



【摘要】:我们在熟知了拉深过程中工件各部位的受力状态后,也可以采取相应的措施来提高设计水平。由于工件尺寸较大,如果采用大的凸模圆角拉深后,再在下一道工序整小,耗用模具材料较多,资金投入较大。原来的扇形网格,拉深后在工件的侧壁变成了矩形。
我们在熟知了拉深过程中工件各部位的受力状态后,也可以采取相应的措施来提高设计水平。从前述我们知道,在旋转体拉深过程中,底部的材料自始至终都是处在以凸模圆心为原点的辐射状的拉伸应力状态中,且厚度变薄;多出的材料对凸模圆角处的材料变薄有补偿作用。利用这一点,对坯件进行简单处理,就可以减少投入,提高正品率。
如图4-5所示的工件,最大直径为560mm,高度为128mm,材料厚度为0.8mm,要求底面圆角半径R小于2.5mm。由于工件尺寸较大,如果采用大的凸模圆角拉深后,再在下一道工序整小,耗用模具材料较多,资金投入较大。改为拉深前在毛坯上开一个小圆洞口再进行拉深,正品率达到100%。
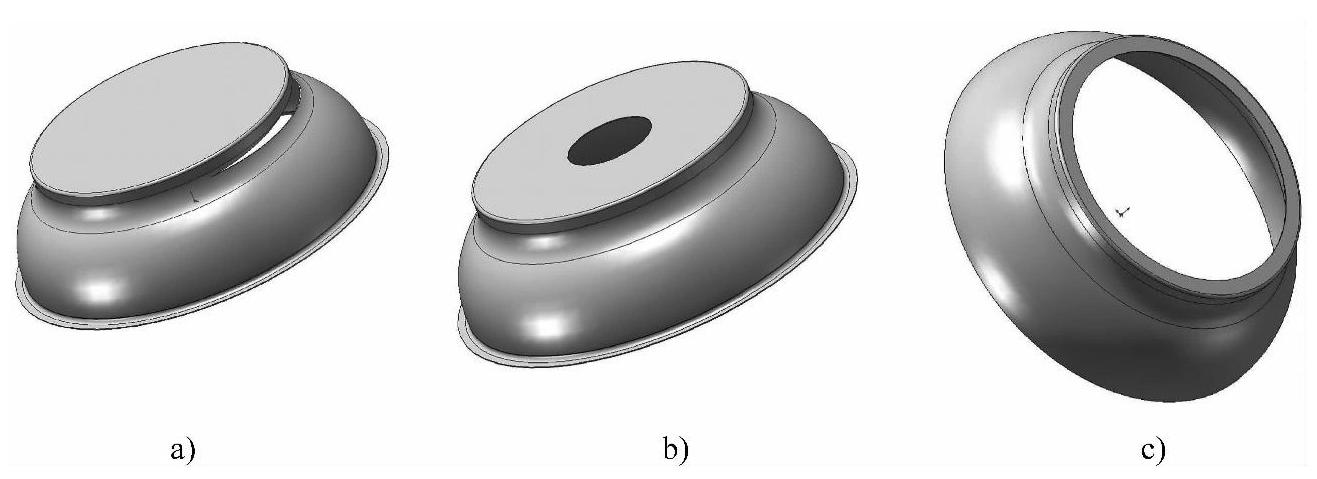
图4-5 拉深变形机理的利用
a)拉裂的废品 b)坯片中开洞后拉深件 c)冲底和剪边后的成品
上述这一原理,还被应用到多种不锈钢壶体口部的反拉深工艺中;在机制件冲压工艺中,则被用于多种发动机前齿轮室盖油封位的反拉深中,它们都取得了良好的效果。(https://www.xing528.com)
从前面的讨论中我们还知道,拉深件的直壁是由坯料外圈材料的同心圆蠕合而成的。原来的扇形网格,拉深后在工件的侧壁变成了矩形。如图4-6所示的产品,正是利用了这一特点,达到了减少加工量的目的。
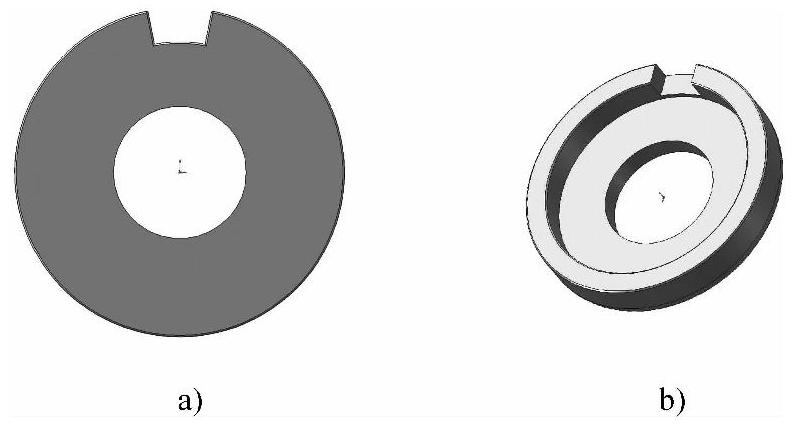
图4-6 摩托车前叉转向限位座
a)坯料 b)成品
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。