



压边装置按出力方式可分为刚性压边、弹性压边和液压压边。
1.刚性压边
刚性压边装置用于双动压力机,凸模装在压力机内滑块上,压边装置装在外滑块上。其动作原理如图4-28所示。曲轴1旋转时,首先通过凸轮2带动外滑块3使压边圈6将毛坯压在凹模7上,随后由内滑块4带动凸模5对毛坯进行拉深。在拉深过程中,外滑块保持不动。刚性压边圈压边力大小的调整,是通过调节连接外滑块的螺杆(丝杠)来调节压边圈与凹模间隙c而实现的。考虑到毛坯凸缘变形区在拉深过程中板厚有增加现象,所以调整模具时c应略大于板厚t。
用刚性压边,压边力不随行程变化,可以拉深高度较大的工件,拉深效果较好,且模具结构简单。
2.弹性压边
弹性压边一般采用弹性元件和压缩空气作为动力源。
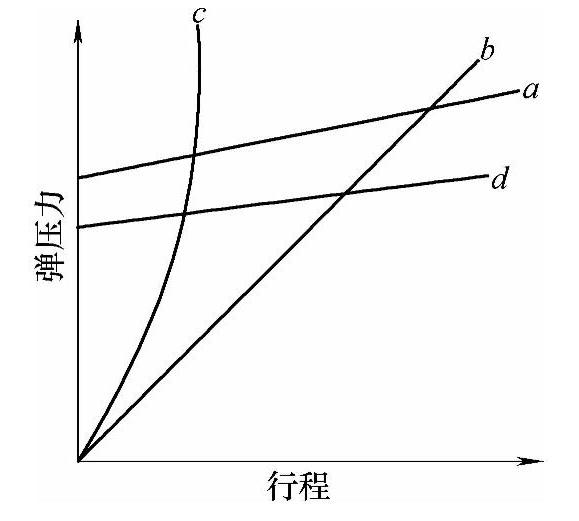
(1)弹性元件 拉深用弹性元件不但要求压力强劲,还应具备较大的可压缩量,常用的弹性元件有钢制螺旋弹簧、橡胶弹性体。几种弹性元件的特性如图4-29所示。
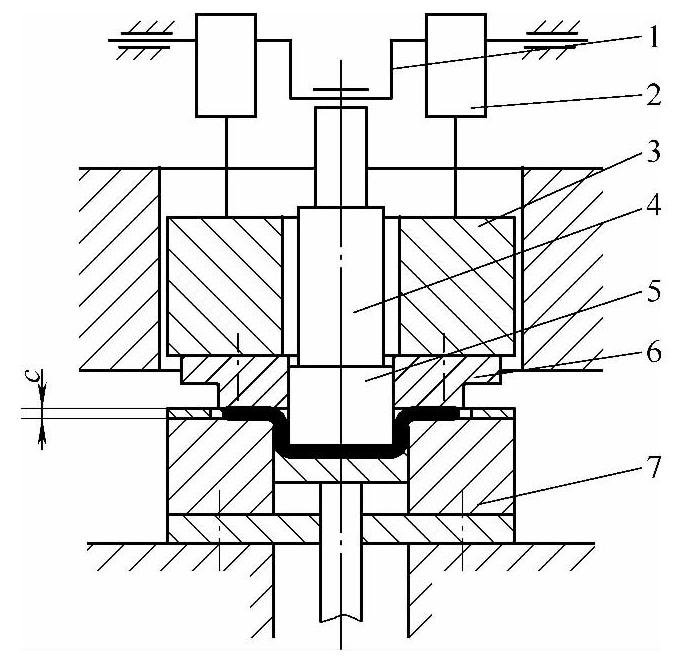
图4-28 双动压力机拉深原理
1—曲轴 2—凸轮 3—外滑块 4—内滑块 5—凸模 6—压边圈 7—凹模
 (https://www.xing528.com)
(https://www.xing528.com)
图4-29 几种弹性元件的特性曲线
a—氮气弹簧 b—弹簧 c—橡胶弹性体 d—气垫
在中小工厂,拉深用弹性元件除钢制螺旋弹簧外,还广泛使用橡胶弹性板或棒料,其优点是加工十分方便,调整快捷,抗油和抗老化性能也比较优越。
弹簧和橡胶压边装置多用于小吨位单动压力机,如中小型机械压力机或单作用液压机等。由于提供的压力和压缩行程较小,特性曲线与压料的需要相反,因此厚料、深拉深不宜采用。
(2)气垫 大吨位压力机工作台下部带有气垫装置,使用压缩空气,通过调整气路中的压力大小来控制压边力。气垫压边装置工作平稳,压边力不随行程变化,压边效果较好,适用于大尺寸、浅拉深件的压边。大型压力机上的气垫所使用的是低压空气,需要有单独的压缩气源供应与之相应配套,结构比较庞大,调整压力既不方便,也不精确。模具在压力机上的位置需要固定,不具有灵活性。小型压力机一般不配置气垫。
(3)液压 大中型工件一般采用液压机作为拉深动力源。液压机中,下液压缸通过顶杆向压边圈提供压料力。下液压缸油路中装有溢流阀。当压边圈受压下降时,下缸油路压力上升,溢流阀动作。因此,液压机能够为拉深提供稳定的压料力,如图4-30所示。
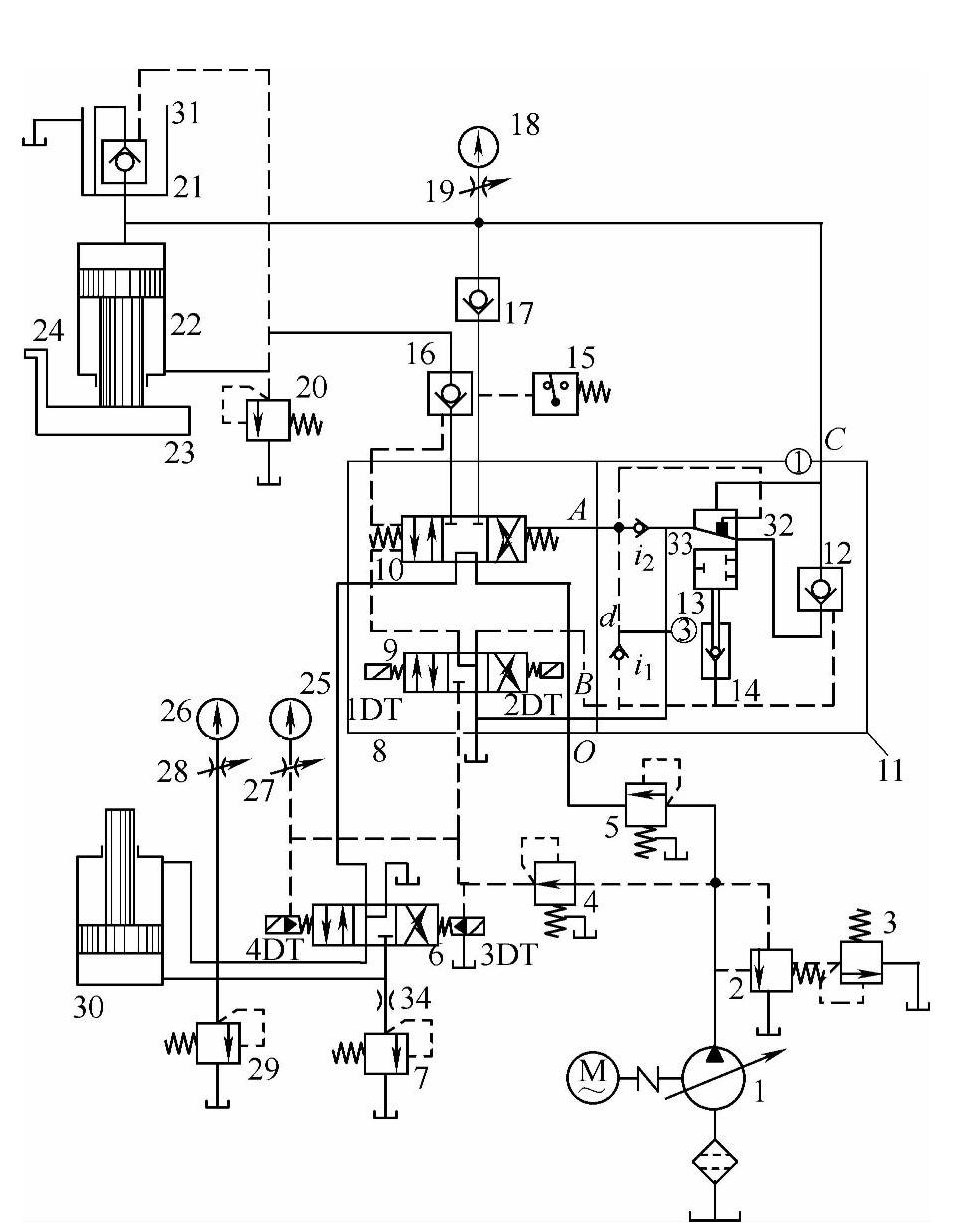
图4-30 YB32-300型四柱万能液压机液压系统
1—手动柱塞变量泵 2、3、5、7、20、29—溢流阀 4—减压阀 6、8—电液换向阀 9—电磁阀 10—手动换向阀 11—预泄换向阀 12—液控单向阀 13—阀杆 14—单向阀 15—压力继电器 16、21—液控单向阀 17—单向阀 18、25、26—压力表 19、27、28—可变节流口 22—主液压缸 23—滑块 24—行程挡铁 30—下液压缸 31—补油箱 32、33—通油孔道 34—固定节流孔
拉深模试模阶段,需要根据产品的大小,模具工作形式和拉深系数的不同,合理选择下液压缸的单位压力,并使其逐步提高,否则极有可能出现压坏压料圈或顶杆的事故。一旦试模结束,即应将下液压缸溢流阀锁定,交付生产。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。