



1.无凸缘筒形件的拉深次数与工序尺寸计算
在生产实践中,拉深次数在大多数工厂被称作拉深道次。
(1)无凸缘筒形件的拉深次数的确定 零件能否一次拉出,只需比较实际所需的总拉深系数m总和第一次允许的极限拉深系数m1的大小即可。如果m总>m1,说明拉深该零件的实际变形程度比第一次容许的极限变形程度要小,所以零件可以一次拉成;否则需要多次拉深,如图4-33所示。
(2)计算多次拉深件的拉深次数的方法有多种 生产中经常用推算法进行计算,就是把毛坯直径或中间工序毛坏尺寸依次乘以查出的极限拉深系数m1、m2、m3、…、mn,得各次半成品的直径,直到计算出的直径Dn小于或等于工件直径d为止。
(3)无凸缘筒形件工序尺寸的确定 无凸缘筒形件的工序尺寸的确定包括各次拉深半成品的直径dn小筒底圆角半径rn和筒壁高度。
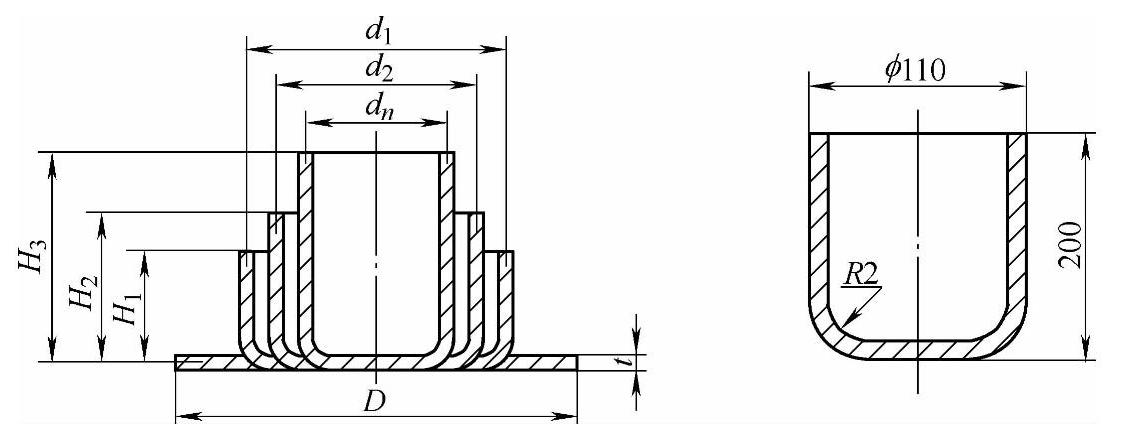
图4-33 筒形件多道具次拉深
(4)半成品的直径 拉深次数确定后,应对各次拉深系数进行调整,总的原则是使每次实际采用的拉深系数大于每次拉深时的极限拉深系数,而且尽量满足下面关系式:
m1-m1′≈m2-m2′≈m3-m3′≈…≈mn-mn′式中 m1、m2、m3、…、mn——各次极限拉深系数;
m1′、m2′、m3′、…、mn′——各次实际使用拉深系数。
(5)半成品高度的确定 计算各次拉深后零件的高度前,应先定出各次半成品底部的圆角半径,各次半成品的高度可由各半成品直径和圆角半径求出,计算公式为

式中 dn——各次拉深的直径(中线值)(mm);
rn——各次拉深半成品底部的圆角半径(中线值)(mm);
Hn——各次拉深半成品高度(mm);
D——毛坯直径(mm)。
2.有凸缘筒形件的拉深次数与工序尺寸计算
有凸缘筒形件的拉深和无凸缘筒形件的拉深的应力状态和变形特点是相同的,其区别是有凸缘工件首次拉深时,坯料不是全部进入凹模口部,只是拉深到凸缘外径等于所要求的凸缘直径(包括修边量)时拉深工作就停止了,凸缘只有部分材料转移到筒壁,因此其首次拉深的成形过程及工序尺寸计算与无凸缘的有一定差别。
(1)有凸缘筒形件的拉深次数 有凸缘圆筒形件的极限拉深系数比无凸缘圆筒形件要小,它决定于三个因数:①凸缘的相对直径d凸/d;②零件的相对高度H/do;③底部相对圆角半径r/d。其中影响最大的是d凸/d。d凸/d和H/d值越大,表示拉深时毛坯变形区宽度越大,拉深难度越大。而r/d值越小,拉深难度越大。表4-13列出了有凸缘圆筒形件第一次拉深时的极限拉深系数。表4-14列出了有凸缘圆筒形件第一次拉深时的最大拉深相对高度。
表4-13 有凸缘筒形件(10钢)首次拉深时的极限拉深系数
 (https://www.xing528.com)
(https://www.xing528.com)
表4-14 有凸缘筒形件(10钢)首次拉深时的最大相对高度H1/d1
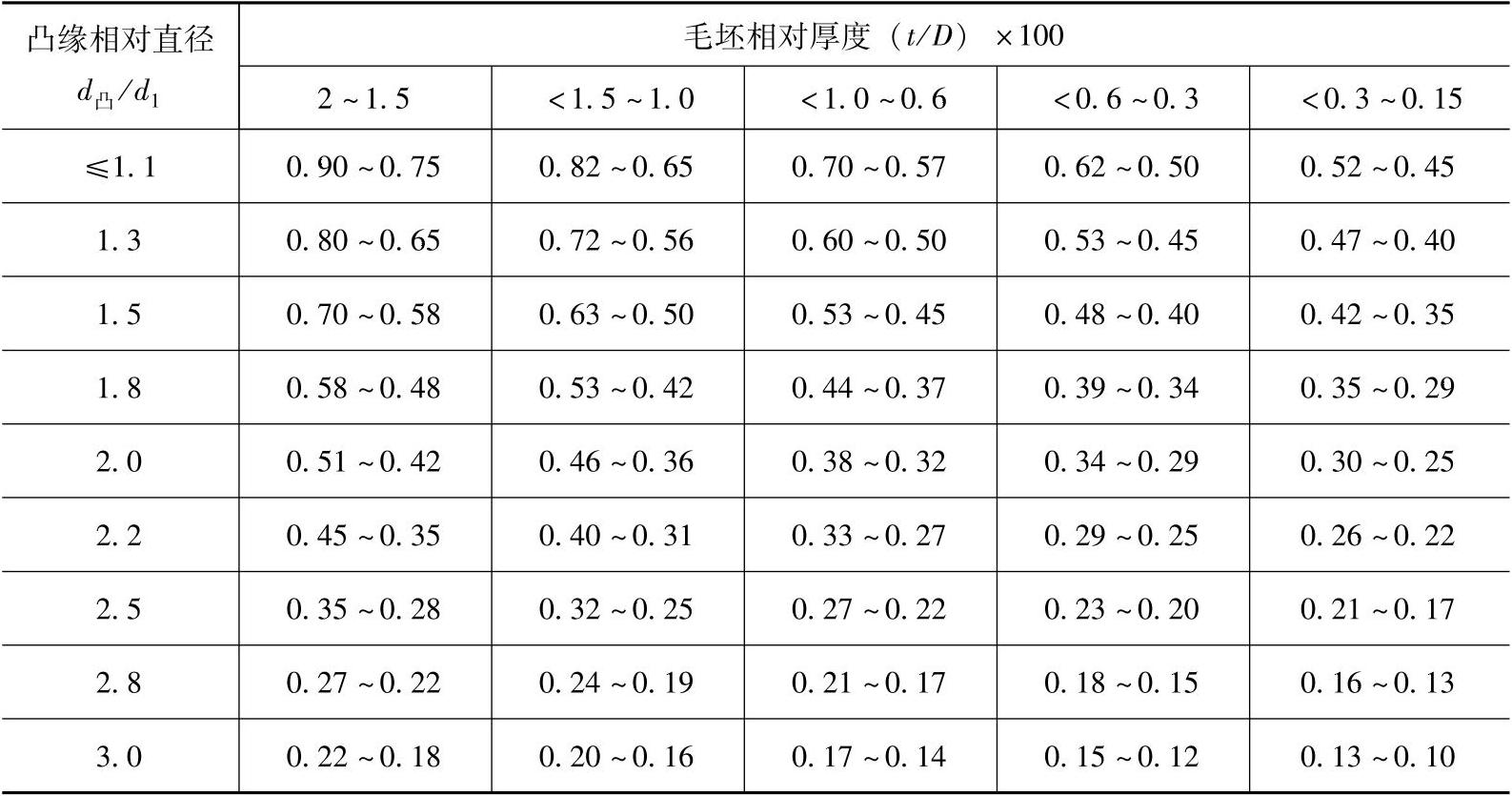
注:1.本表中数值适用于10钢,对于比10钢塑性更大的金属取接近于大的数值,对于塑性较小的金属,取接近于小的数值。
2.本表中大的数值适用于大的圆角半径,从(t/D)×100=2~1.5时的r=(10~12)t到(t/D)×100=0.3~0.15时的r=(20~25)t。本表中小的数值适用于底部及凸缘小的圆角半径,r=(4~8)t。
凸缘相对直径增大时,坯料直径也相应增大,因而拉深系数的减小并不意味着变形程度的增加。由于凸缘外径在以后各次拉深中保持不变,故后道工序的许用拉深系数与凸缘相对直径无关。
在首道工序以后的各道次拉深间安排了退火的情况下,其后的各次拉深系数可减小5%~8%。
判断有凸缘筒形件能否一次拉出,只需比较零件总拉深系数m总和表4-13中第一次允许的极限拉深系数m1的大小即可。也可比较零件总的相对高度与表4-14中第一次拉深时的最大相对高度H1/d1。如果满足m总>m1或H/D>H1/d1,则零件可以一次拉成;否则,需要多次拉深。凸缘的外缘部分只在首次拉深时参与变形,有凸缘的工件若多次拉深,其以后各次拉深与无凸缘的相同。
(2)有凸缘筒形件的工序尺寸的确定 有凸缘筒形件的工序尺寸的确定仍可以采用推算法。具体的做法:先假定d凸/d的值,从表4-13中查出第一次拉深系数m1,利用公式d1=m1D、d2=m2d1、d3=m3d2、…、dn=mndn,依次计算各次拉深直径d,直至dn≤d(工件的直径)为止,n即为拉深次数;然后修正各次拉深系数。有凸缘圆筒形以后各次极限拉深系数m,可按无凸缘筒形件表4-10和表4-11中的最大值来取,或略大些。
(3)有凸缘圆筒形工件工序安排方法 有凸缘圆筒形可以分为两类,窄凸缘件(d凸/d1<1.1~1.4)和宽凸缘筒形工件(d凸/d1>1.4)。
1)对多次拉深的窄凸缘筒形件,有两种方式可供选择:
①可在前几道拉深时按无凸缘进行拉深,在最后两次拉深时拉出带锥形的凸缘,最后校平,如图4-34所示。

图4-34 窄凸缘筒形件的多次拉深(Ⅰ~Ⅳ为拉深工序)
②在产品批量较大的情况下,仍按宽凸缘工件处理,工件成形后再将多余的部分切除。在不锈钢制品生产企业大多数采用这种处置方式。这样做的好处是,在液压机上作无凸缘件拉深时,在拉深终止阶段,凸缘部分全部转变为直壁,压力突然解除,油管内的流体在惯性的作用下产生水锤压力,其冲击力对于液压元件的密封造成危害。按宽凸缘工件来处理窄凸缘拉深,可避免这种隐患。
多道次拉深的宽凸缘筒形工件,应在首次拉深时就把凸缘拉到尺寸,这是因为在后道拉深中,凸缘位置已失去压边力。为了防止以后的拉深把凸缘拉入凹模(这时凸缘稍有受力即会发生皱褶,加大筒壁受力而出现拉裂的风险),通常第一次拉深时拉入凹模的坯料比所需的加大3%~5%(注意此时计算坯料时作相应的放大),而在第二次、第三次多拉入1%~3%,多拉入的材料会逐次返回到凸缘上,这样凸缘可能会有微量的变厚,但不会影响工件的质量。
2)宽凸缘工件的拉深方法有以下两种:
①如图4-35a所示的方法适用于中、小型工件的拉深。用这种方法拉深的工件在凸缘平面上易留下痕迹,需要有整形工序。

图4-35 宽凸缘筒形件的多次拉深(1~Ⅳ为拉深工序拉深)
②如图4-35b所示的方法适用于直径大于200mm的大型工件,这种方法适用于毛坯的相对厚度较大,在第一次拉深大圆弧曲面时不会发生起皱的情况。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。