



【摘要】:在拉深工艺中,压边宽度 、压料力Fy、凹模圆角半径R凹、凸模圆角半径r凸、材料的抗拉强度Rm和拉深系数m,这几个重要因素实际上是相辅相成或互相制约的。4)R凹越大,材料冷作硬化程度越小,拉深系数趋小。在拉深模零部件的加工精度、热处理硬度和表面粗糙度都能得到保证的前提下,拉深模的设计过程,就是从表4-16数据的关联中获得平衡的过程。拉深模的设计中的五个关键数据和两种结果的相互关系见表4-16。
在拉深工艺中,压边宽度  、压料力Fy、凹模圆角半径R凹、凸模圆角半径r凸、材料的抗拉强度Rm和拉深系数m,这几个重要因素实际上是相辅相成或互相制约的。
、压料力Fy、凹模圆角半径R凹、凸模圆角半径r凸、材料的抗拉强度Rm和拉深系数m,这几个重要因素实际上是相辅相成或互相制约的。
事实上,材料一经选定,其抗拉强度Rm是不变的,压料力则是随机可调的,于是设计者的主要工作就是在压料边宽、拉深系数和凹模、凸模的圆角大小之间寻找平衡点,而在试模时调整压边力大小以求得这种平衡。
将压边宽度、压料力、凹模圆角半径R凹、凸模圆角半径r凸、拉深系数列表,不难得出如下结论:
1)凸、凹模圆角半径越大,坯料流动性越好,工件破损概率越小,但起皱的概率增大。
2)压边宽度越大,材料向凸模方向贴模性能越好,起皱的可能性越小,但拉破的可能性越大。
3)R凹越小,材料贴模性越好,起皱的可能性概率下降,拉破的可能性概率上升。
4)R凹越大,材料冷作硬化程度越小,拉深系数趋小。
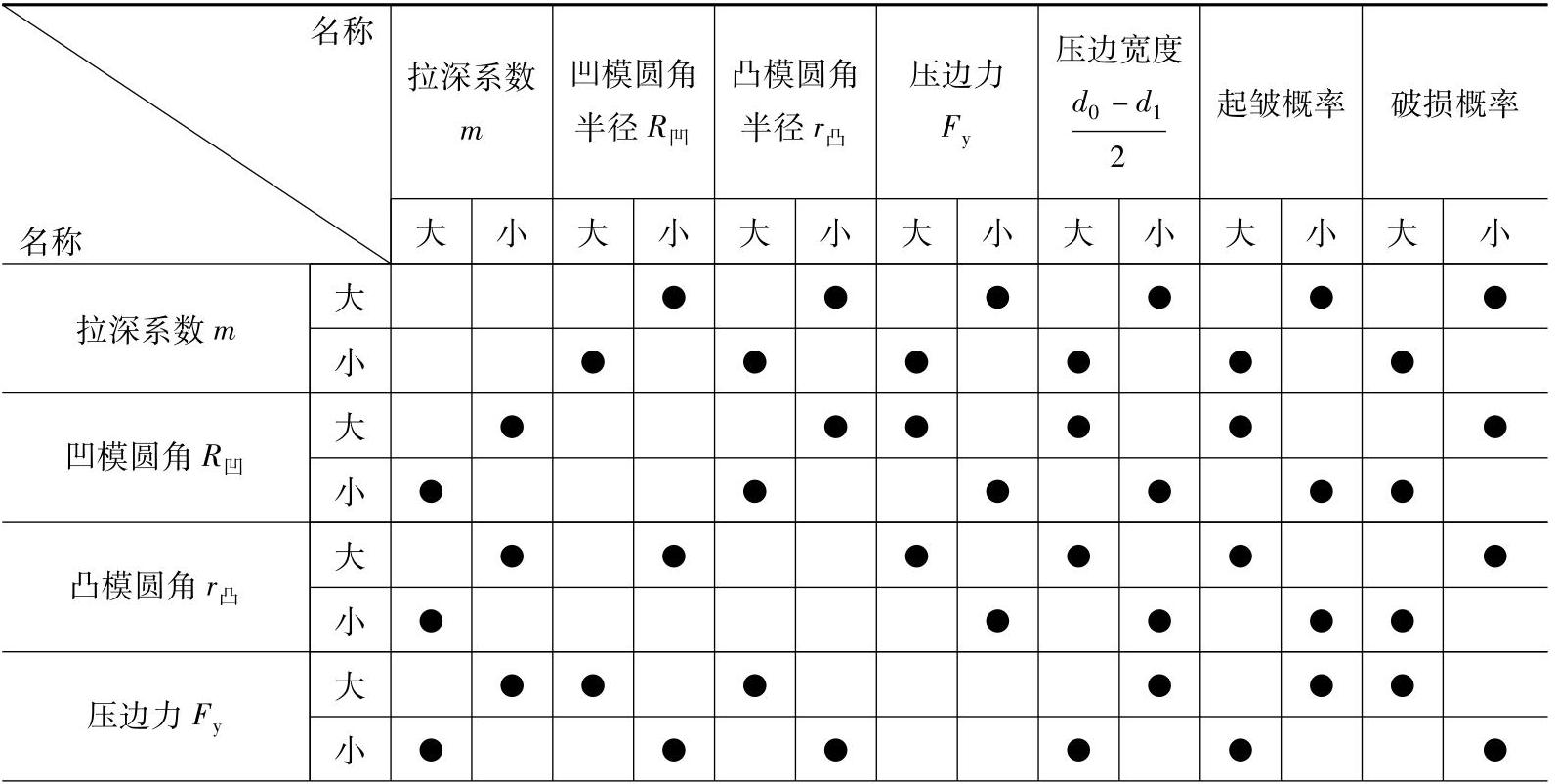
在拉深模零部件的加工精度、热处理硬度和表面粗糙度都能得到保证的前提下,拉深模的设计过程,就是从表4-16数据的关联中获得平衡的过程。拉深模的设计中的五个关键数据和两种结果的相互关系见表4-16。(https://www.xing528.com)
表4-16 拉深模关键数据的相互关系
(续)
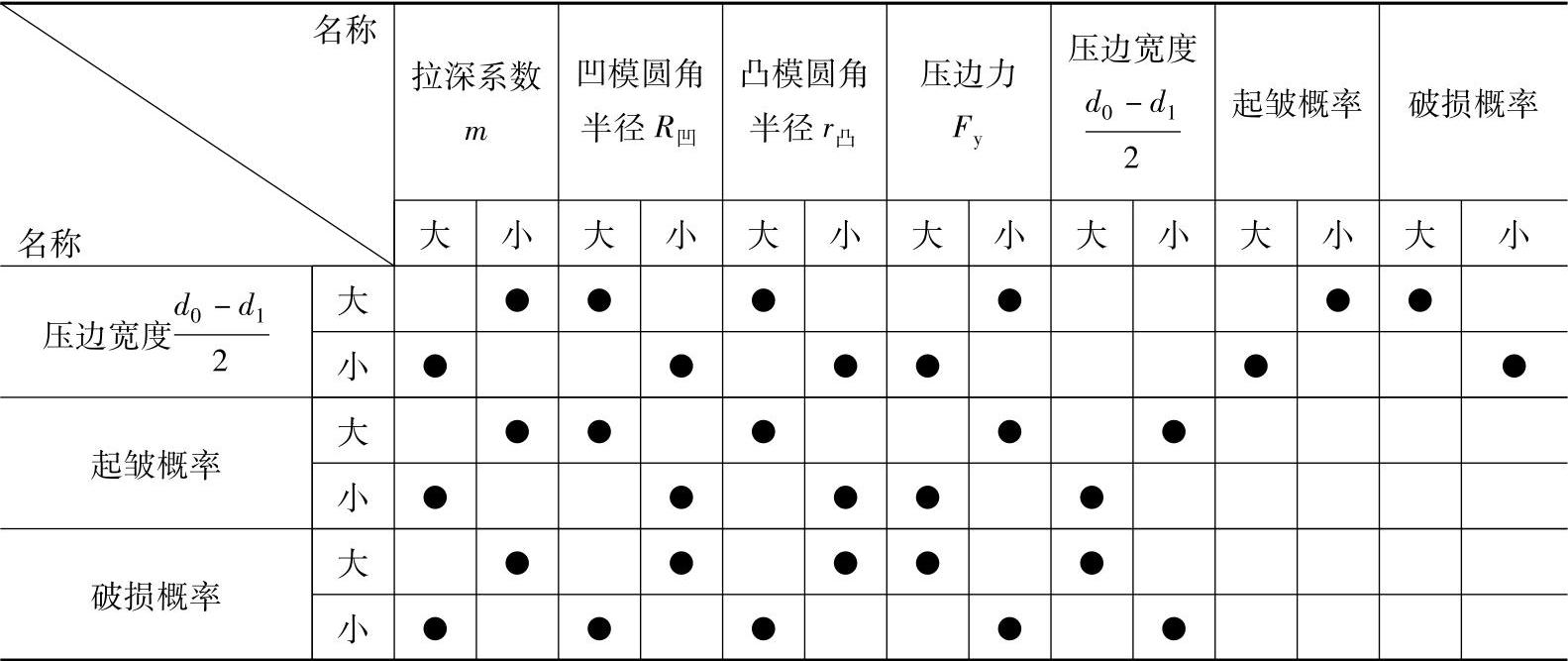
注:●表示可以或必然。
熟练领会运用表4-16,就可以根据产品需求,将模具生发出种种变化来适应工艺需要,从而制造出合格的产品。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。