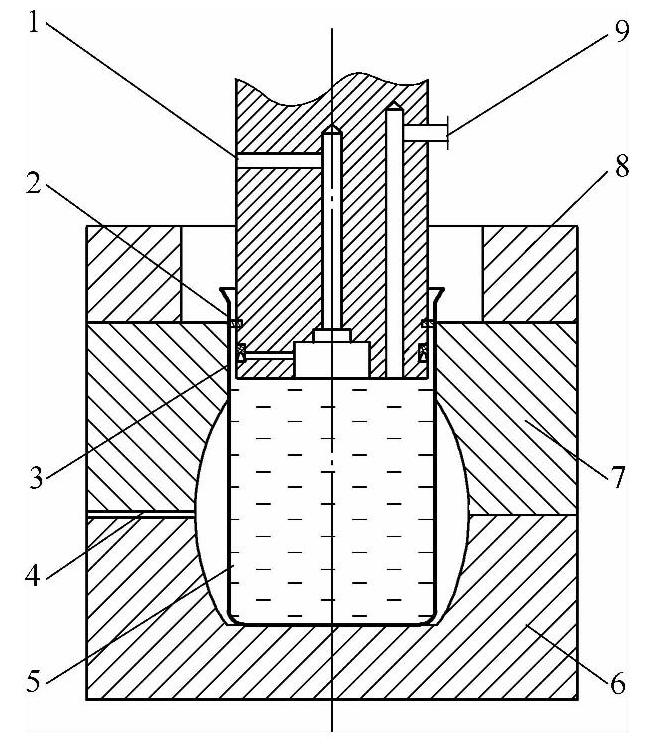
图6-49 正装液压胀形模
1—排气管 2—O形密封圈 3—YX形密封圈 4—排气孔(槽) 5—坯筒 6—下凹模 7—上凹模 8—压模圈 9—注液管
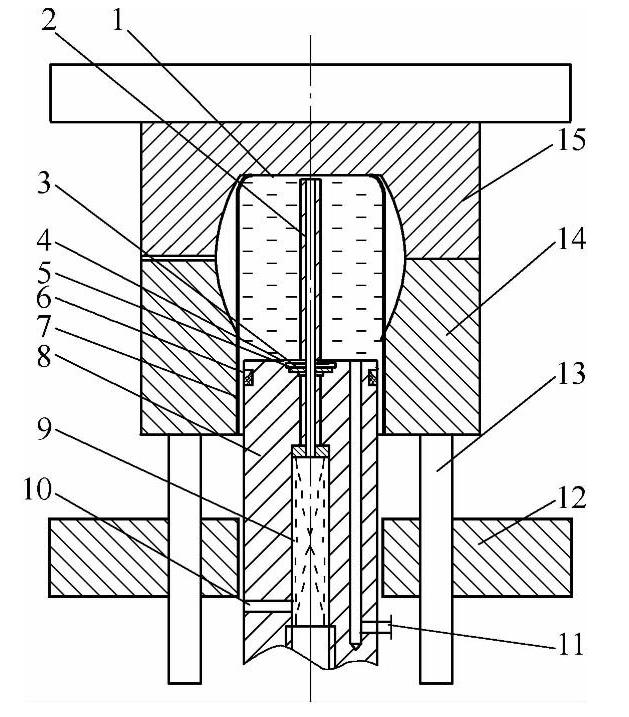
图6-50 倒装液压胀形模
1—坯筒 2—排气管 3、7—O形密封圈 4—压环 5—卡簧 6—YX形密封圈 8—柱塞 9—弹簧 10—排气孔 11—注液孔 12—下工作台 13—顶杆 14—下凹模 15—上凹模
坯筒1倒扣在柱塞8上,上模下行,上凹模14与下凹模15合紧,此时开始向坯筒内注入液体,坯筒内的空气从上部进入排气管2被导出。排气阀门(图6-50中未画出)关闭,上模下行,高压液体对坯筒进行胀形。柱塞8与坯筒1之间的密封是靠密封圈6、7来保证的,密封圈的设置与正装胀形模完全一致,这时不再重复。排气管设计为活动式,能随着坯筒缩短下行。弹簧9对排气管起抬升作用,保证排气管空载时处于最高位置。排气管与柱塞的密封依靠密封圈3实行,压环4和卡簧5将O形密封圈3固定在柱塞端面上。
胀形完成后,上工作台回程,来自下液压缸的压力通过顶杆13将下凹模抬升到预定位置,此时可向容腔少量注液,将工件顶出,工件取下后的多余液体可经由柱塞与下凹模间的缝隙流走。
4.凸缘密封正装液压胀形模
胀形液的密封靠压料圈压紧坯筒凸缘来实现。压料圈下端面车制有圆锥凸台,圆锥角选择在120°~150°。由于上下凹模合紧力全部由压料凸台来传递,凸台锥面应有一定的宽度来承受压力。
正装液压胀形模如图6-51所示。(https://www.xing528.com)
压料凸台上车削有密封环带。环带宽度满足3≤B≤6mm。太宽密封效果不好,太窄容易损坏,寿命不长。环带密封件高度满足1/4t≤T≤1/3t。
柱塞密封改在压料圈上,设置形式与正装液压胀形模相同。
柱塞的设计、进液、排气方式与正装液压胀形模相同。这种模具结构不能形成轴向缩短来向变形区补充材料,所以最大胀形系数不大于材料伸长率的70%。
5.液压-橡胶膜胀形模
液压-橡胶膜的胀形形式,在生产中橡胶膜被改为充液胶囊,结构简单,现场可以完全见不到工作液体。正装橡胶膜液压胀形模如图6-52所示。
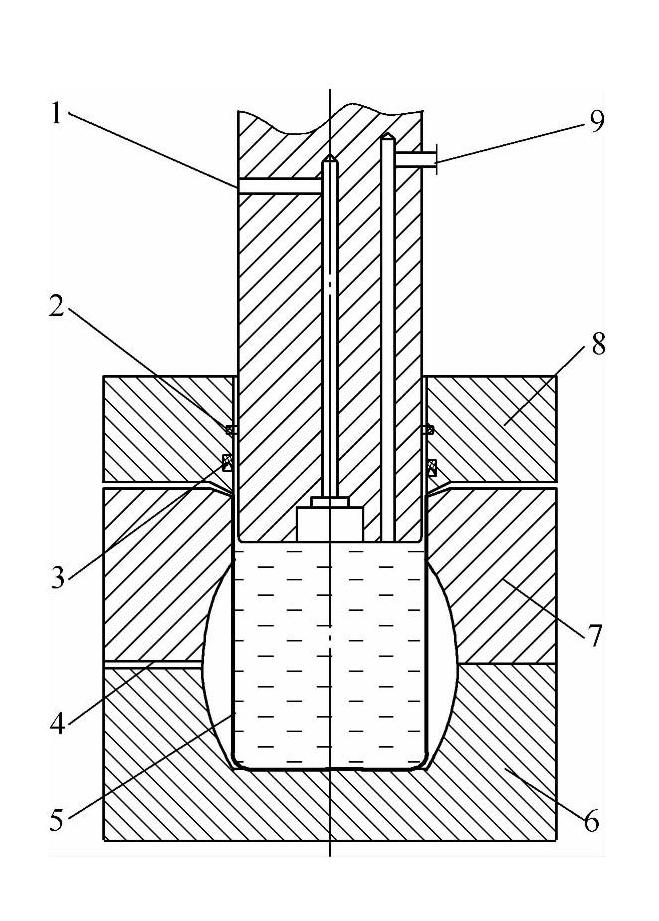
图6-51 正装液压胀形模
1—排气管 2—O形密封圈 3—YX形密封圈 4—排气孔 5—坯筒 6—下凹模 7—上凹模 8—压模圈 9—注液管
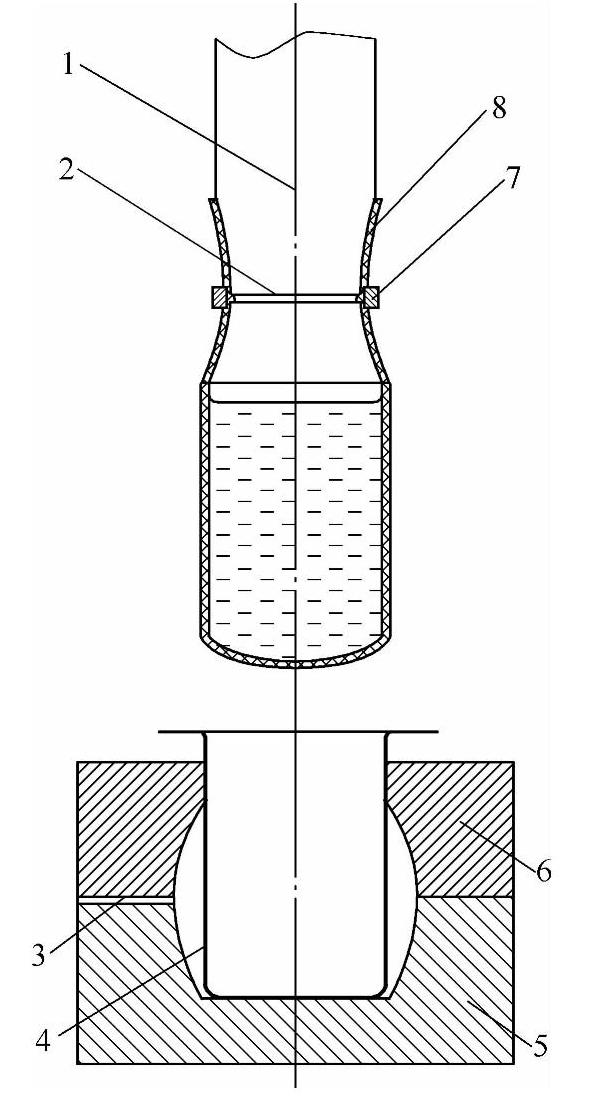
图6-52 正装橡胶膜液压胀形模
1—柱塞 2—密封圈 3—排气孔 4—坯筒 5—下凹模 6—上凹模 7—扎箍 8—橡胶囊
充液胶囊头部呈弧形,厚度比尾部薄。进入坯筒后从头部起依次胀大,将空气排出。充液胶囊的扎紧部分内圆铸有密封环与柱塞配合,组装时用普通水管扎箍收紧。
6.橡胶柱塞液压胀形模
橡胶柱塞模是一种结构简单,制造和操作都可以相对粗放的液压胀形模。橡胶柱塞液压胀形模如图6-53所示,坯筒6与凹模间的密封圈4设置在上凹模8的内径上。
工作时,上模下行,柱塞套1先行将上凹模8压住,然后柱塞2下行,橡胶9受力膨胀,密封了上凹模与橡胶的间隙。柱塞2继续下行,由于橡胶与液体的体积都具有不可压缩性,坯筒6开始发生形变。
坯筒顶部处于自由状态,上模下行时橡胶与坯筒壁的摩擦力形成轴向压缩胀形的态势,对成形十分有利。这种结构形式可以得到大于材料伸长率的胀形效果。
橡胶柱塞液压胀形模的特点是,由于坯筒内残余空气排除不方便,需要配备的低压大流量充液泵,并且操作前坯筒置于液面以下。正是基于这一特点,在操作过程中减少了排气、充液、关闭排气阀等一系列动作,减少了误操作的可能性,反而提高了生产效率。
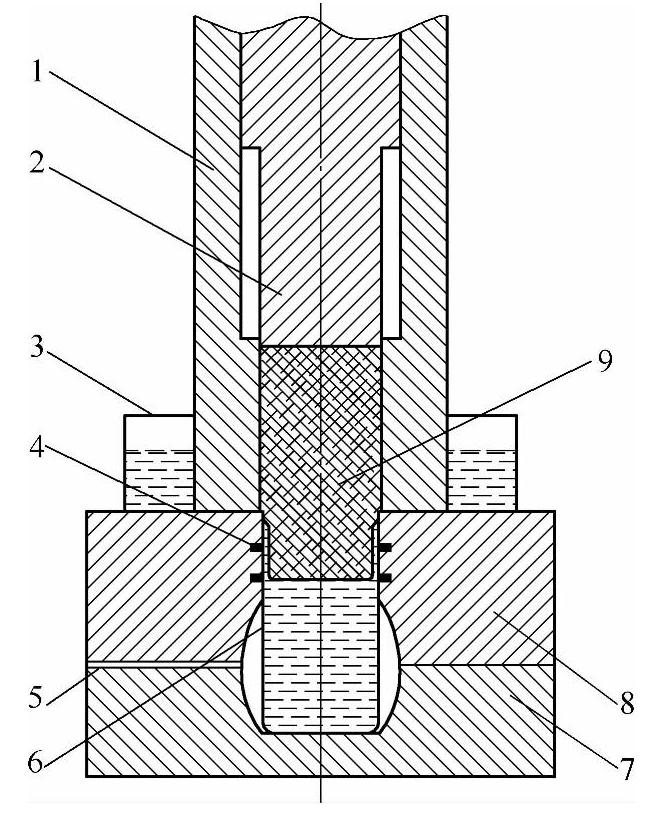
图6-53 橡胶柱塞液压胀形模
1—柱塞套 2—柱塞 3—液体容框 4—密封圈 5—排气孔 6—坯筒 7—下凹模 8—上凹模 9—橡胶
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。