



1.用模数法确定铸钢件的冒口
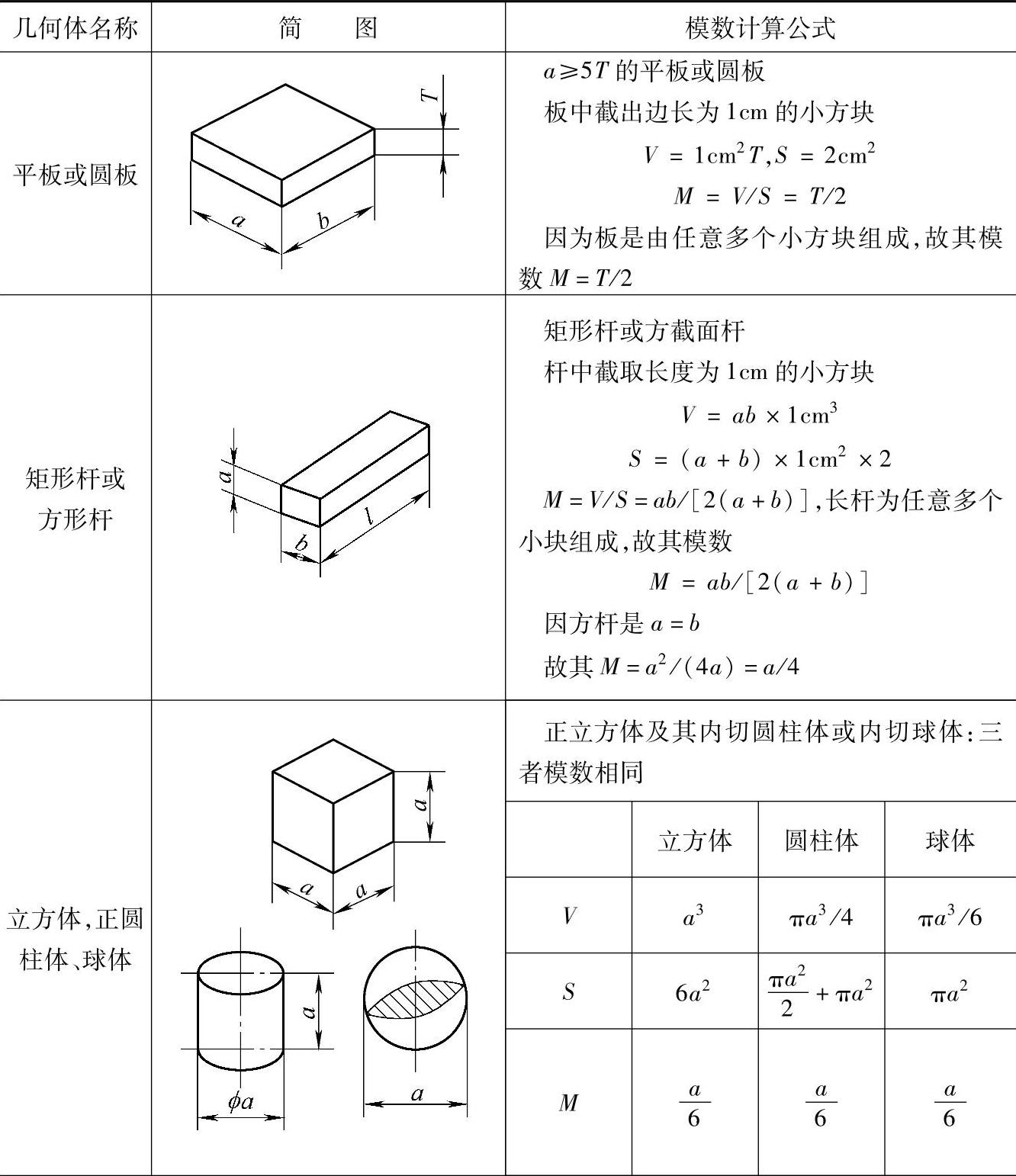
先将铸件或被补缩部位划分为若干简单的形状或加以简化,再参考表2-52和表2-53,算出铸件或被补缩部分的模数MC。
表2-52 几种简单几何体的模数
(续)
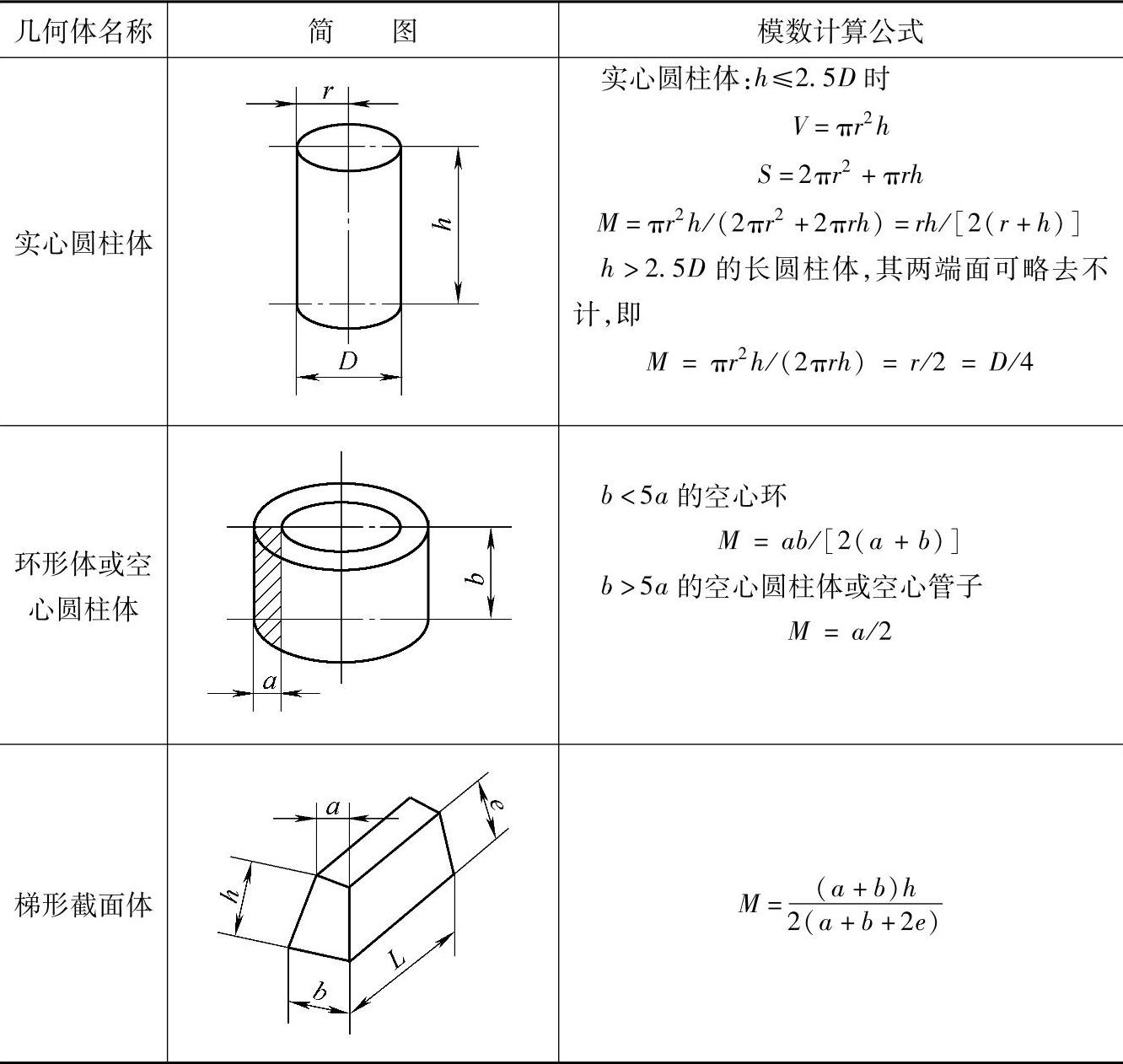
注:V—体积,S—冷却表面面积,M—模数。
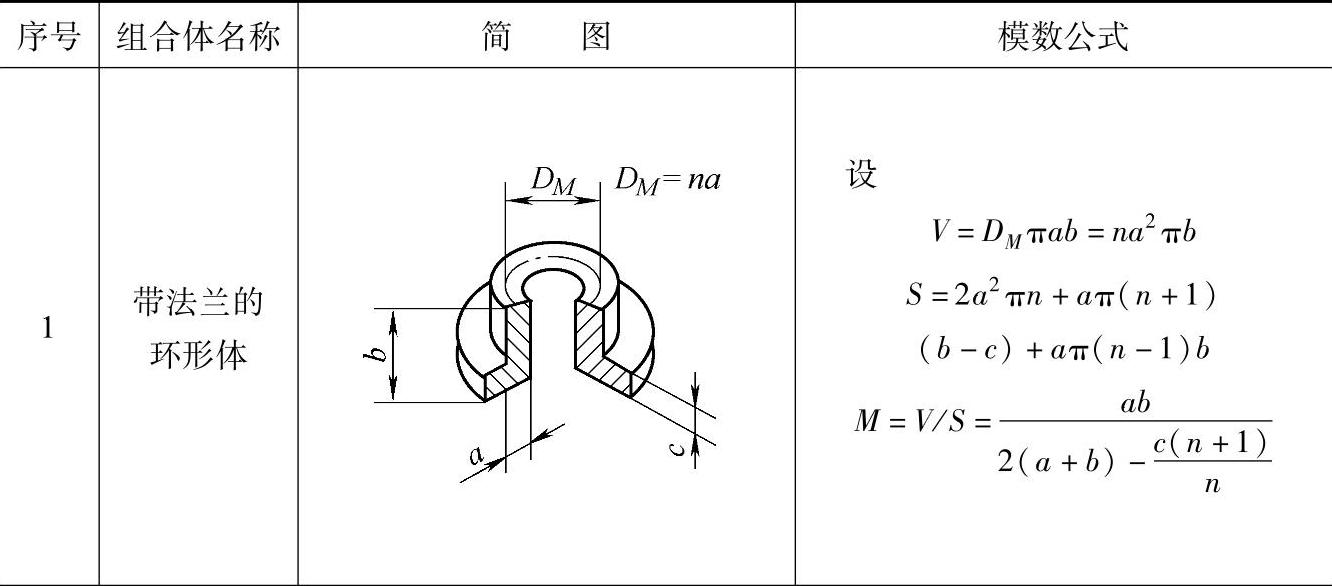
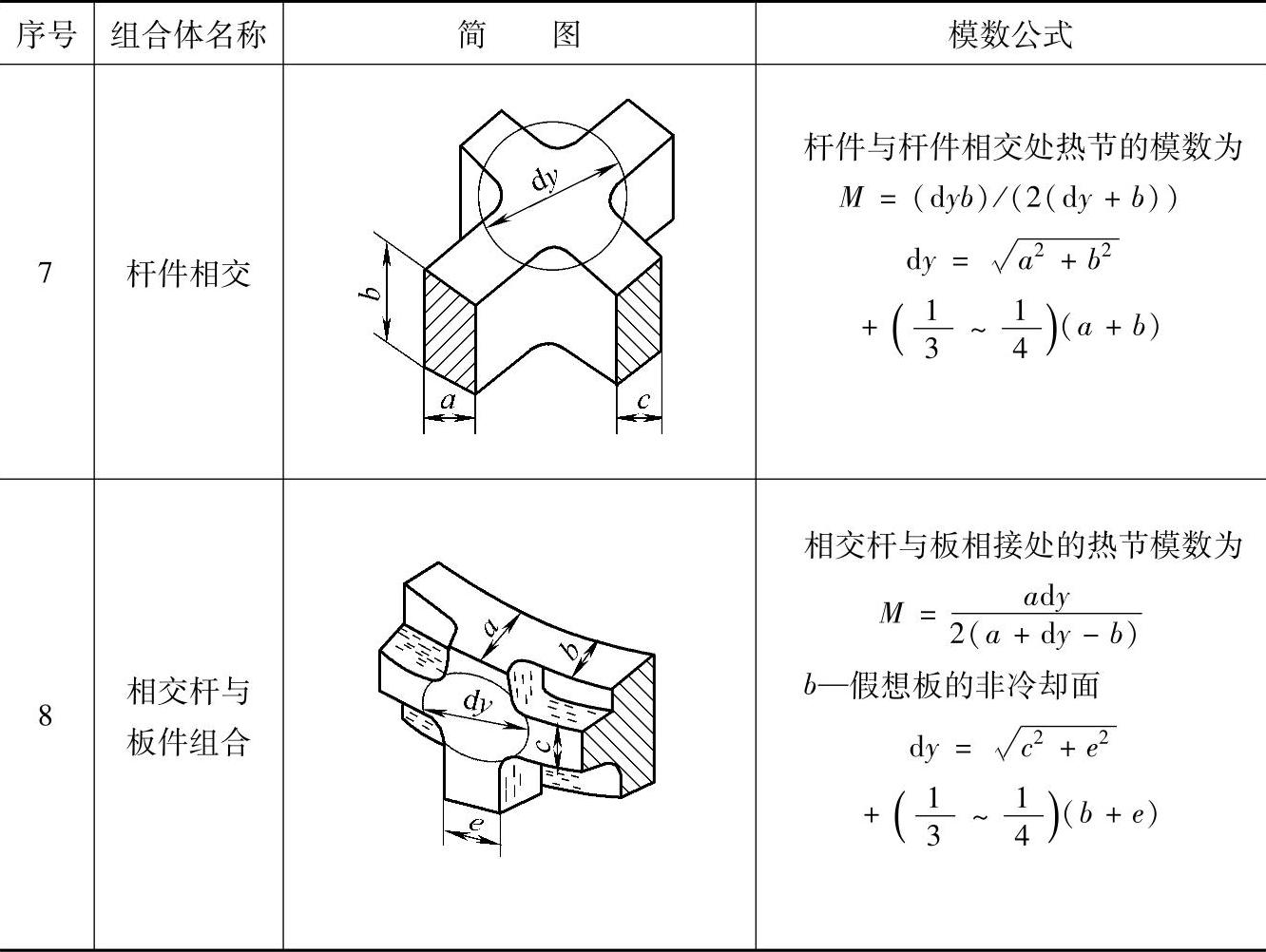
表2-53 几种简单几何组合体的模数
(续)
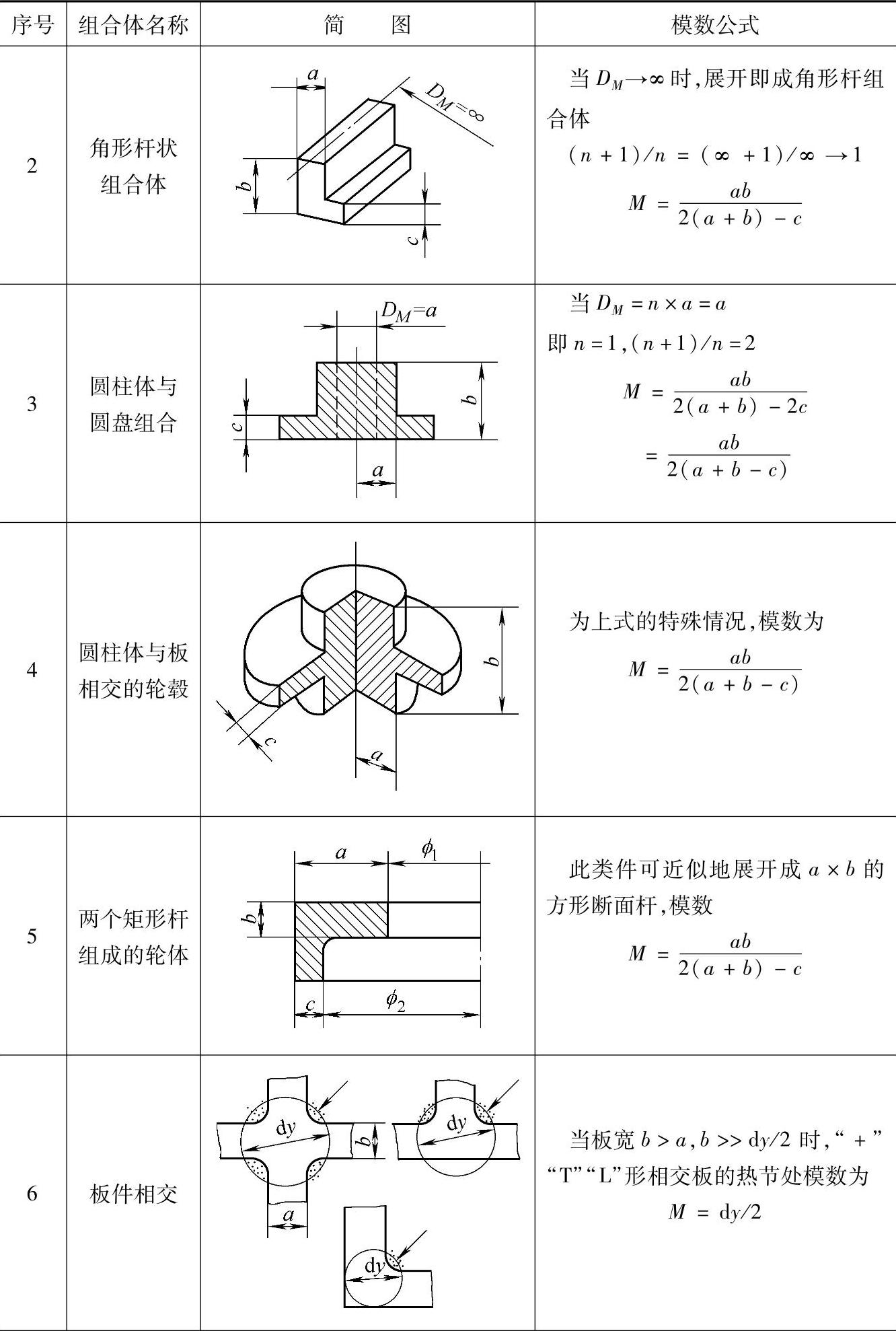
(续)
取冒口的模数MR=fMC。
对于明冒口,取f=1.2;对于顶暗冒口,取f=1.1。
对于侧冒口,冒口颈模数MN、冒口模数MR、铸件模数MC一般取如下比例:
MC∶MN∶MR=1∶1.1∶1.2
当金属液流经侧冒口再充填型腔时,可取:
MC∶MN∶MR=1∶(1~1.03)∶1.2
根据确定的冒口和冒口颈的模数,可选用标准冒口尺寸,但需校核所能补缩的最大铸件体积。
2.比例法(https://www.xing528.com)
一般工厂多使用比例法,也称热节圆法,即将铸件按图2-10分为不同类型,并确定需要补缩处的热节圆直径,然后,根据表2-54给出的冒口尺寸与热节圆直径之间的关系确定冒口尺寸。
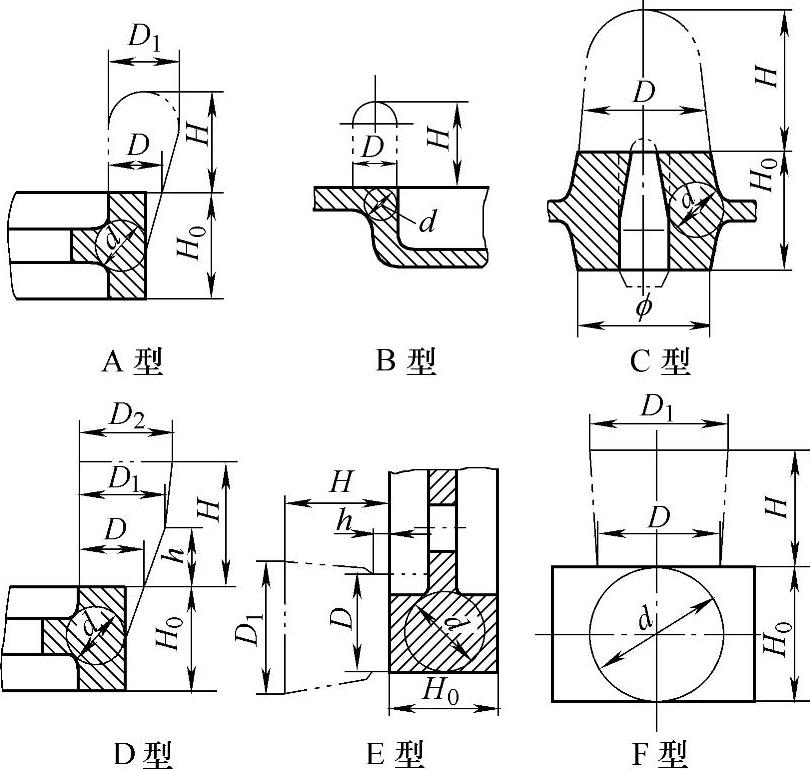
图2-10 普通顶冒口形式
表2-54 普通顶冒口尺寸
3.经验方法
此方法是前苏联确定冒口的经验方法,在我国也是一种实用方法,分水平补缩和垂直补缩两种情况。
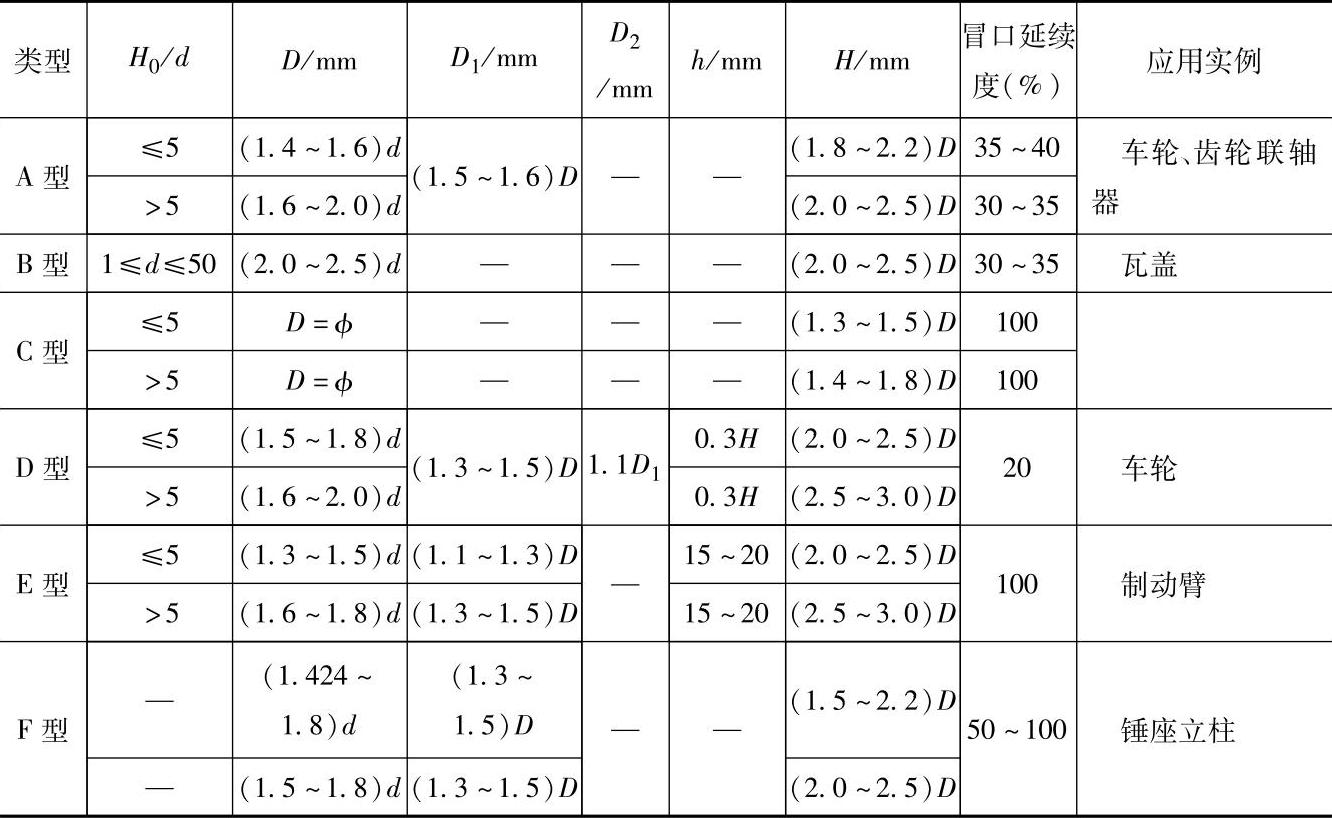
水平补缩时冒口尺寸可根据表2-55确定,垂直补缩时冒口尺寸可根据表2-56确定。
表2-55 水平补缩时冒口尺寸的确定
注:1.本表仅适用于碳素钢和低合金钢。
2.当冒口补缩距离与冒口直径(或宽度)之比不大于2时,或补浇冒口时,d/T取低值或中间值。
3.对球形冒口取H/d=1。
4.当铸件的高度相对于长度和宽度小得多时,可认为冒口对这种铸件主要作水平方向补缩。
表2-56 垂直补缩时冒口尺寸的确定
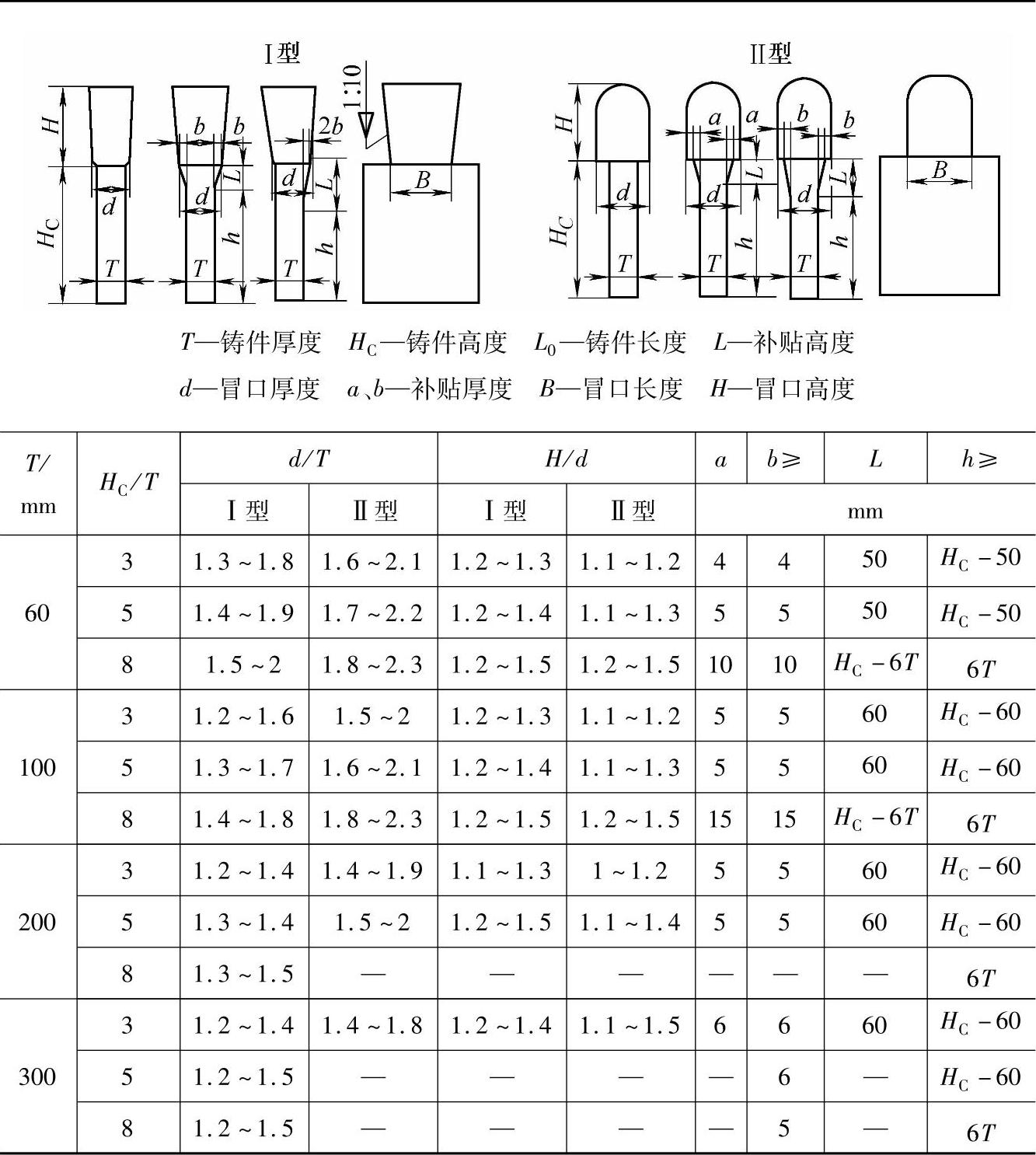
注:1.本表仅适用于碳素钢和低合金钢。
2.采用点浇冒口时,d/T取下限。
3.补贴L仅在冒口下方的模样部分(尺寸B)做出。
4.当铸件的高度相对于其他方向的尺寸大得多时,则可认为冒口主要按垂直方向补缩铸件。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。