



理论上,非对称受力翻边件与非对称受力的弯曲件一样,可用同时完成两件的方法来改为对称件加工,以防止冲件移动。冲件在翻边后从中切开。
因为火锅把等小型零配件多从边角余料上裁取,不具备上述条件,所以这里主要描述单件翻边模。
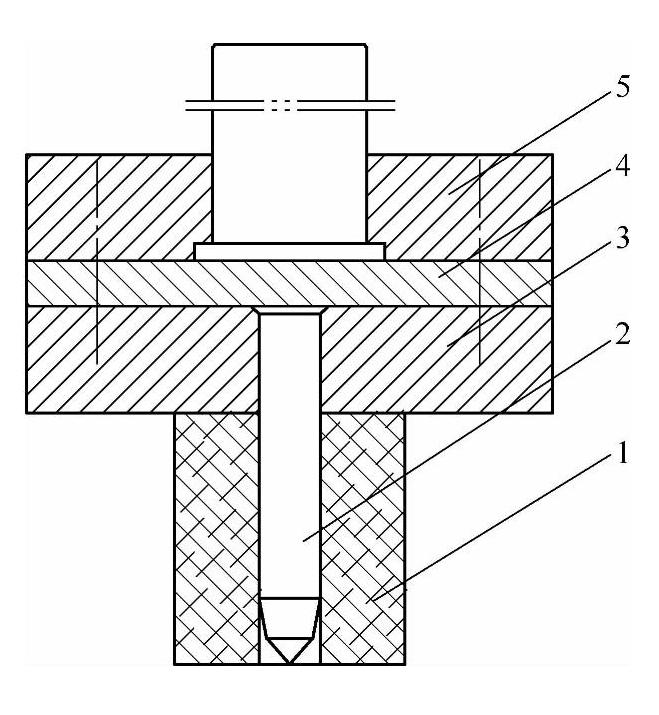
图5-20 小规格螺纹(M4以下)底孔单孔翻边凸模
1—橡胶弹性体 2—凸模 3—凸模固定板 4—垫板 5—上模座
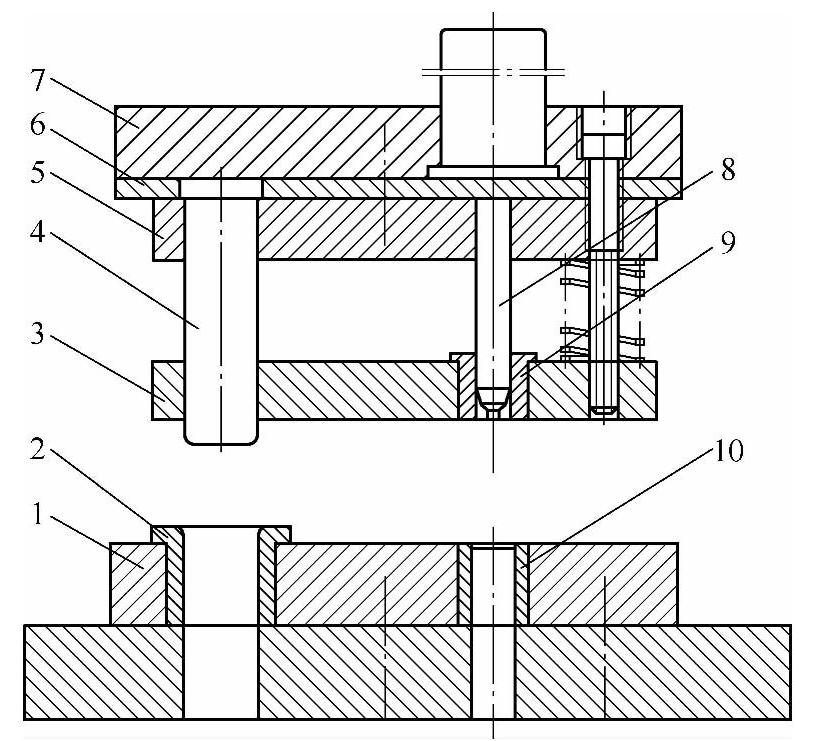
图5-21 大规格螺纹(M5以上)底孔多孔翻边模
1—凹模 2—导套 3—卸料板 4—导柱 5—凸模固定板 6—垫板 7—上模座 8—凸模 9—导向套 10—凹模硬质镶块
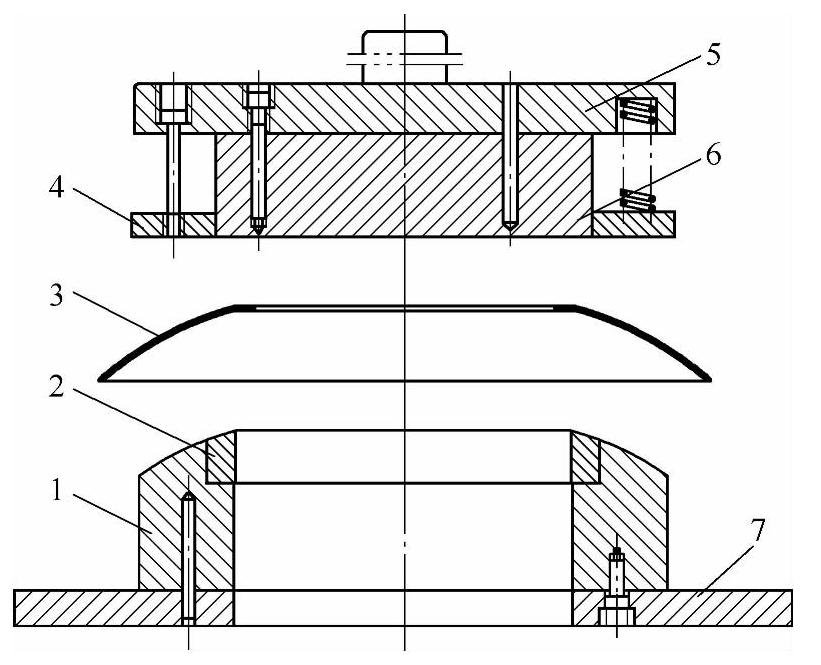
图5-22 大孔内翻边模
1—凹模 2—工件 3—凹模镶套 4—脱料圈 5—上模座 6—凸模 7—下模座
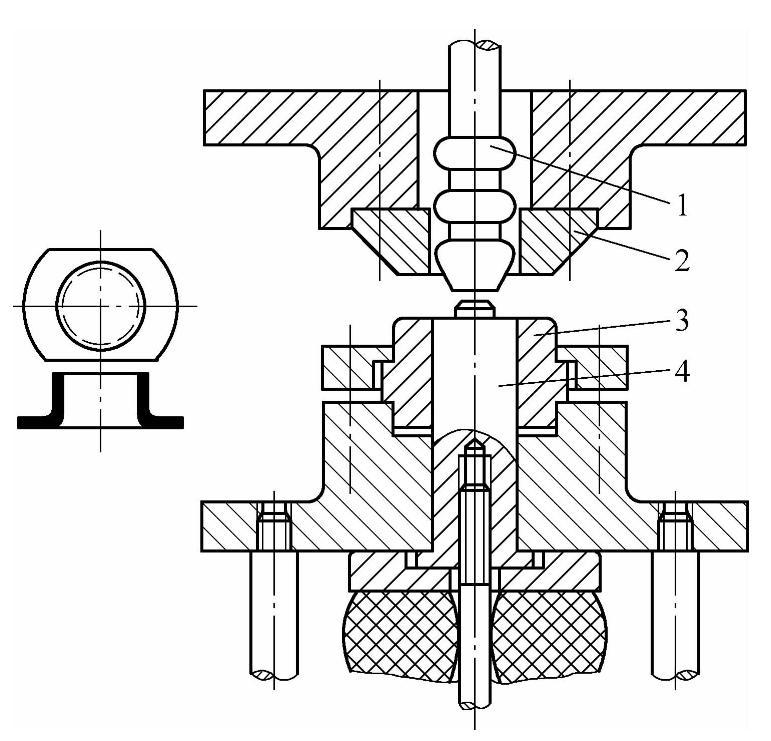
图5-23 变薄翻孔模(https://www.xing528.com)
1—凸模 2—压边圈 3—凹模 4—顶件器
在单件弯型过程中,材料受到单边翻边力的拉动,会产生滑动。设计此类模具的关键点就是如何防止材料滑动,保证翻边线处于正确的位置。
在凹模弯型面与冲件接触前,利用活动压料板先行将冲件压紧。其压料力要大于翻边力。
连同各种补偿因素在内,不锈钢材料的翻边力估算公式为
F=LtReL
式中 F——翻边力(N);
L——翻边线长(mm);
t——材料厚度(mm);
ReL——屈服强度,取280(MPa)。
现在,此类模具大多数采用橡胶弹性体作弹性元件压料。橡胶弹性体具有弹力大、复原性能好、耐撕裂等优点。
橡胶弹性体并非越厚越好,其厚度以翻边高度加上一定裕量后的3—4倍为佳。在计算高度内压料力不够时,可用薄一些的橡胶板多层叠合,中间夹垫薄钢片。增大橡胶的表面积,可取得增大压料力的效果。中间有孑L的冲件,尽量采用孔位定位,如图5-24所示。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。