



对于一型多件的浇注系统,要求在浇注过程中,各型腔都保持恒定的压头和相同的充型速度,以保证各型腔同时充满。为此,丹麦迪莎公司设计了压力式浇注系统,又称恒压等流量浇注系统,即以强封闭的截面积比为特征的浇注系统。
下面以圆盘状灰铸铁件为例介绍使用列线图确定内浇道的截面积。
(1)画模板布置图 根据模板尺寸和铸件尺寸,画出模板布置图,见图2-6。每型12个铸件,每排铸件所对应的静压头高度分别为:H1=150mm,H2=250mm,H3=350mm。
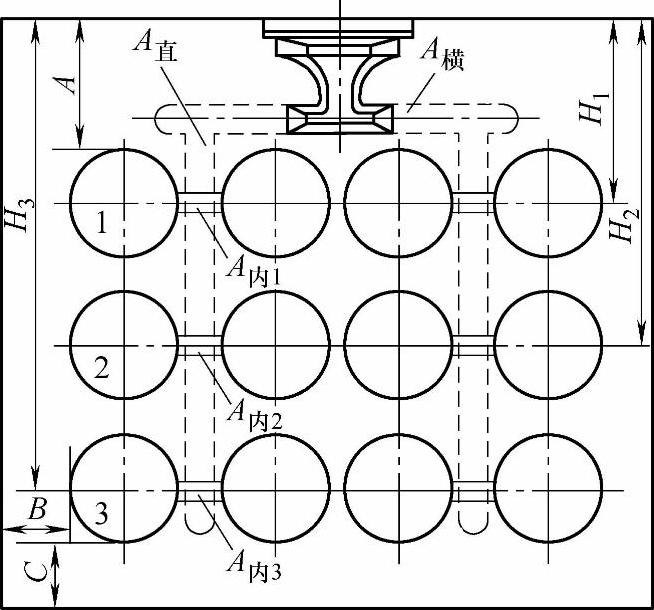
图2-6 垂直分型无箱造型模板布置图
(2)计算铸件质量 每个铸件质量为3kg。
(3)确定充型时间 垂直分型的浇注时间应与造型节拍相配合,造型生产线的生产率为360型/h,每造一型需10s,铸型输送及复位需2s,故浇注时间为8s,其中充满浇注系统需2s,所以,每个型腔充型时间为6s。
(4)确定内浇道截面积 依据以下条件可从图2-7查得内浇道截面积。
其中:铸件质量3kg,充型时间6s,流量损耗系数0.5(灰铸铁一般为0.5~0.6),3个静压头如上所述,查得3个内浇道截面积分别为:A内1=85mm2,A内2=65mm2,A内3=55mm2。
依据此方法,可通过图2-8和图2-9查得铝合金和铜合金的内浇道截面积。(https://www.xing528.com)
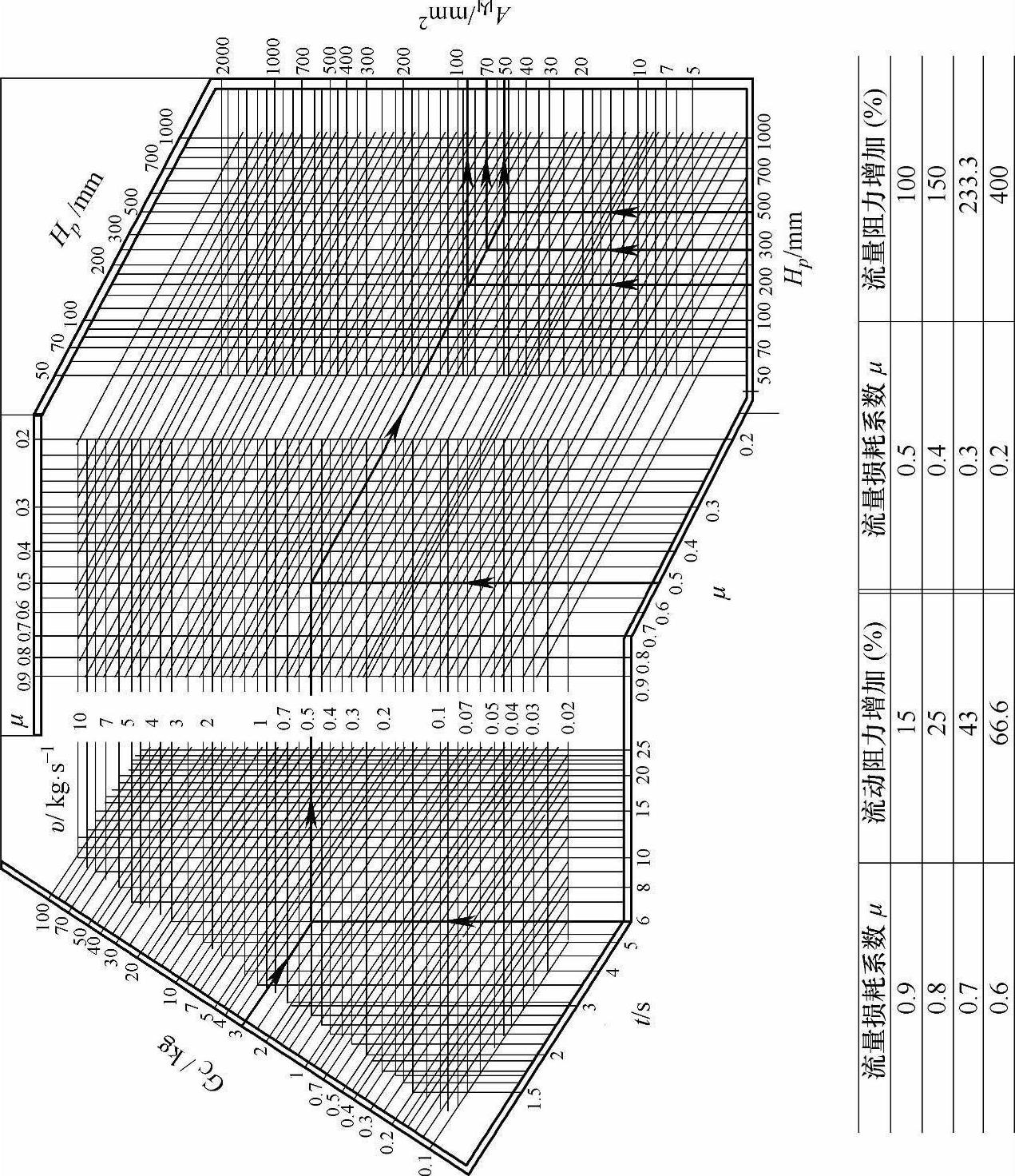
图2-7 铁基合金内浇道截面积列线图
Hp—金属液静压力头(mm) t—单个铸件充型时间(s) v—浇注速度(kg/s),v=Gc/t Gc—单个铸件质量(kg) μ—流量损耗系数 A内—内浇道截面积(mm) μ一流量损耗系数
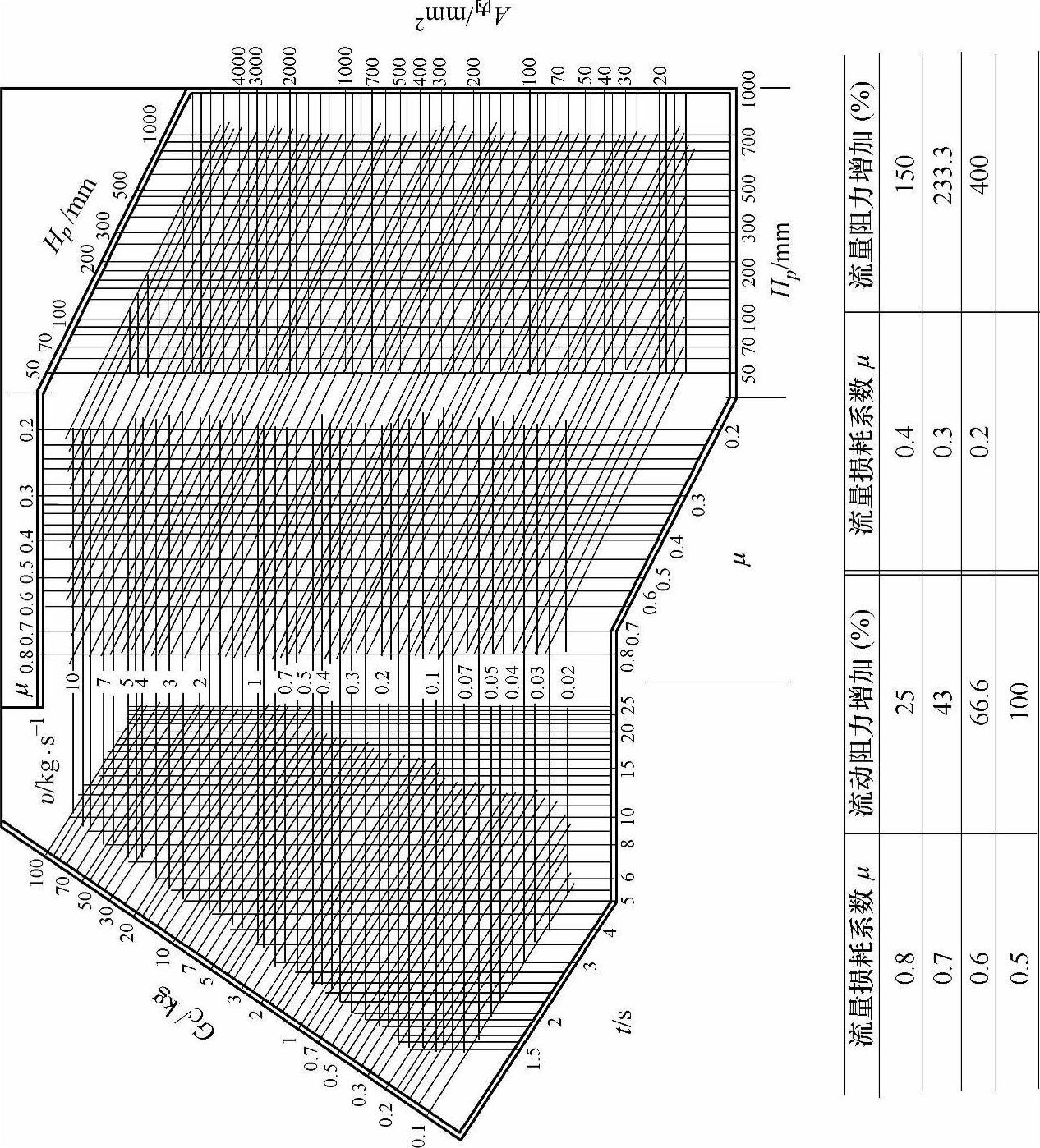
图2-8 铝合金内浇道截面积列线图
Gc—单个铸件重量(kg) t—单个铸件充型时间(s) v一浇注速度(kg/s),v=GC/L μ—流情损耗系数 Hp—金属液静压头(mm) A内-内浇道截面积(mm2)
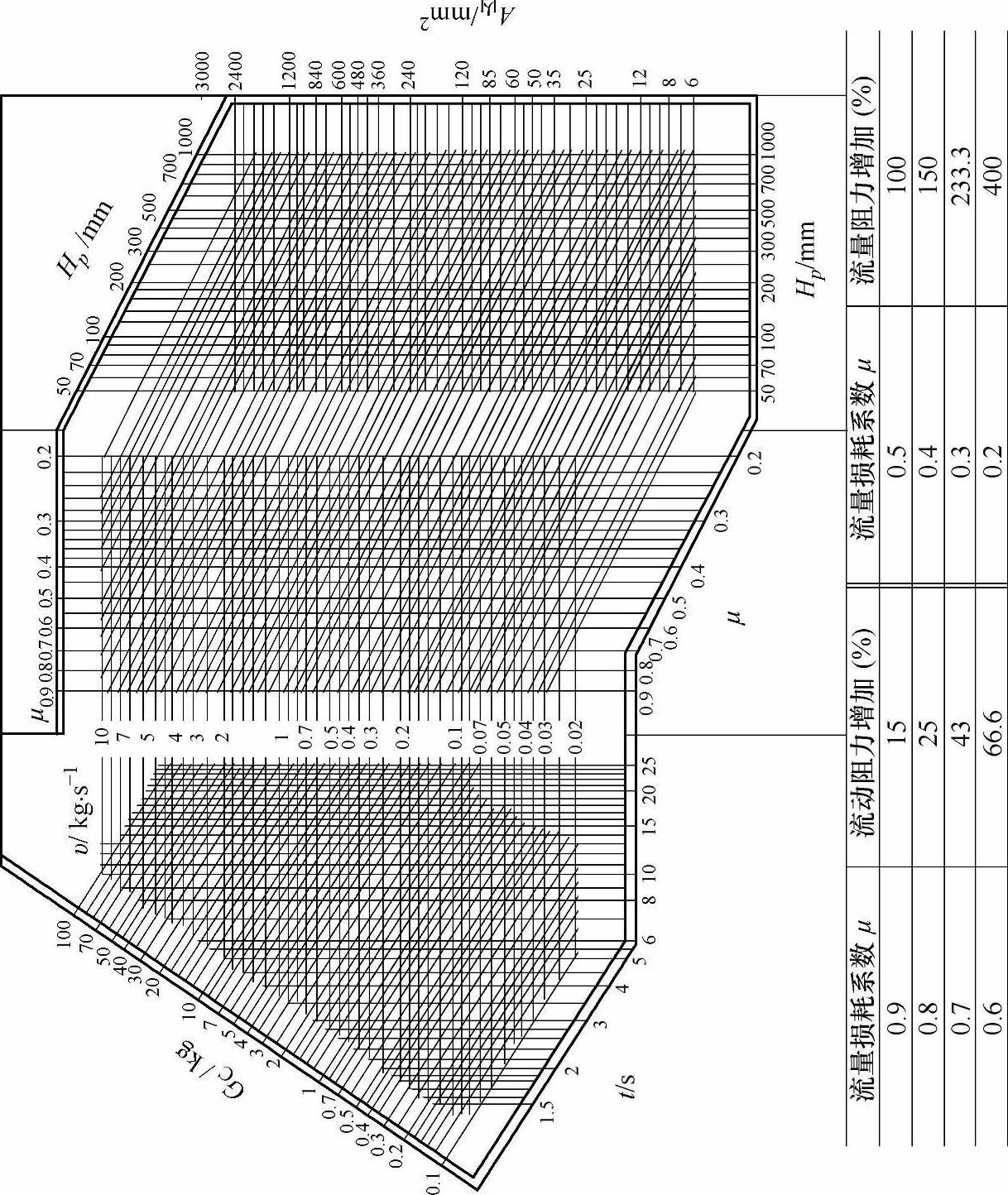
图2-9 钢合金内浇道截面积列线图
Gc一单个铸件重量(kg) t—单个铸件充型时间(s) v一浇注速度(kg/s),v=cc/t μ一流量损耗系数 Hp—金牲液静压头(mm) A内一内浇道截面积(mm2)
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。