



1.拉深系数的定义
拉深系数是拉深变形程度的一种度量参数,是用拉深前后拉深件直径(横断面尺寸)的缩小程度来表达的。
第一次拉深的拉深系数为 m1=d1/D
第n次拉深的拉深系数为 mn=dn/dn-1式中 d1——第一次拉深时拉深件直径(mm);
D——拉深用毛坯直径(mm);dn、dn-1——第n次、第(n-1)次拉深时拉深件的直径(mm)。
拉深系数越小,变形量越大,拉深越困难。
由前述可知,拉深过程中主要的质量问题是起皱和拉裂,其中拉裂是首要问题。在每次拉深中,既要充分利用材料的最大变形程度,又要防止应力超过材料许可的抗拉强度极限。零件究竟需要几次才能拉深成形,是一次还是多次,这一问题与极限拉深系数有关。
所谓极限拉深系数,是指在一定拉深条件下,坯料不失稳起皱和破裂而拉深出最深筒形件的拉深系数。极限拉深系数表示了拉深前后毛坯直径的最大允许变化量,是进行拉深工艺计算和模具设计的基础,也是研究板材冲压成形性能的一个重要尺度。极限拉深系数越小,板材的拉深极限变形程度越大。常用材料的极限拉深系数见表4-10~表4-12。
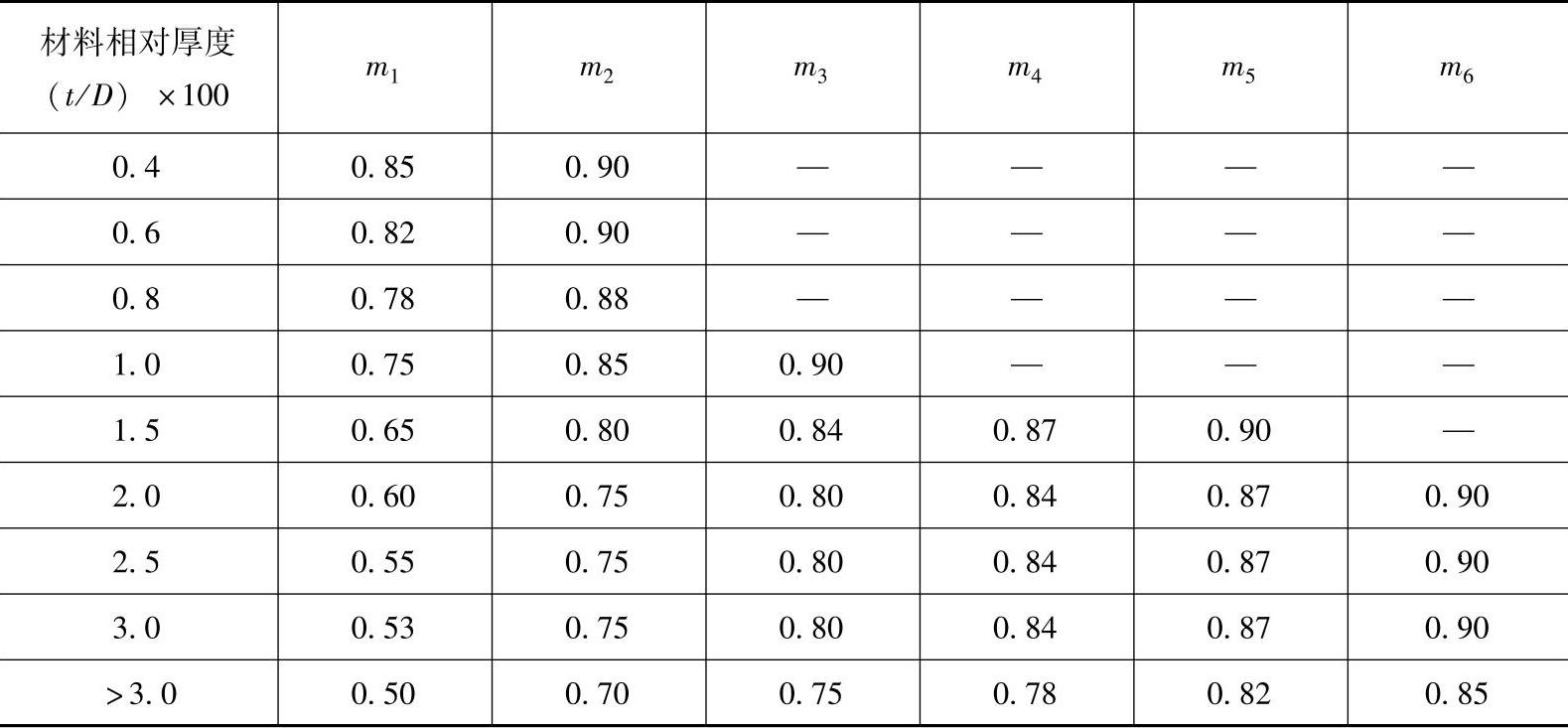
表4-10 无凸缘筒形件采用压边时的拉深系数一

注:1.本表中小值适用于模具有大的圆角半径(R凹=8~15t),大值适用于小的圆角半径(R凹=4~8t)。
2.若采用中间退火工序时,可取比表中数值小3%~5%。
3.本表中小值适用于08、10、15等普通拉深钢及H62。对拉深性能较差的材料,如20、25、Q215、Q235、酸洗钢板、硬铝等,应取比表中数值大1.5%~2%。对于塑性较好的材料,如05、08Z、10Z、软铝等,应取比表中数值小1.5%~2%。
表4-11 无凸缘筒形件不用压边时的拉深系数二
 (https://www.xing528.com)
(https://www.xing528.com)
注:本表中数值适用于08、10、15等塑性较好的材料。
表4-12 其他金属材料的拉深系数

(续)

注:1.当(t/D)×100≥0.6或R凹≥(7~8)t时,拉深系数取小值。
2.当(t/D)×100<0.6或R凹<6t时,拉深系数应取大值。
2.拉深系数的影响因数
(1)材料相对厚度(t/D)×100 相对厚度越大,拉深时越不易起皱,拉深系数可以趋小。
(2)材料塑性 材料塑性好,拉深系数可以取小值。材料塑性可由材料的伸长率或由材料的屈强比ReL/Rm来表达。
(3)拉深时是否使用压边圈 用压边圈时,拉深系数可取小值;不用压边圈时,拉深系数应取大值。
(4)凹模圆角半径 凹模圆角半径大,可以选用较小的拉深系数。但圆角半径数值过大,使拉深材料在压边圈下的面积减小,工件腹部容易发生起皱。
(5)拉深次数 第一次拉深时,可取较小的拉深系数,以后逐次增大。如果采用中间退火,则可选用较小的拉深系数。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。