



1.弯折成形工艺
平板料经落料后,配合一次或多次弯曲,最后进行弯折成形。替代压铸件,其效益是拉深和胀形很难达到的。这种成形方式在小尺寸工件加工中有十分明显的经济效益优势。
1)图3-59所示为某方管饰套与成形工序。材料经落料与左视面成形后,四面体中间的连接部分仅为4mm,其整体成形是由手工来完成并对正的,不需要模具与辅助工具。
2)图3-60所示为某款金属椅腿五方管围箍,起装饰和连接横档的作用。原件为整体铸钢件,几经改进,最后决定试做低碳钢冲压件,分成上下两片制作,成功后成本下降了85%,如图3-61~图3-63所示。
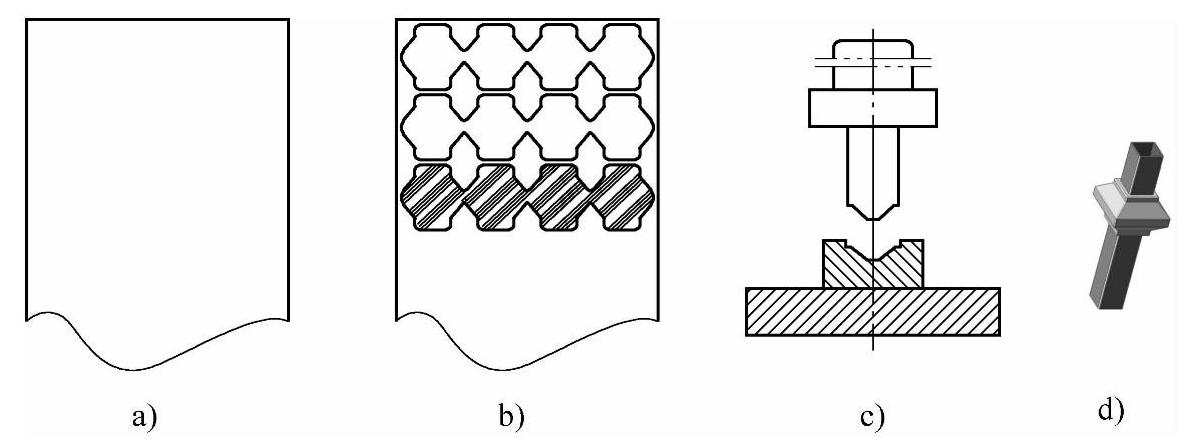
图3-59 某方管饰套落料与折边
a)板料 b)落料 c)折边 d)方管饰套(中间为方管)
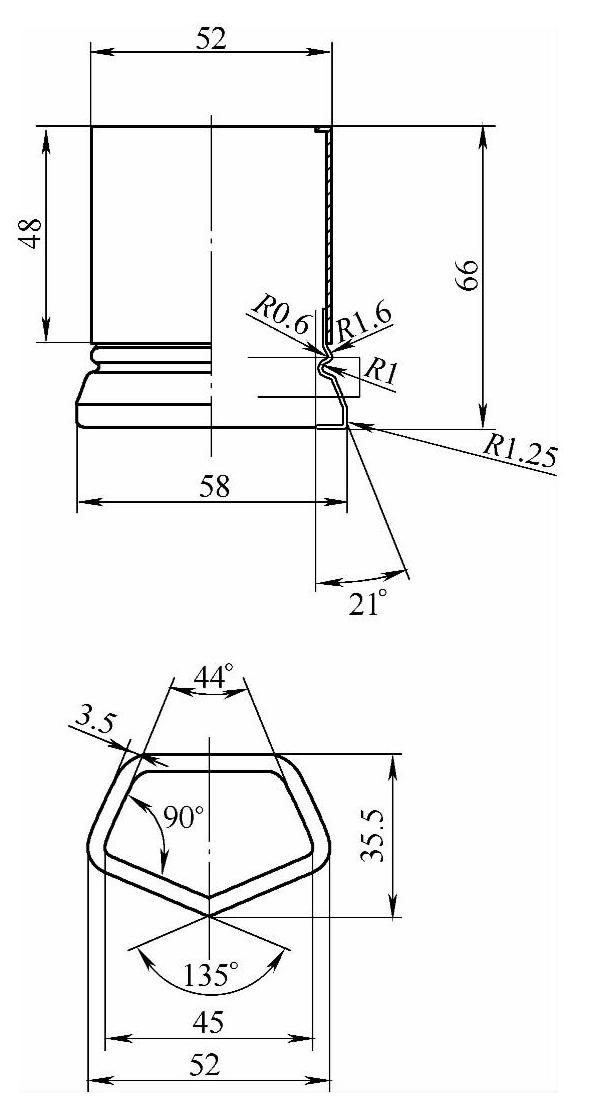
图3-60 某款金属椅腿五方管围箍
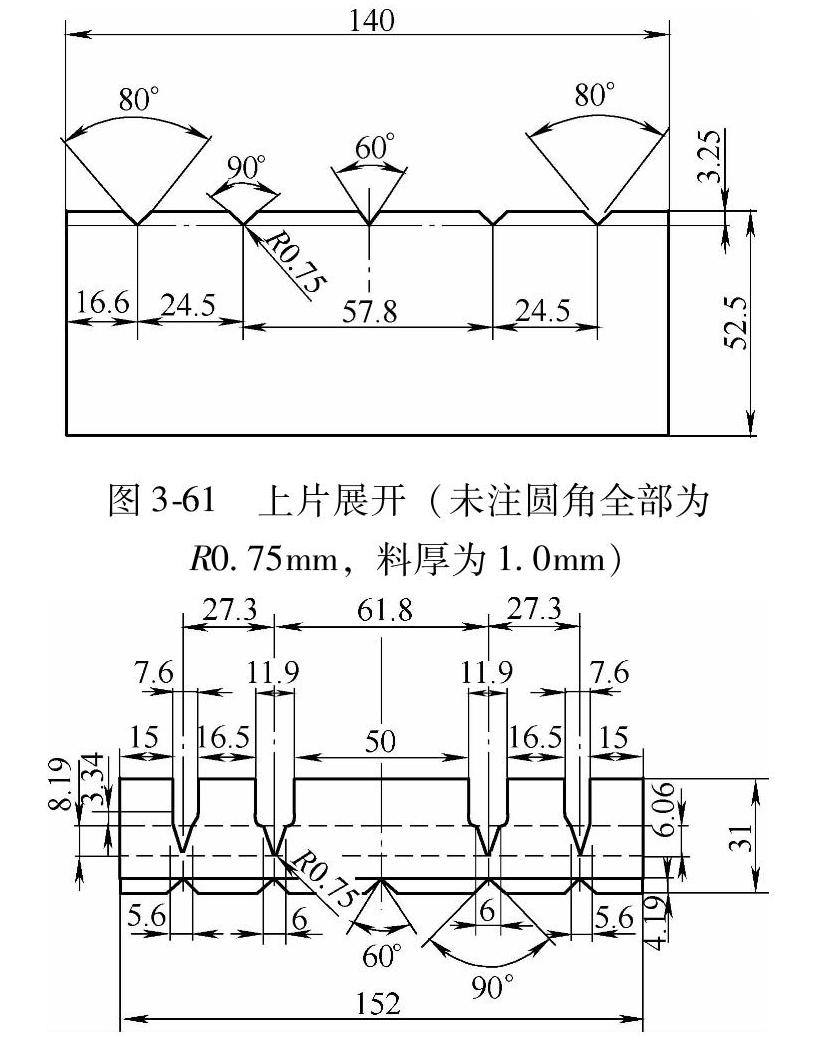
图3-62 下片展开(未注圆角全部为R0.75mm,料厚为1.0mm)
2.棱台体加工工艺
(1)棱台体开模方式选择 棱台体的生产有三种方式:①拉深成形+切边;②切角模+成形;③切头模+压型、折边。
棱台体因为棱角的原因,拉深成形非常困难。究竟采用何种方式开模更为快捷、经济,要看产品的批量和工件的成形尺寸。因为工件尺寸越大,成形模具的尺寸也越大,加工难度和开模费用也会提高。相应地,生产中所使用的压力机床的吨位也就随着提高,生产成本也会大幅度提升。
另一方面需要着重考虑的因素是棱台底层的高度和圆角R半径的大小,拉深所能成形的棱台的高度只与材料厚度和圆角半径R发生关系,而与棱边的长度并无直接关系。
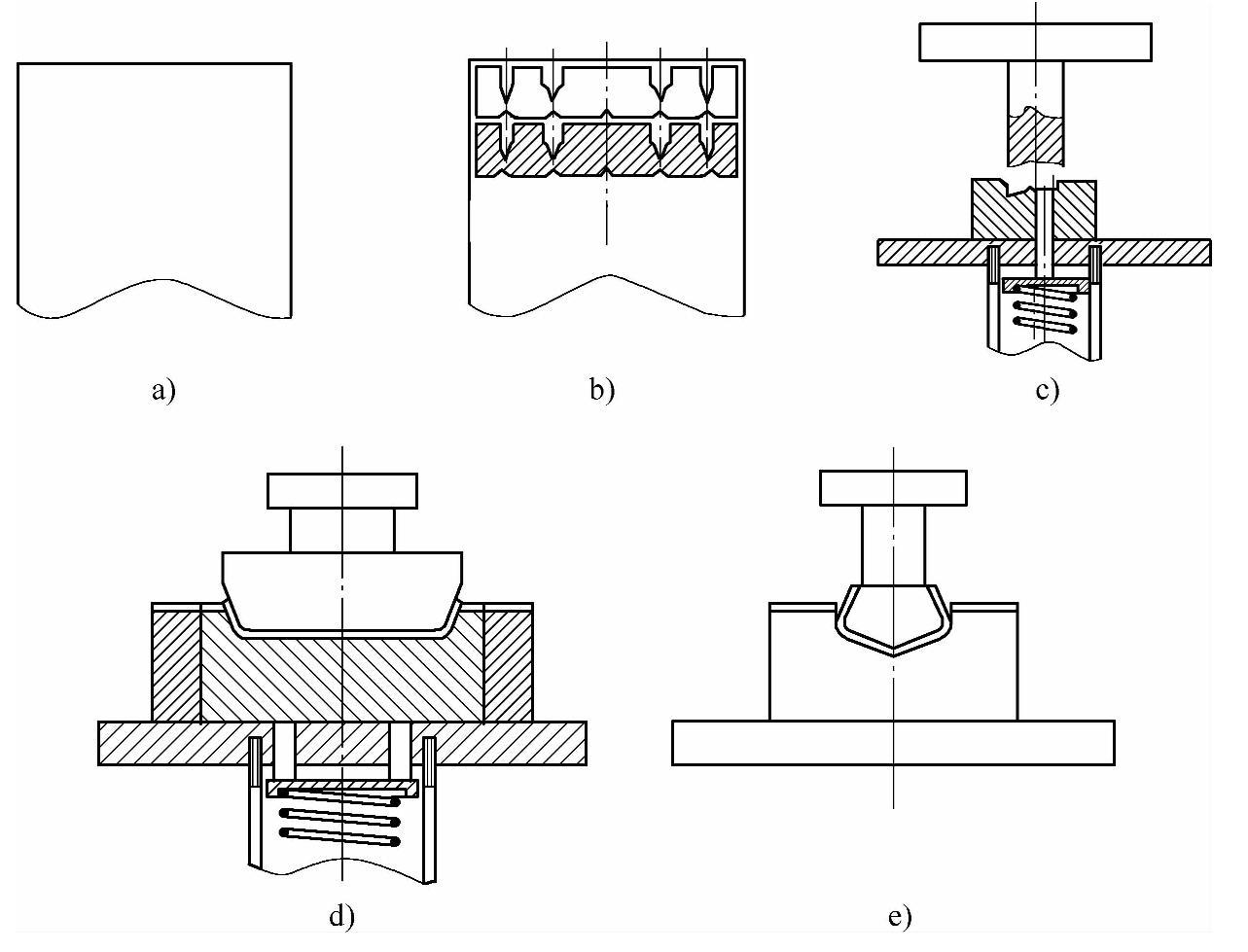
图3-63 五方管围箍成形
a)开料 b)落料 c)装饰线压制 d)弯折1 e)弯折2
通常的做法是将工件按边长大小分成几个档次。
1)边长小于100mm、竖边高度小于14t,相对圆角半径r/t大于4、相对料厚t/B大于0.015的工件,可以直接拉深成形。图3-64所示为小型饰套,其工艺路线:落料→拉深小正方形→拉深斜面和大台阶→剪边→冲孔,或落料拉深(至斜面)→再拉深(大台阶企边)→剪边→冲孔。
2)当图样要求棱角分明,或边长大于100mm但小于300mm的棱台形工件,采用切除四角、整体压制折弯成形的方法。图3-65所示为切角折弯成形棱台体,其工艺路线:落料→成形→焊接。
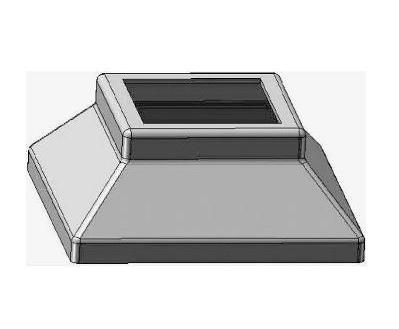
图3-64 小型棱台体拉深件
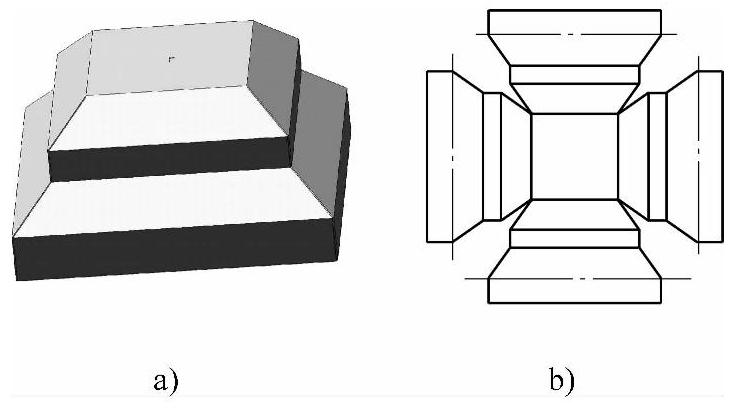
图3-65 切角折弯成形棱台体
a)成品 b)展开料
3)边长300mm以上的棱台形工件,一般根据边长分成若干块围片,然后焊接而成。这是一种用中小机床和较少的场地来完成大型工件的有效方法;其工艺路线:计算展开料→板料分条→切头→大弧面滚弯→角面折弯或压型→焊接。
围片的大弧面通常不做专用的弯型模。这是因为薄板在作大R弯曲时,其回弹的具体数值很难确定。利用三辊滚圆机则可根据弯曲效果随时予以调整。而角面折弯可在通用折弯机上完成,如果需要压型,模具也比较简单。
相对于整体式成形模而言,分片操作可节省大量费用,且模具成功率更高。分片焊接成形棱台体如图3-66所示。
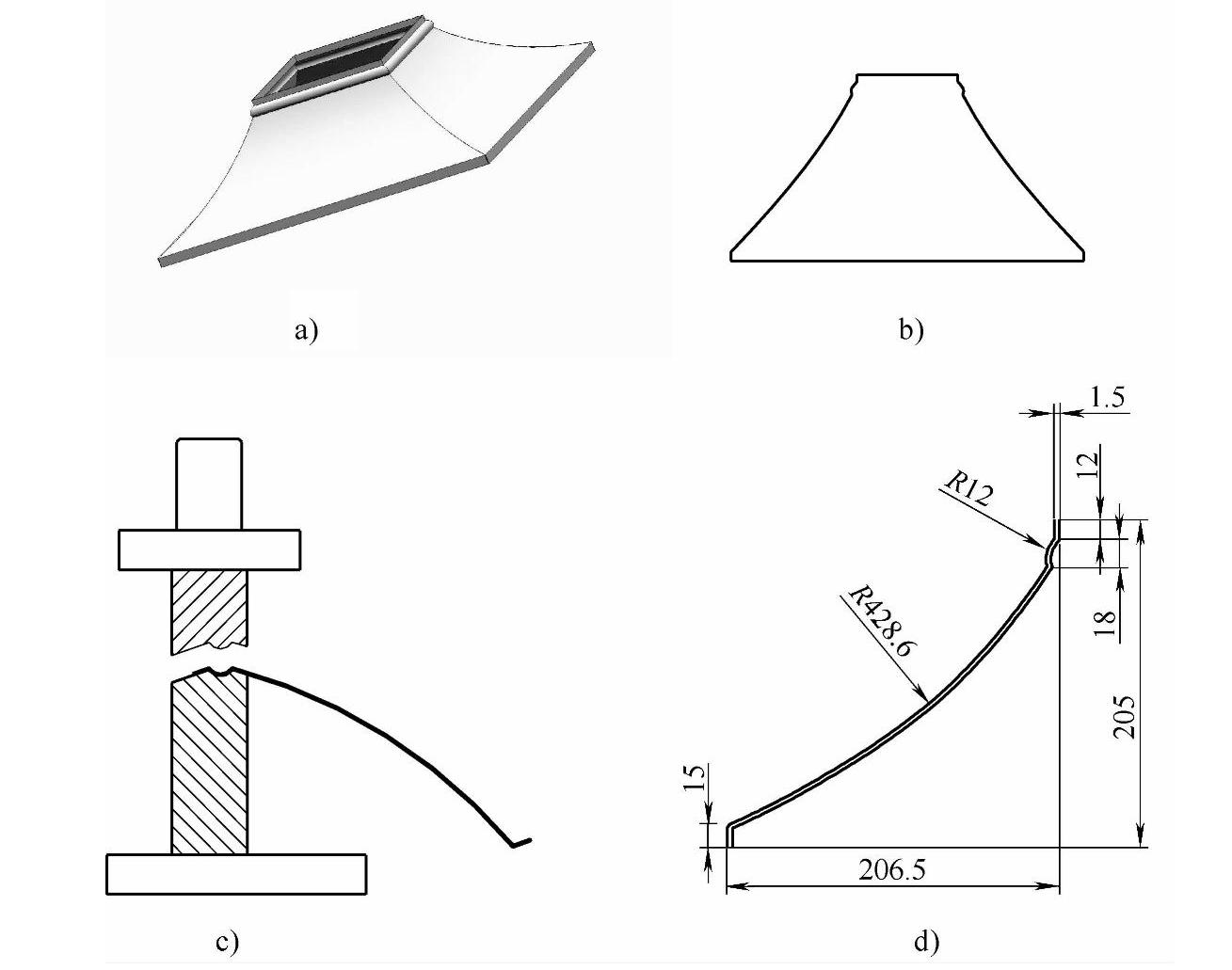
图3-66 分片焊接成形棱台体
a)成品 b)展开料 c)压型 d)1/4片料
(2)三维展开图的修整 拼焊棱台体加工的第一步是放样,在三维制图基本普及的今天,多数企业都采用三维展开图来放样。
从三维软件得到的棱台体展开图,在用于落料模或切头模之前应予以修整,以适合成形后拼合及焊接工艺的需要。(https://www.xing528.com)
1)从弯曲件的工艺性我们知道,中性层以内的材料,弯曲时处于压应力状态。当材料边缘处于自由状态时,受压后的材料在挤压力的作用下向剪口方向流动,形成凸起。这种凸起将导致接缝不能严密拼合,影响焊接效果。所以,应将折弯转角处的材料作少量挖除,一般情况下,采用圆弧R=t,如图3-67中的A处。
2)三维软件能从工件的接合位置得到很精确的、与材料大平面成45°的分切线,而通过冲裁或剪切得到材料的剪口与大平面只能是90°角。所以凡是工件竖直边所在的位置,其边线应向里缩进0.72倍的料厚,才不至于在拼合时发生干涉,如图3-67中的B处。
3)从三维软件得到的展开图,如果在母图上的合缝处有螺孔之类的元素,则在分片后会产生尖角,这些部位宜用适当的R倒圆,以保证冲裁模具的寿命,如图3-67中的C处。图3-67所示为某型火炉围片展开料端头,材料厚度0.8mm。
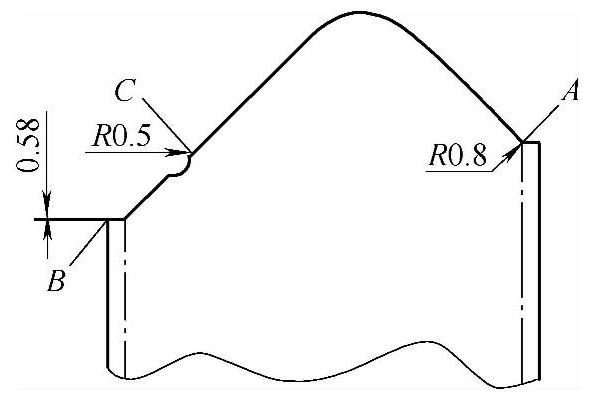
图3-67 三维展开图的修整
(3)拼块式棱台形工件成形 棱台形工件成形凸模可用刨、铣或线切割方法加工,但凹模加工受到两垂直边的相互干涉,如果设计成整体式,则需要用数控铣来完成。
将凹模侧壁分成四块各自加工,拼合后用低碳钢套箍紧,可以简化模具结构,节省模具加工费用,如图3-68所示。
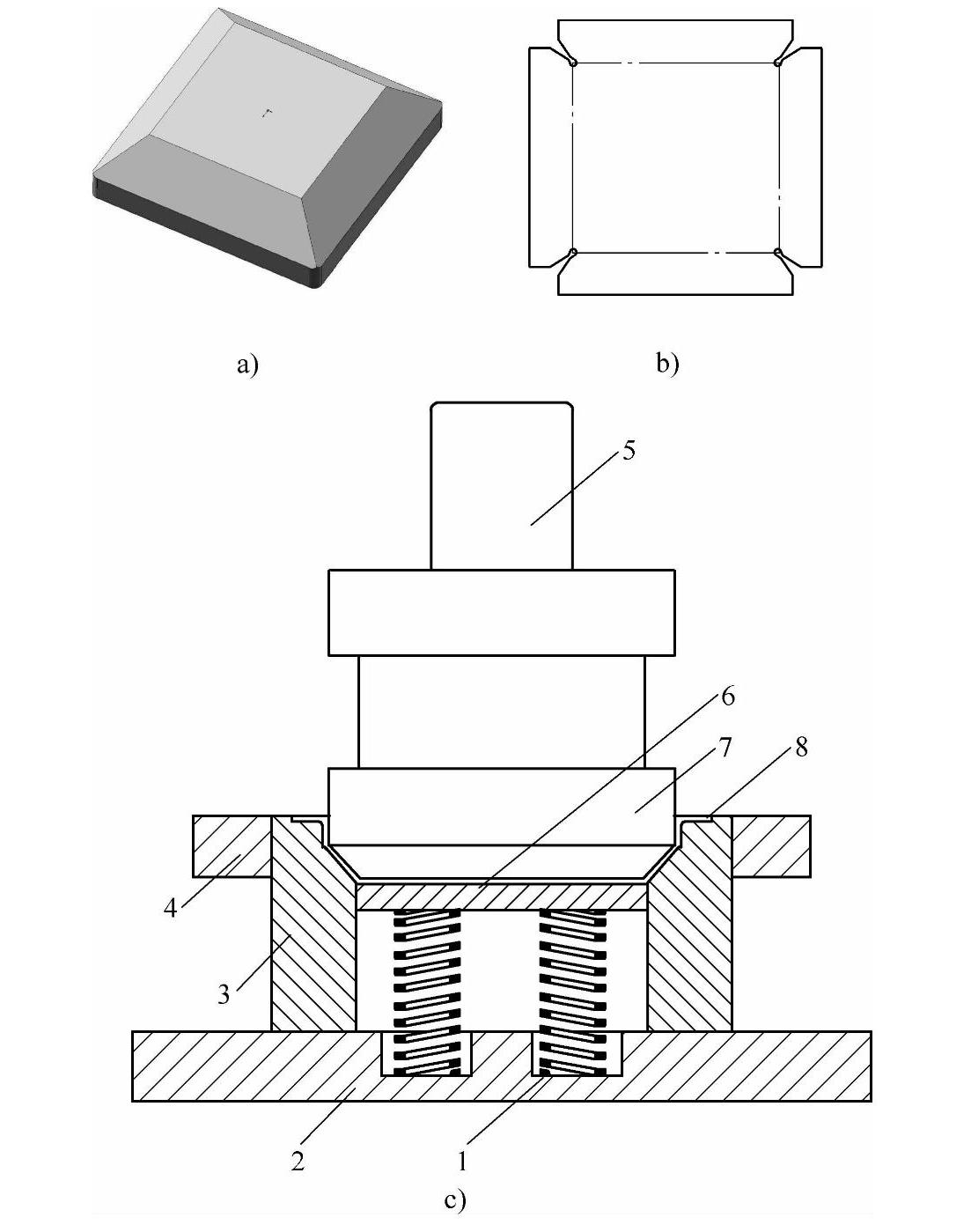
图3-68 拼块式棱台形工件成形
a)工件成品 b)展开料 c)折弯成形模 1—模座 2—弹簧 3—分块式凹模侧壁 4—框形方板 5—模柄 6—顶板 7—凸模 8—定位止口
(4)正方形空腹件成形工艺 正方形空腹件虽然无棱台,但在产品分类上也应归入棱台形工件类,因为它与后者的加工工艺完全一致,只是弯曲模的结构上略有区别。
这种弯曲模结构的优点:将凹模中的若干小段用线切割分离出来作为顶料块,有利于增加凹模强度。
正方形空腹件成形如图3-69所示,其工艺路线:材料分条或剪板→切头→弯制两侧直角→弯曲模成形→焊接。
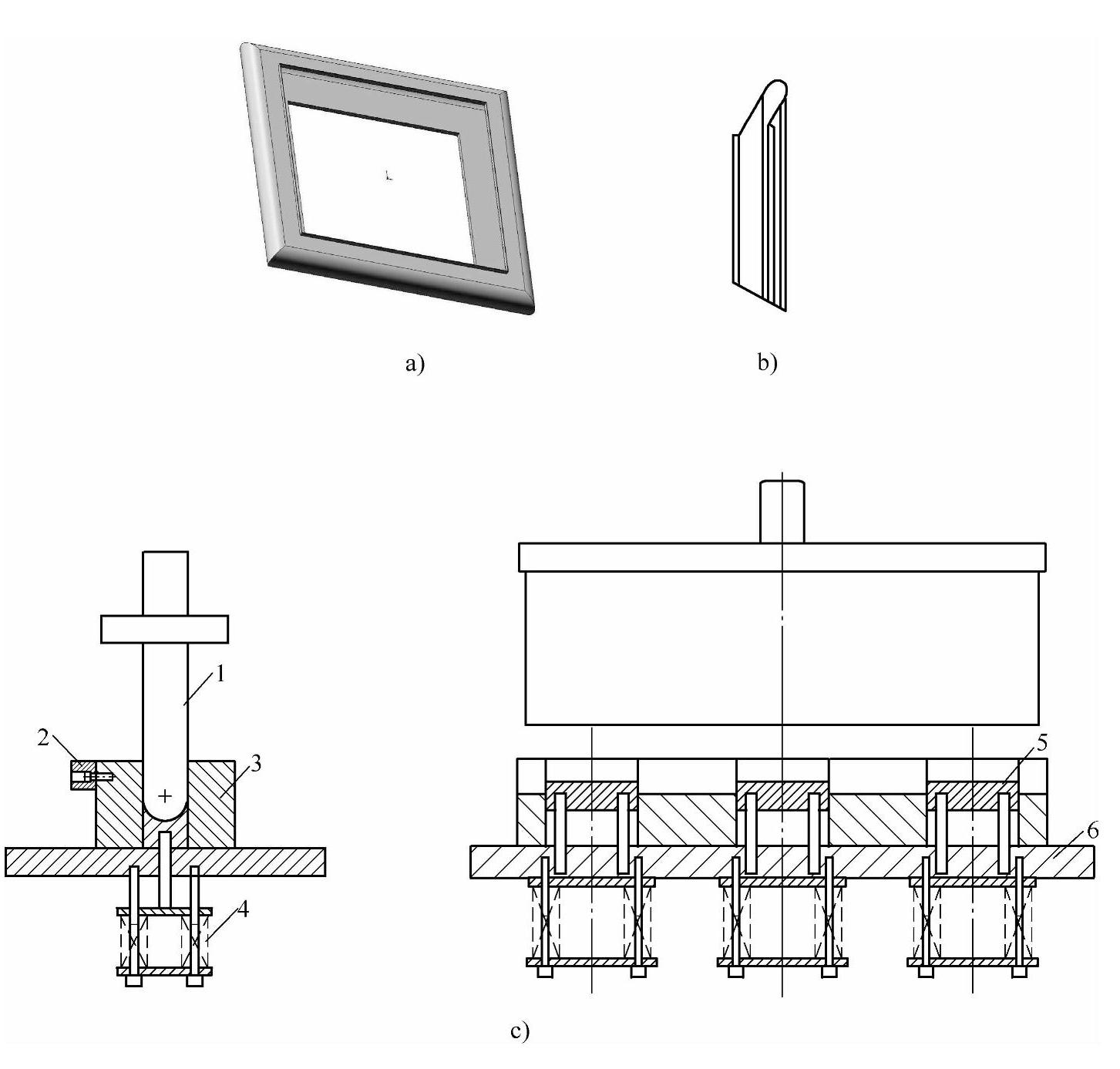
图3-69 正方形空腹件成形
a)工件成品 b)1/4围片 c)弯曲模 1—凸模 2—定位 3—凹模 4—弹顶机构 5—顶料块 6—下模座
3.压印折弯工艺
压印折弯用于四面或六面体的成形,以规避最后一次成形时凸模不能退出的困难。压印的目的,在于使折边线的位置材料减薄,减少弯曲抗力。图3-70所示为某产品立柱三方围箍,其成形工艺如图3-71所示。
4.有缝钢管成形工艺
有缝钢管的加工是逐步弯曲的过程。通过一系列辗压轮、挤压轮将平板钢带约束成圆形,然后再进行高频焊接。有缝钢管是低压流体输送管道和建筑、装饰、金属家具用材的主要来源。
有缝钢管可连续生产,生产线一般长达几十米,用于装饰材料的不锈钢管生产线甚至于长达100m。成形段装有多对垂直辗压轮和水平辗压轮,管材焊接后,经过剃刀将焊接瘤剃平,再次通过垂直和水平方向的多对滚压轮整圆,通过硬质合金模作最后的整形,保证钢管的圆度。
根据材料厚度和管材直径的不同,所选用的滚轮也不同;一般来说,垂直辗压轮通常为5~8对,用于将平板带料弯曲成对称的渐开线,水平辗压轮用于将渐开线远端收束成圆形。整形滚轮通常为1~3组,以垂直和水平方向各一对为一组。
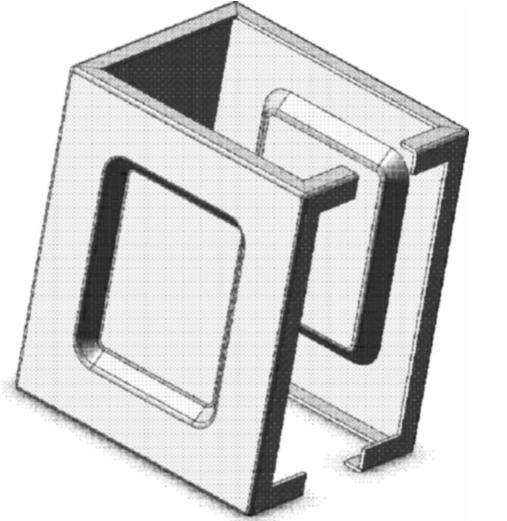
图3-70 某产品立柱三方围箍
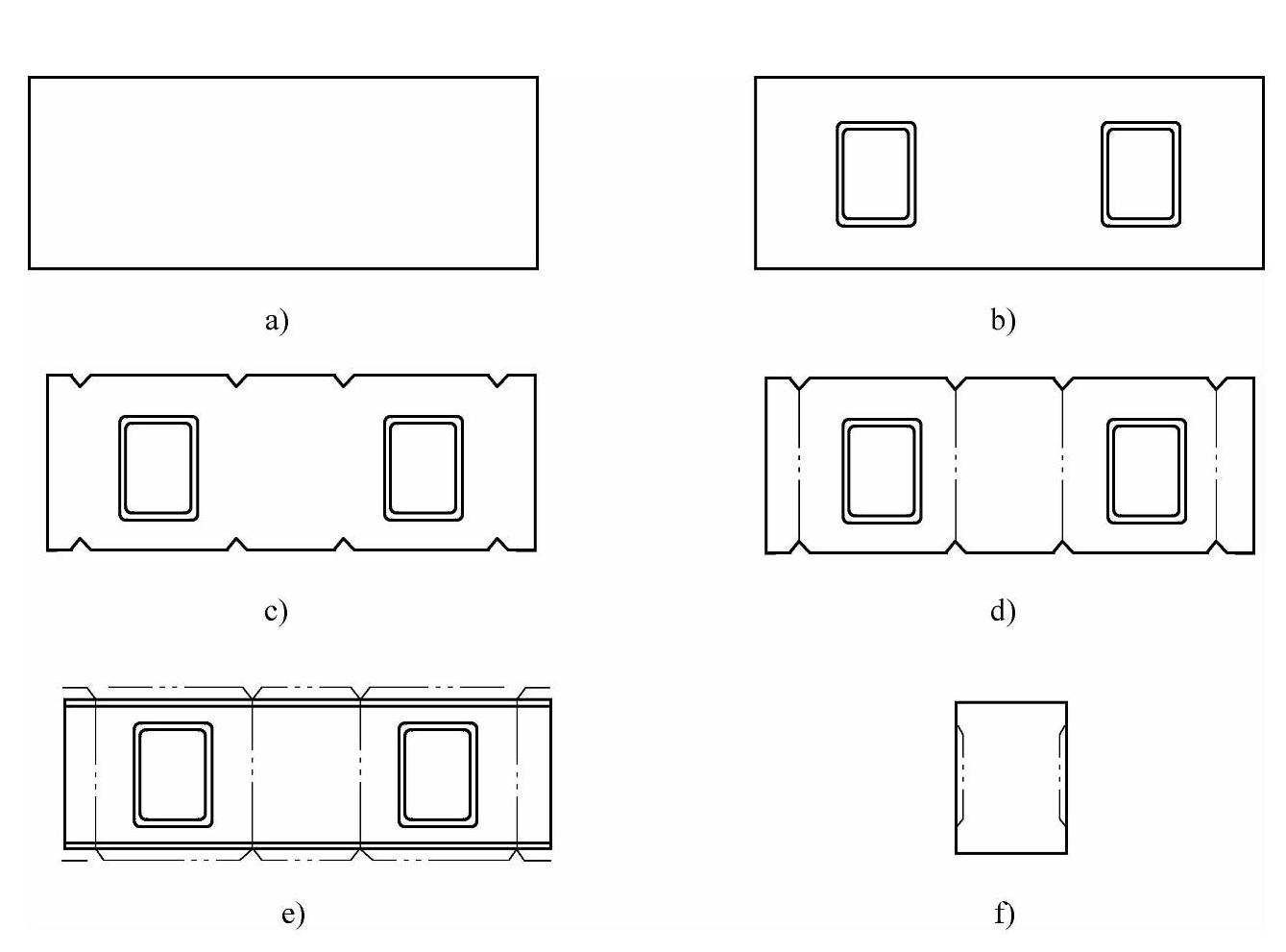
图3-71 三方围箍成形工艺
a)剪板开料 b)压凹 c)切边 d)压印 e)折边 f)手工折合成形
管材通过硬质合金模后,有光亮度要求的需要在下道工序中抛光,毛面管材则直接进入定尺切割、打捆工序。
图3-72所示是内径为φ100mm、壁厚为3mm的钢管生产线成形模具组图。
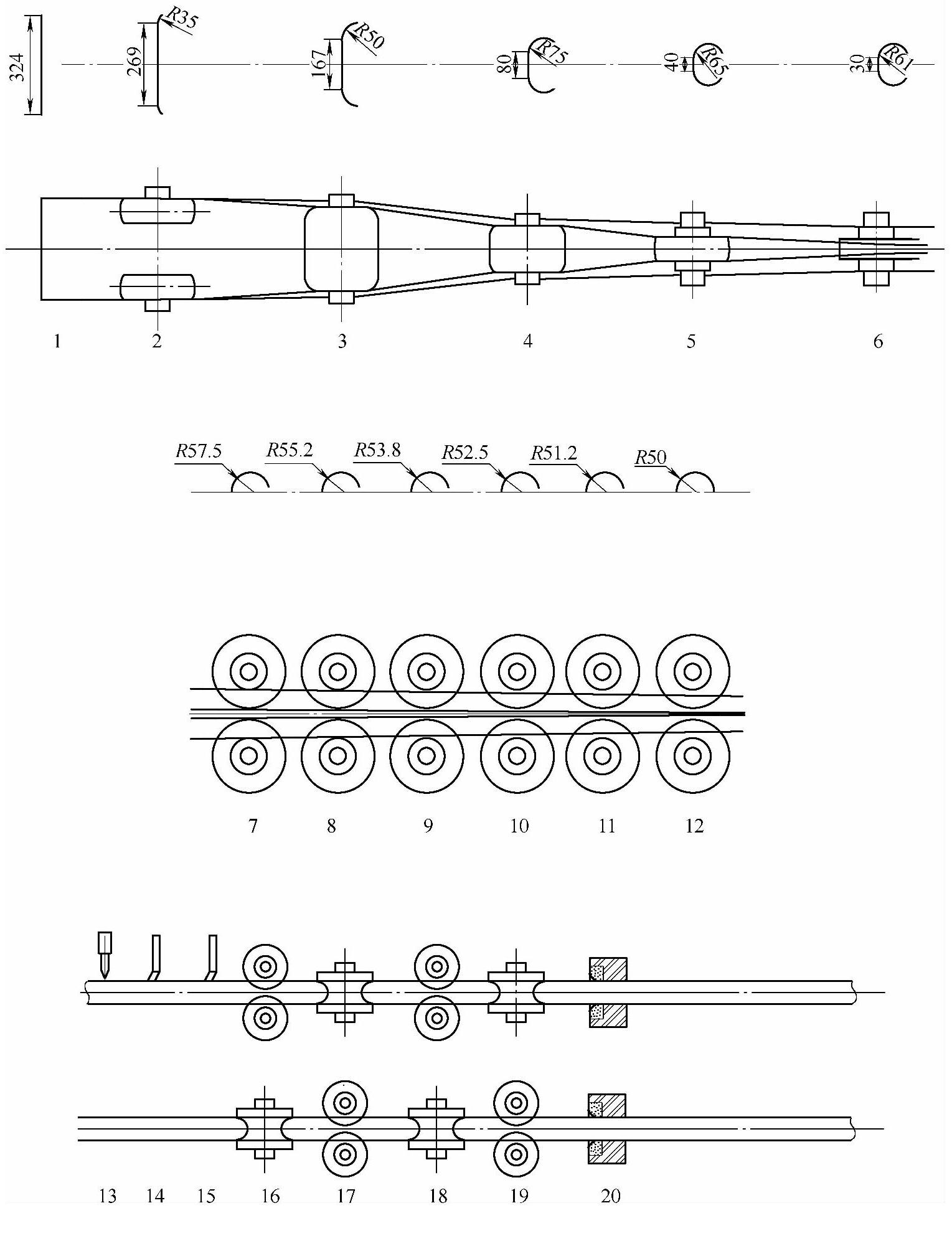
图3-72 钢管生产线成形模具组图
1—板型带料 2~6—垂直压轮 7~12—水平压轮 13—焊枪 14、15—焊瘤剃刀 16~19—整形滚轮 20—硬质合金整形模
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。