



1.抗磨白口铸铁
抗磨白口铸铁是常用的一大类金属抗磨材料,其主要特点是硬度较高,组织为强韧的金属基体支撑着高硬度的碳化物。根据使用情况,可用普通抗磨白口铸铁,也可用低、中、高合金抗磨白口铸铁。
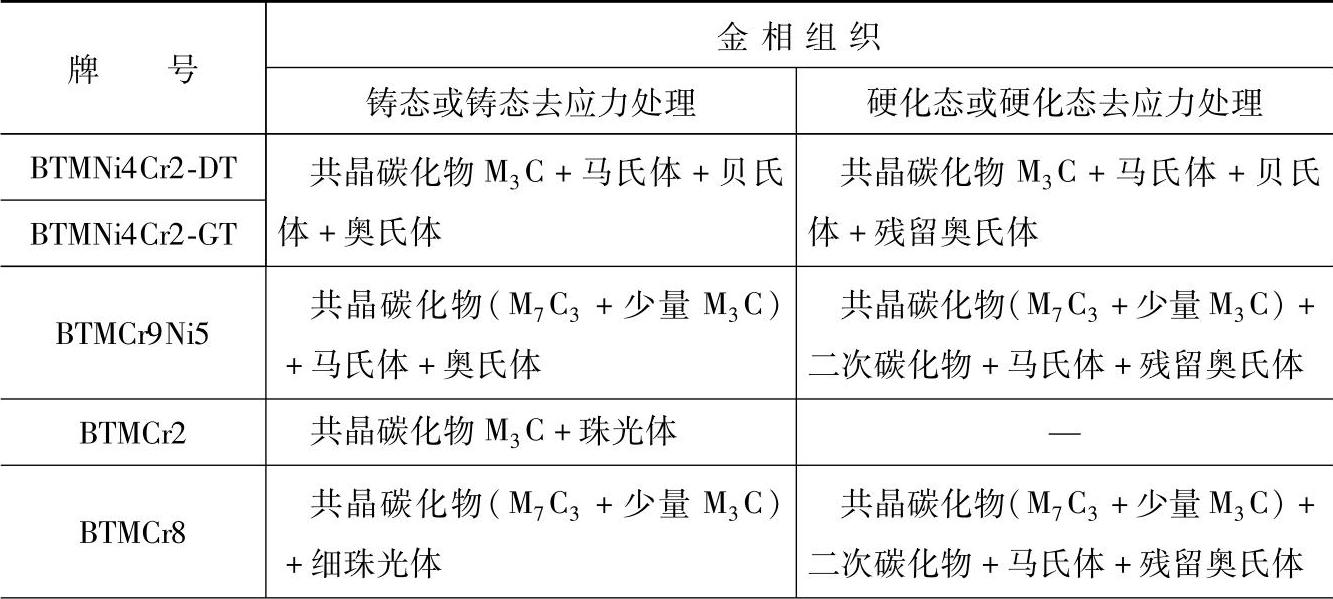
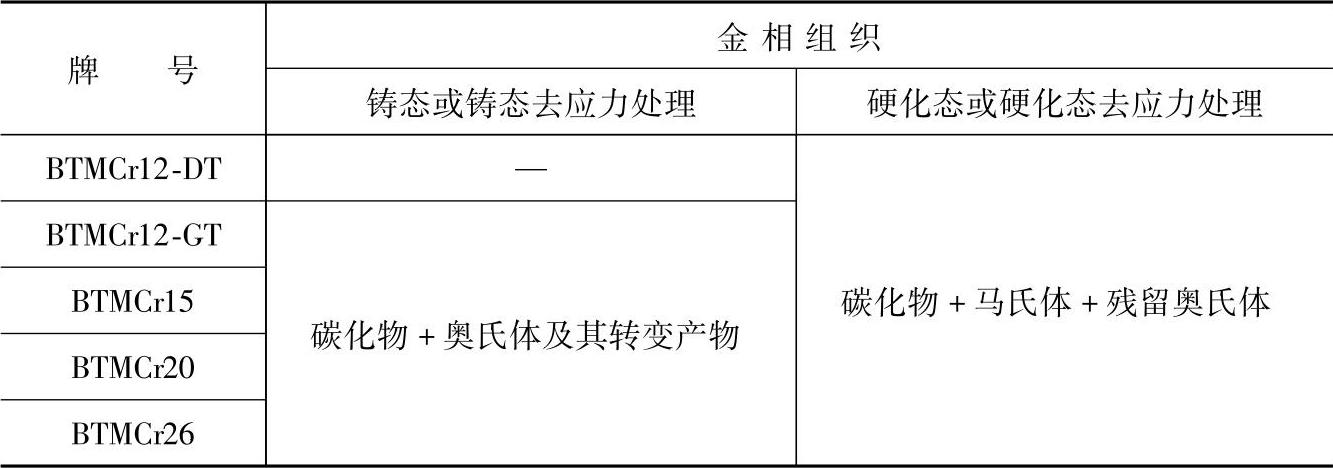
GB/T 8263—2010《抗磨白口铸铁件》规定了抗磨白口铸铁的牌号、化学成分,见表3-94。一般情况下抗磨白口铸铁件硬度应符合表3-95的规定,如果需方对硬度有特殊要求,则由供需双方商定。抗磨白口铸铁件的热处理规范、金相组织,分别见表3-96和表3-97。
表3-94 抗磨白口铸铁的牌号及化学成分(GB/T 8263—2010)
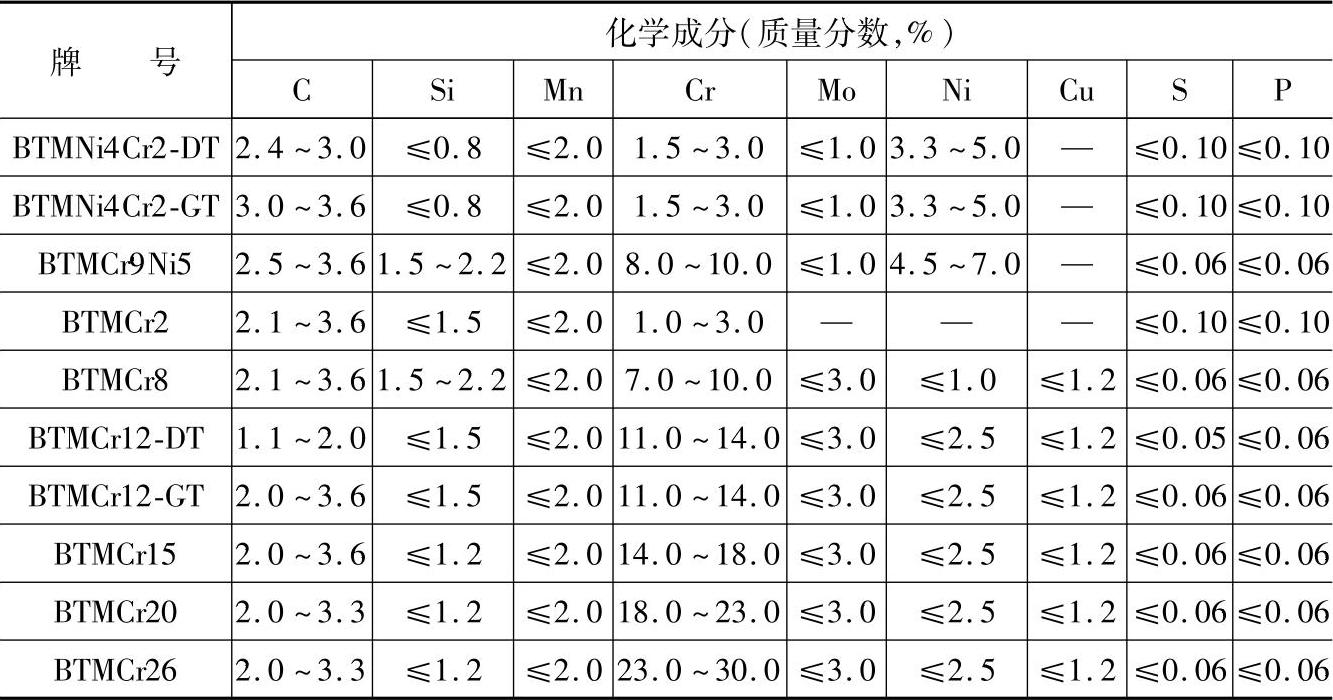
注:1.牌号中,“DT”和“GT”分别是“低碳”和“高碳”的汉语拼音大写字母,表示该牌号含碳量的高低。
2.允许加入微量V、Ti、Nb、B和RE等元素。
表3-95 抗磨白口铸铁件的硬度(GB/T 8263—2010)

注:1.洛氏硬度值(HRC)和布氏硬度值(HBW)之间没有精确的对应值,因此,这两种硬度值应独立使用。
2.铸件断面深度40%处的硬度应不低于表面硬度值的92%。
表3-96 抗磨白口铸铁件热处理规范(GB/T 8263—2010)
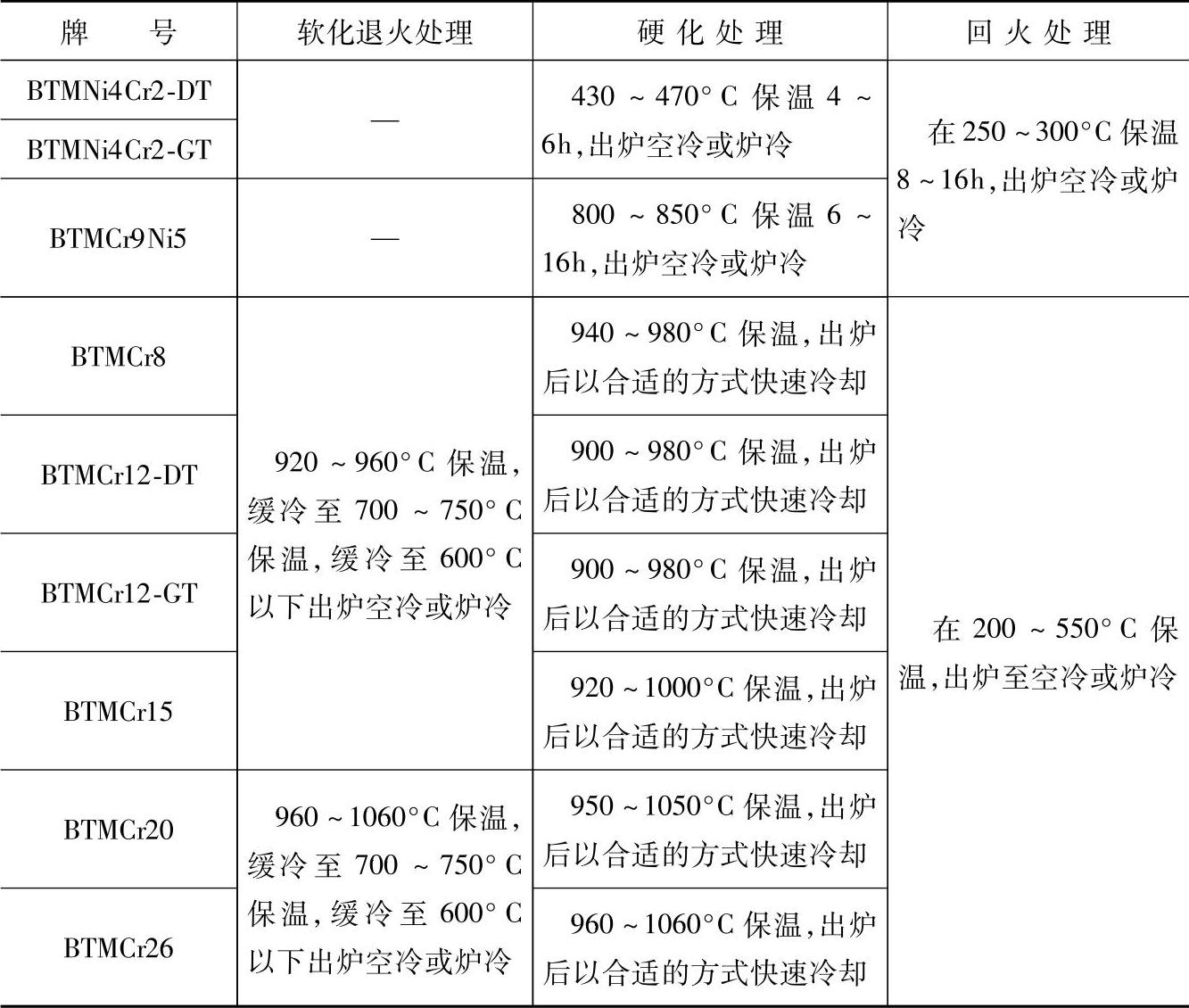
注:1.热处理规范中保温时间主要由铸件壁厚决定。
2.BTMCr2经200~650°C去应力处理。
表3-97 抗磨白口铸铁件的金相组织(GB/T 8263—2010)
(续)
GB/T 24597—2009对铬锰钨系抗磨铸铁件规定了6个牌号,其牌号和化学成分见表3-98,硬度见3-99。淬硬深度不作产品的验收依据,必要时,由供需双方参照表3-100商定。
表3-98 铬锰钨系抗磨铸铁的牌号和化学成分(GB/T 24597—2009)(https://www.xing528.com)
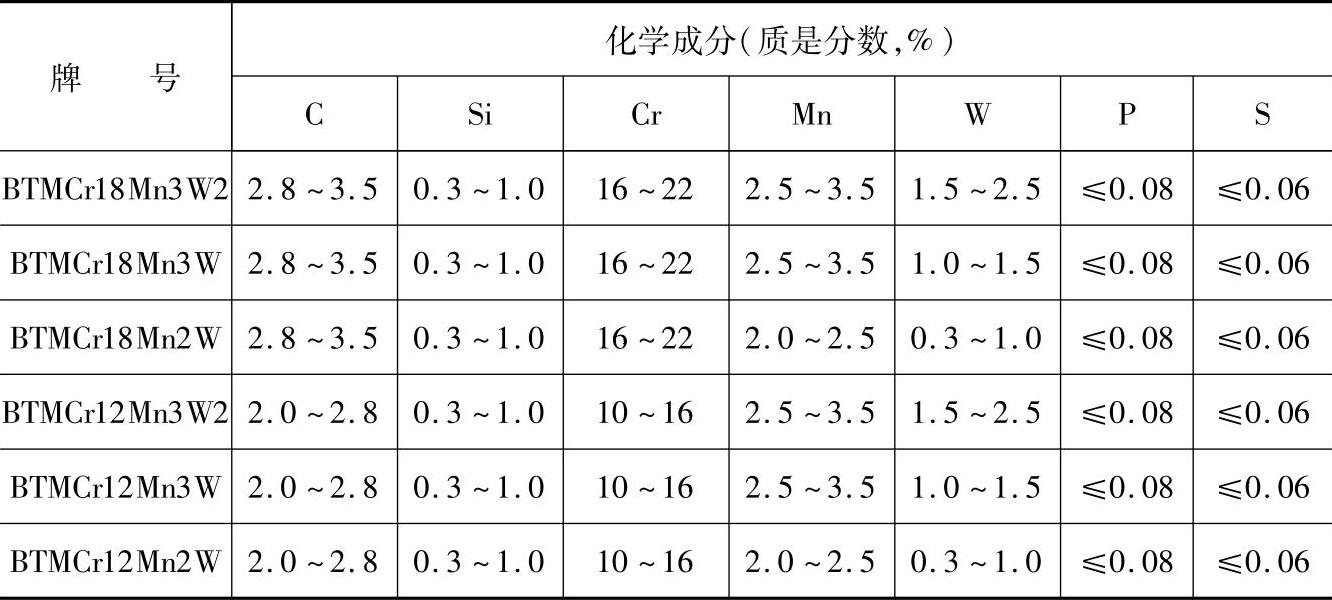
注:铬碳比须≥5。
表3-99 铬锰钨系抗磨铸铁件的硬度(GB/T 24597—2009)
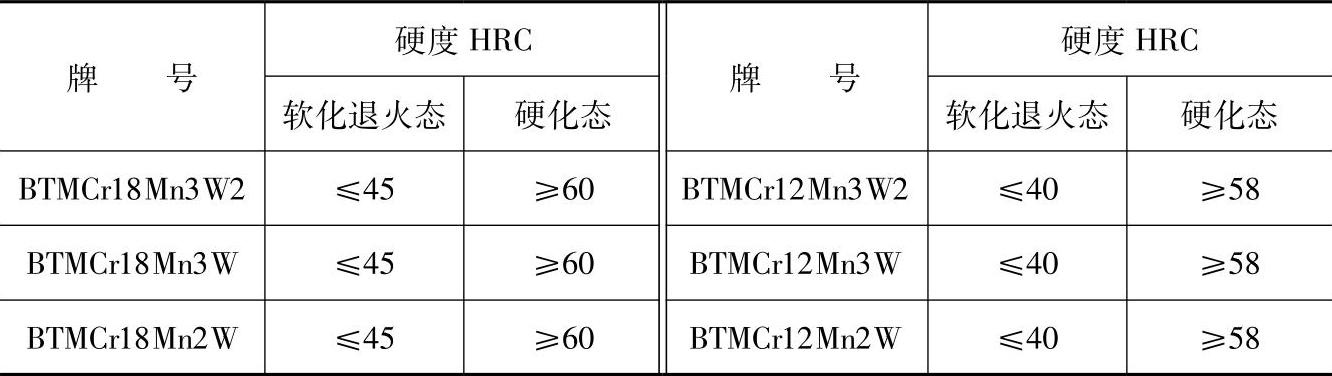
注:铸件断面深度40%部位的硬度应不低于表面硬度值的96%。
表3-100 铬锰钨系抗磨铸铁件淬硬深度(GB/T 24597—2009)
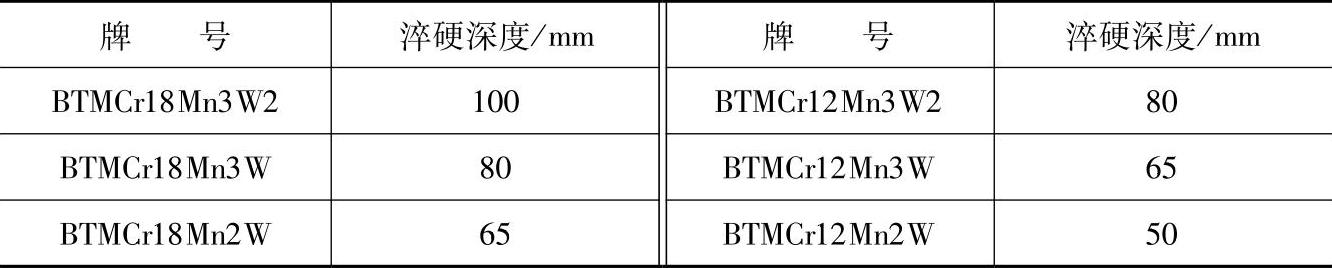
注:淬硬深度是指在风冷硬化条件下铸件心部硬度分别达到58HRC以上(BTM-Cr18Mn3W2、BTMCr18Mn3W、BTMCr18Mn2W)或56HRC以上(BTMCr12Mn3W2、BTMCr12Mn3W、BTMCr12Mn2W)的铸件厚度1/2处至铸件表面的距离。
2.抗磨球墨铸铁抗磨球墨铸铁的化学成分、金相组织和力学性能等见表3-101。
表3-101 抗磨球墨铸铁的化学成分、金相组织和力学性能
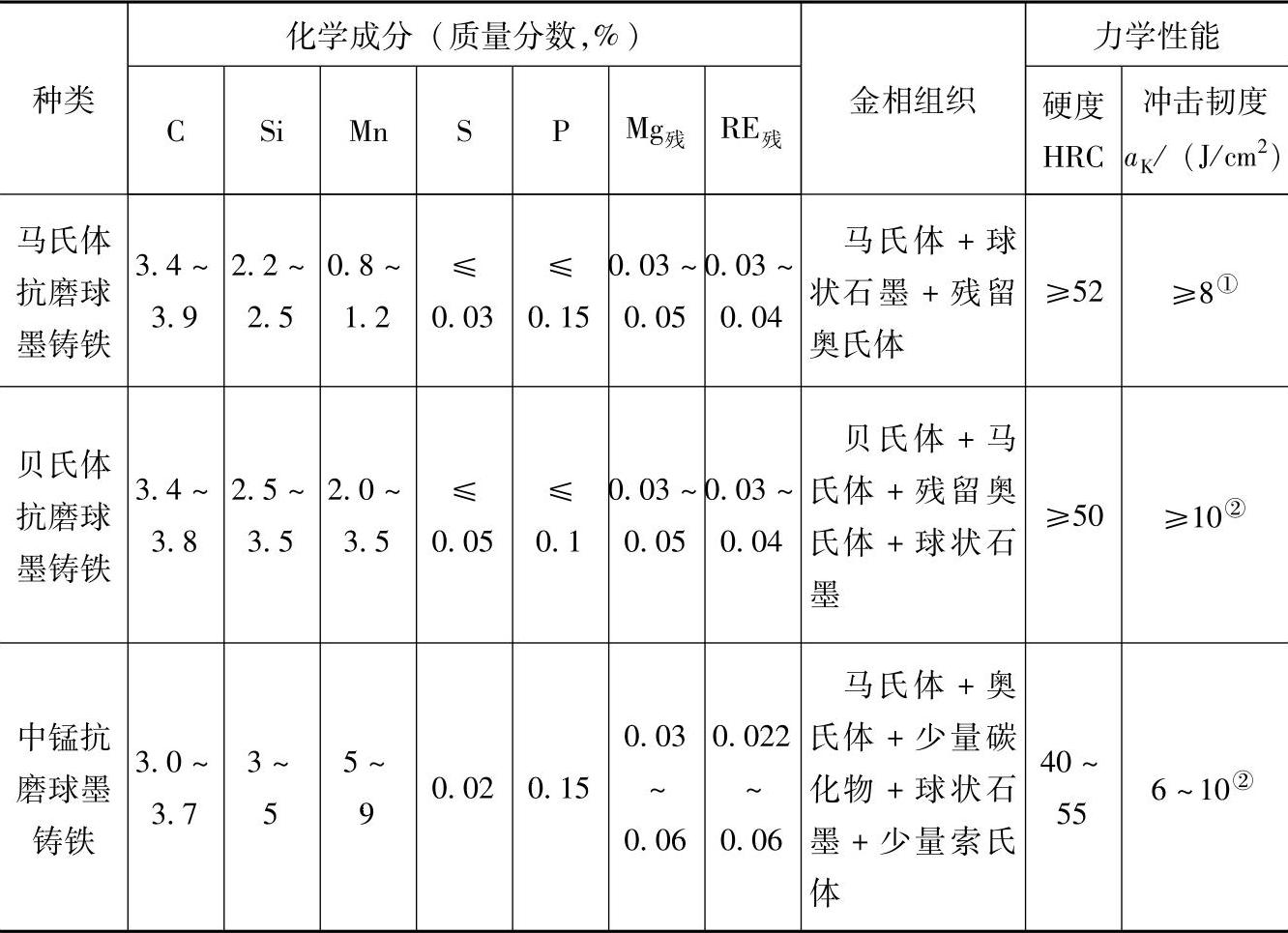
①冲击韧度试样:10mm×10mm×55mm,无缺口。
②冲击韧度试样:20mm×20mm×110mm,无缺口。
3.铸造磨球
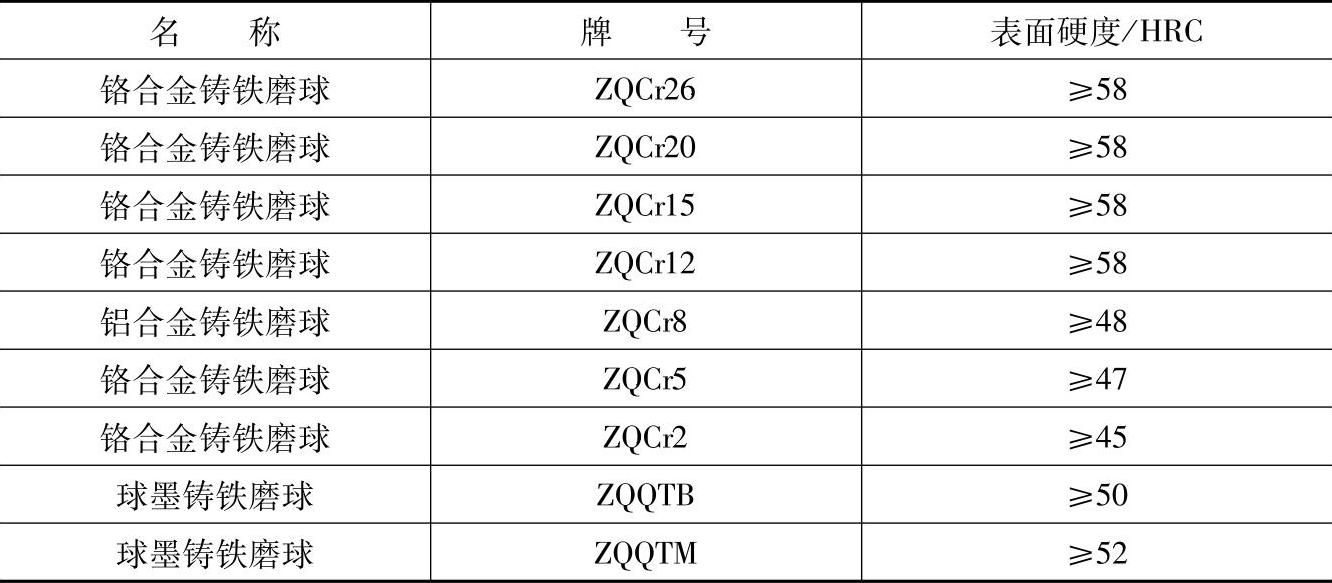
磨球是一种典型的抗磨铸铁件,GB/T 17445—2009规定了铸造磨球的牌号和化学成分,见表3-102。铸造磨球的表面硬度见表3-103。
表3-102 铸造磨球的牌号和化学成分(GB/T 17445—2009)
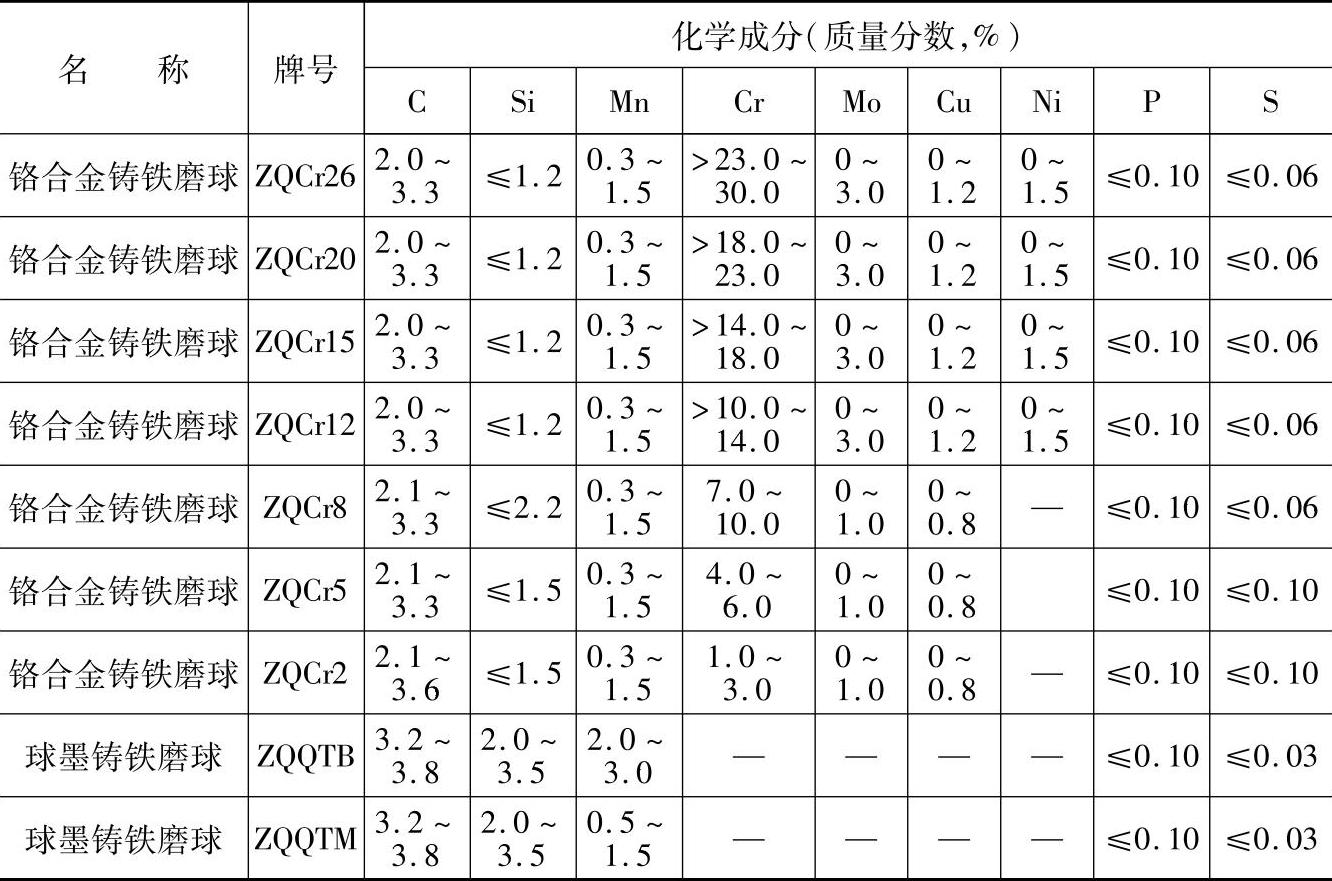
表3-103 铸造磨球的表面硬度
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。