



计算所得的毛坯直径,并不能作为下料的最终依据。在试拉深或计算成本时,往往只对工件的坯料直径进行估算。在拉深件试制期间,一般是采用逆运作,即先制作拉深模,后制作落料模。拉深毛坯直径的准确尺寸,与材料硬度、伸长率、模具工作表面粗糙度、压边力和操作中的润滑状态等诸多因素有十分密切的关系,必须经试拉深后才能决定。首次试模料,只需通过估算后得出粗略尺寸,试模期间有可能对毛坯直径进行多次修改。
1.有凸缘筒形拉深件的坯料直径估算
可将凸缘部分和工件底部合并计算,再加上侧壁部分的面积,如图4-7所示。
2.无凸缘筒形拉深件的坯料直径估算
计算工件壁部、底部面积时,可按无凸模圆角计算,而将转角处多出的材料与切边余量互相冲抵,如图4-8所示。
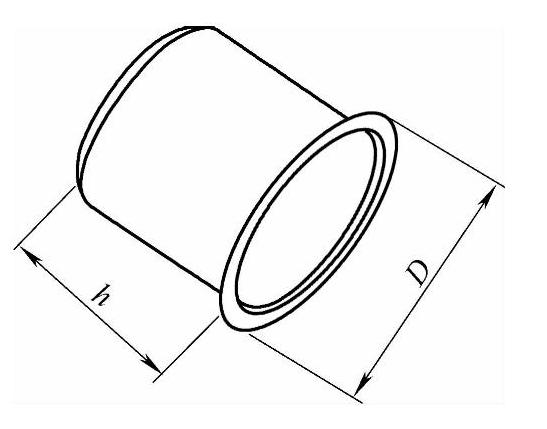
图4-7 有凸缘件坯料尺寸估算
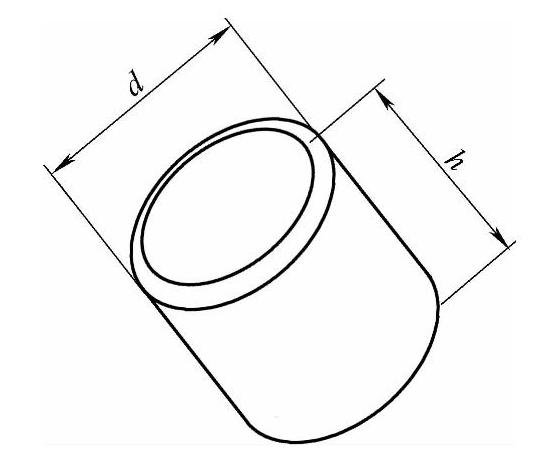
图4-8 无凸缘件坯料尺寸估算
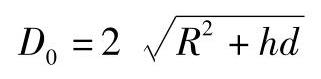
经过上述处理后,有、无凸缘筒形的坯料直径的估算公式均为
事实上,只有在拉深系数≥0.8以上时,拉深前后材料表面积不变的原则才适用。拉深系数<0.8时,材料在拉深过程中都有不同程度的变薄,最多时可令坯料面积减少15%。拉深系数越小,凹模R角越小,材料变薄越严重。变薄所产生的多余材料,也可以计算在切边面积内,适当地减小坯片外径尺寸。
3.形状复杂旋转体拉深件的坯料直径快速估算
求取旋转体素线的重心是细致复杂的工作。旋转体拉深件绕轴素线所分解出的直线或圆弧段,重心与中心点的距离一般不会太大。因此,在作这类工件的坯料直径估算时,其差值可以忽略不计,以各线段的长度和中心点的直径尺寸作为依据,故各单元的表面积为
A=πdL (https://www.xing528.com)
毛坯直径
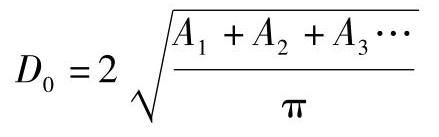
整理得

4.多台阶件坯料直径快速估算
从底端圆角半径的中点处至工件口沿作斜线,以斜线中点作为依据计算(见图4-9),并乘以系数K,即:
式中 K——系数,通常取1.11~1.2;
d——辅助线中径(mm);
h——高度(mm)。
估算取值时,系数K取小优先,试模时首先应保证材料不会被拉裂,然后根据需要渐次加大坯料尺寸。
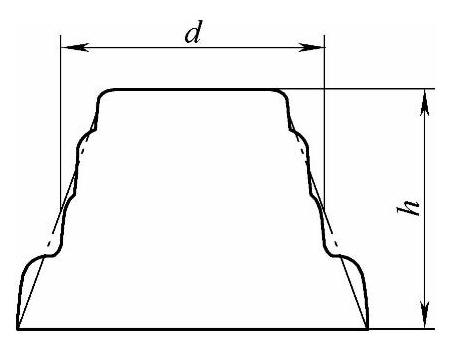
图4-9 多台阶件坯料直径快速估算
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。