



【摘要】:所以,以倒装模为例,试模前压边圈不淬火,而是先行试拉深,在得到具体的坯料尺寸后再决定定位销钉的位置,然后进行热处理。这种定位方式在工作面被破坏后很难修复,所以要求凹模或压边圈工作面热处理硬度达到60HRC以上,如图4-32所示。图4-31 定位销钉组合1—销钉 2—弹簧 3—螺塞图4-32 带基坑的压边圈(半剖视)热处理前忘记制作定位的凹模或压边圈,可在拉深前用双组分丙烯酸酯粘接,材料采用坯片冲裁时的废料即可。
正装拉深模的定位安装在凹模上,倒装拉深模定位安装在压边圈上。
如前所述,拉深过程中,材料由平面变形为立体空间形状是多种因素综合作用的结果,所以通过计算并不能得到准确的坯料尺寸,而是要经过多次试验,在稳定的工作状态下才能获取相对准确的坯料尺寸。所以,以倒装模为例,试模前压边圈不淬火,而是先行试拉深,在得到具体的坯料尺寸后再决定定位销钉的位置,然后进行热处理。
定位装置一般设计成活动定位销形式,由销钉、弹簧和螺塞组成。为了方便入料,通常只需要在圆周线上安装两只定位装置即可为圆形坯片定位。其与中心点的夹角取为120°~150°。活动定位销直径不宜大,取φ4~φ5mm,充作弹簧座的底孔螺塞应尽可能采用细牙螺纹,如图4-31所示。
坯料定位的另一种方式是制作基坑;基坑的直径略大于坯料直径,深度取材料厚度的50%~80%。这种定位方式在工作面被破坏后很难修复,所以要求凹模或压边圈工作面热处理硬度达到60HRC以上,如图4-32所示。
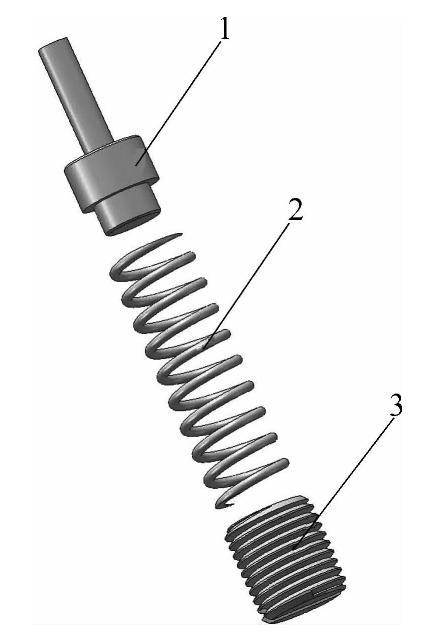
图4-31 定位销钉组合(https://www.xing528.com)
1—销钉 2—弹簧 3—螺塞
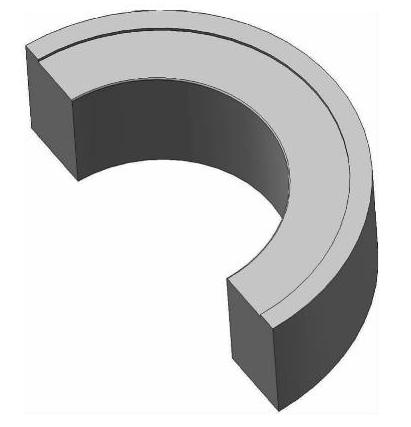
图4-32 带基坑的压边圈(半剖视)
热处理前忘记制作定位的凹模或压边圈,可在拉深前用双组分丙烯酸酯粘接,材料采用坯片冲裁时的废料即可。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。