



【摘要】:冲压工序基本上可以分两大类型:分离工序和成形工序。分离工序是指金属板料受力后,应力超过材料的抗剪强度而使板料发生剪裂或局部剪裂。根据所要求的断面质量,这种分离工序又可分为以破坏形式实现分离的普通冲裁及以变形形式实现分离的精密冲裁两种形式。综上所述,冲压工序按冲压变形方式可分为如下两种基本型:1)分离工序,包括切断、剖切、落料、冲孔、切舌、切边、整修、剪边、圆盘剪裁、滚剪、摇剪和分条等,见表1-1。
由于冲压加工的零件形状及尺寸、精度要求、批量大小、原材料性能等不同,所采用的冲压工艺方法是多种多样的。冲压工序基本上可以分两大类型:分离工序和成形工序。
分离工序是指金属板料受力后,应力超过材料的抗剪强度而使板料发生剪裂或局部剪裂。其目的是在冲压过程中,使工件(或坯料)与板料沿一定的轮廓线相分离。根据所要求的断面质量,这种分离工序又可分为以破坏形式实现分离的普通冲裁及以变形形式实现分离的精密冲裁两种形式。而每种工序又包括很多冲裁形式,如落料、切边、冲孔等。
成形工序是指坯料受外力后,应力超过了材料的屈服强度,经过塑性变形,成为具有一定形状的加工工序。其目的是使冲压坯料在不产生裂纹的条件下,发生塑性变形并转化成为所要求的工件形状。这种变形形式很多,如弯曲、拉深、冷挤压、胀形等工序。
为了进一步提高冲压生产效率,有时常常把两个以上基本工序合并成一个工序,即称为复合工序,如落料→冲孔,落料→拉深→切边以及落料→冲孔→弯曲等。这些不同工序的复合可根据工件所要求的实际情况来进行,多数是通过改进冲模结构来实现的。复合工序赖以生产的模具称为复合模,是一种很有发展前途的高效模具,它可以大大提高生产效率和降低工件的成本,便于自动化生产。
综上所述,冲压工序按冲压变形方式可分为如下两种基本型:
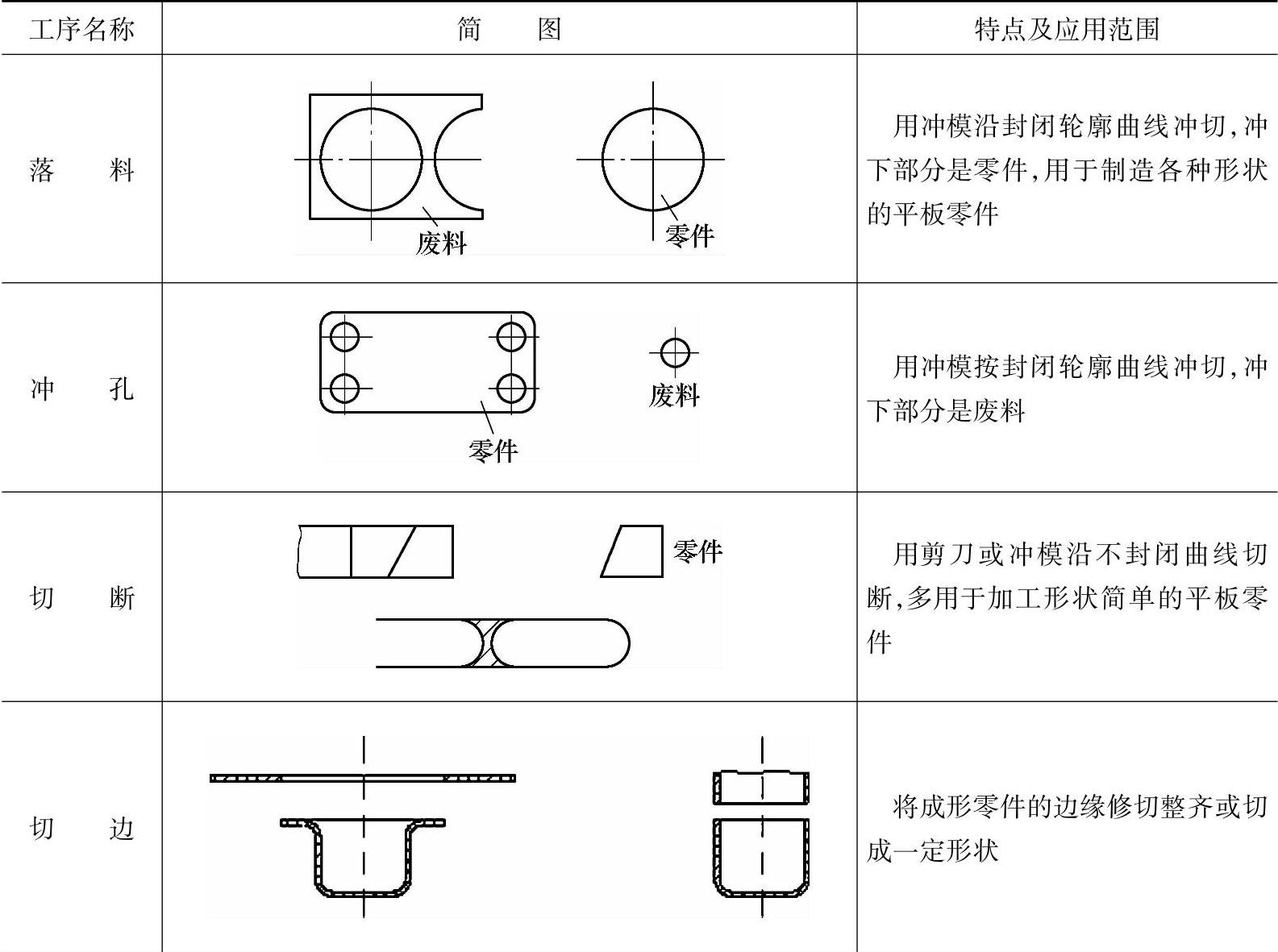
1)分离工序,包括切断、剖切、落料、冲孔、切舌、切边、整修、剪边、圆盘剪裁、滚剪、摇剪和分条等,见表1-1。
表1-1 分离工序
 (https://www.xing528.com)
(https://www.xing528.com)
(续)

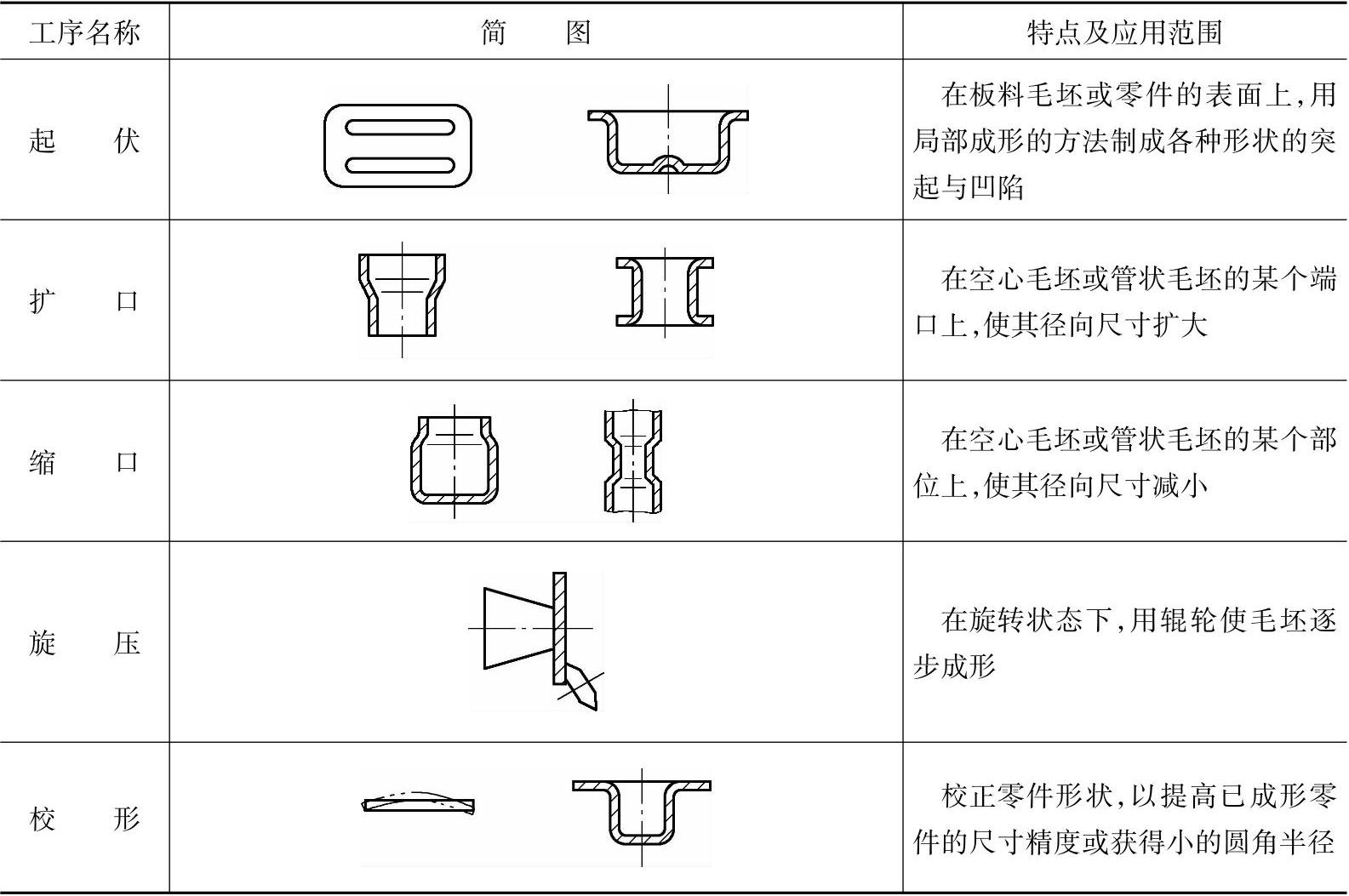
2)成形工序,包括冷挤压、弯曲、拉深、翻边、胀形、缩口、辗压、卷边、起凸和压印等,见表1-2。
表1-2 成形工序

(续)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。