



铣工(技师)技能鉴定试题
一、定位导柱加工
1.考件图样(见图2-47~图2-49)
2.准备要求
1)毛坯尺寸为95mm×85mm×53mm和85mm×55mm×25mm,各一件。
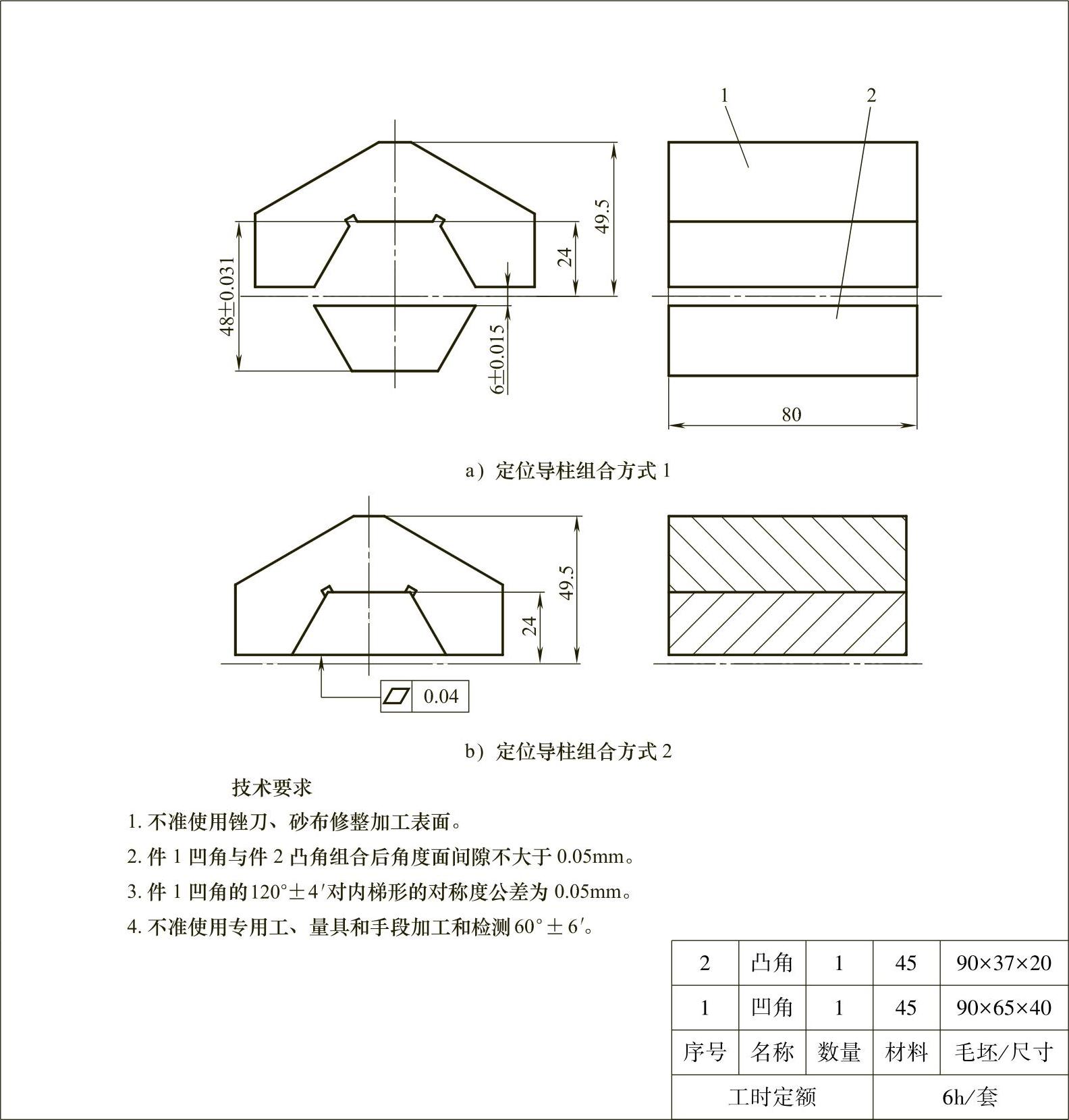
图2-47 定位导柱
2)工具、量具、夹具、刀具准备。
3.考核要求
1)考件的各尺寸、几何公差、表面结构达到图样规定要求。
2)不准使用砂布对考件进行修整加工。
3)时间定额:6h(不含考前准备时间)。提前完工不加分,超时应停止考试。
4)安全文明生产:
①正确执行安全文明生产操作规程。
②按企业有关文明生产的规定,做到工作地整洁,工件、刀具、工具、夹具、量具摆放整齐。

图2-48 凹角
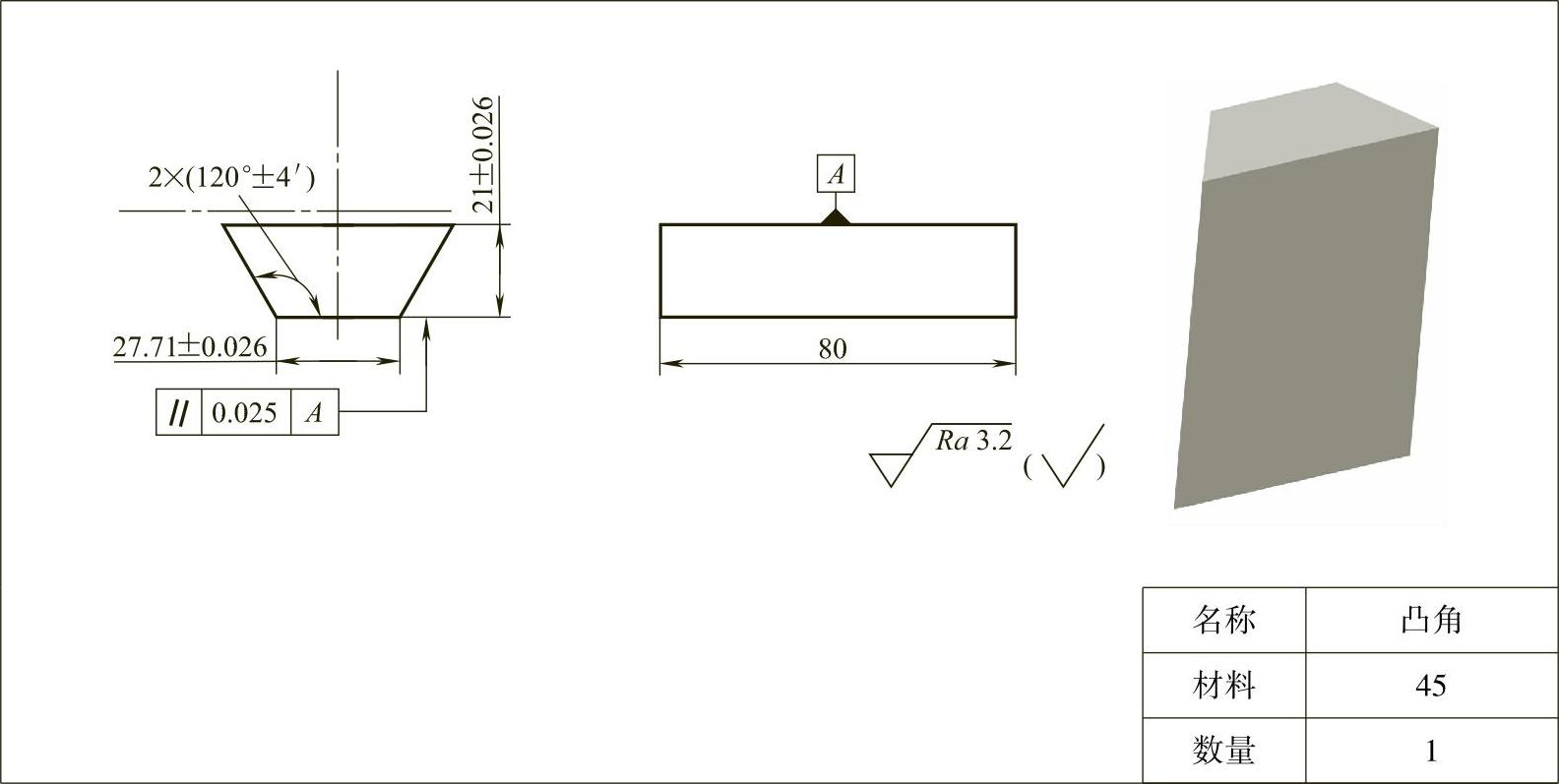
图2-49 凸角
4.考核项目及评分标准
1)采用百分制,本实操试题分值:30分(满分100分,得分按30%的权重计入总分)。
2)评分方法:按单项扣分、得分,见表2-30~表2-33。
表2-30 考件(权重得分)总分

表2-31 准备工作及工具使用评分表

表2-32 考件组合评分表

表2-33 凹角、凸角评分表

(续)

二、十字镶件加工
1.考件图样(图2-50~图2-53)

图2-50 十字镶件

图2-51 十字凸台

图2-52 十字凹座
2.准备要求
1)试件毛坯尺寸如图2-53所示。
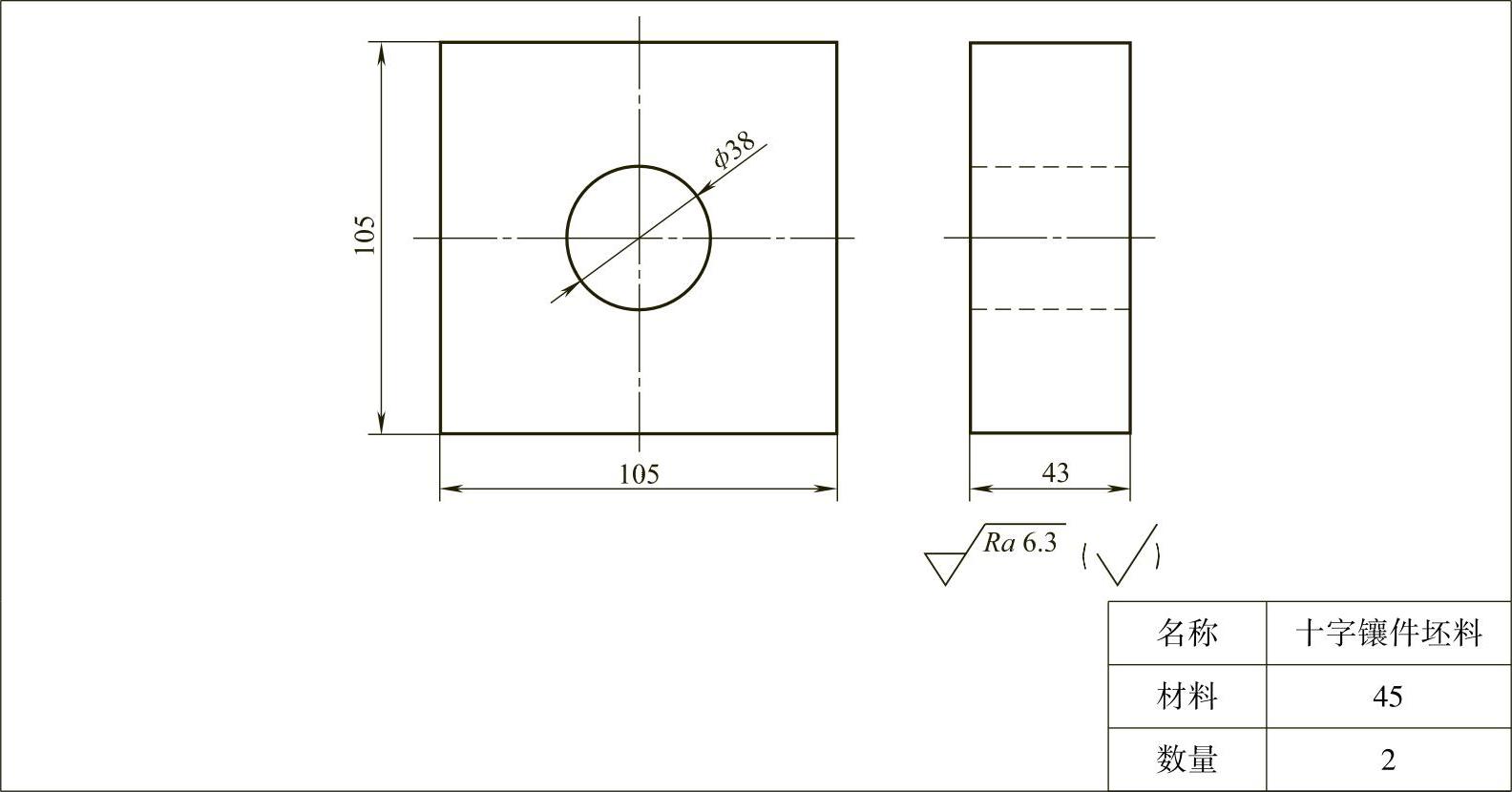
图2-53 十字镶件坯料
2)工具、量具、夹具、刀具准备。
3.考核要求
1)考件的各尺寸、几何公差、表面结构达到图样规定要求。
2)不准使用砂布对考件进行修整加工。
3)时间定额:7h(不含考前准备时间)。提前完工不加分,超时应停止考试。
4)安全文明生产:
①正确执行安全文明生产操作规程。
②按企业有关文明生产的规定,做到工作地整洁,工件、刀具、工具、夹具、量具摆放整齐。
4.考核项目及评分标准
1)采用百分制,本实操试题分值:30分(满分100分,得分按30%的权重计入总分)。
2)评分方法:按单项扣分、得分,见表2-34~表2-38。
表2-34 考件(权重得分)总分
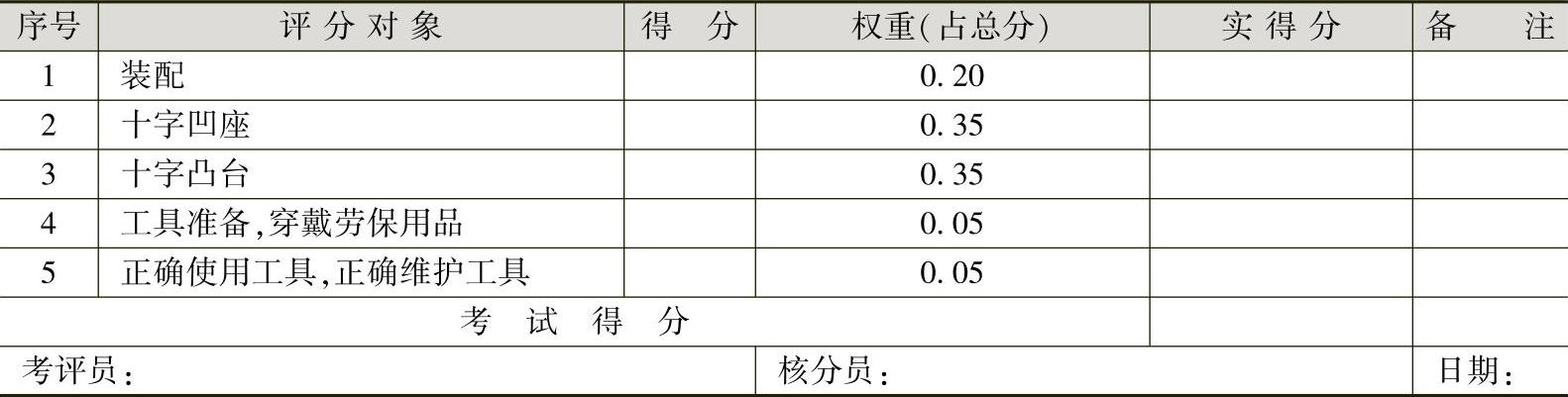
表2-35 准备工作及工具使用评分表

表2-36 考件组合评分表

表2-37 十字凹座评分表
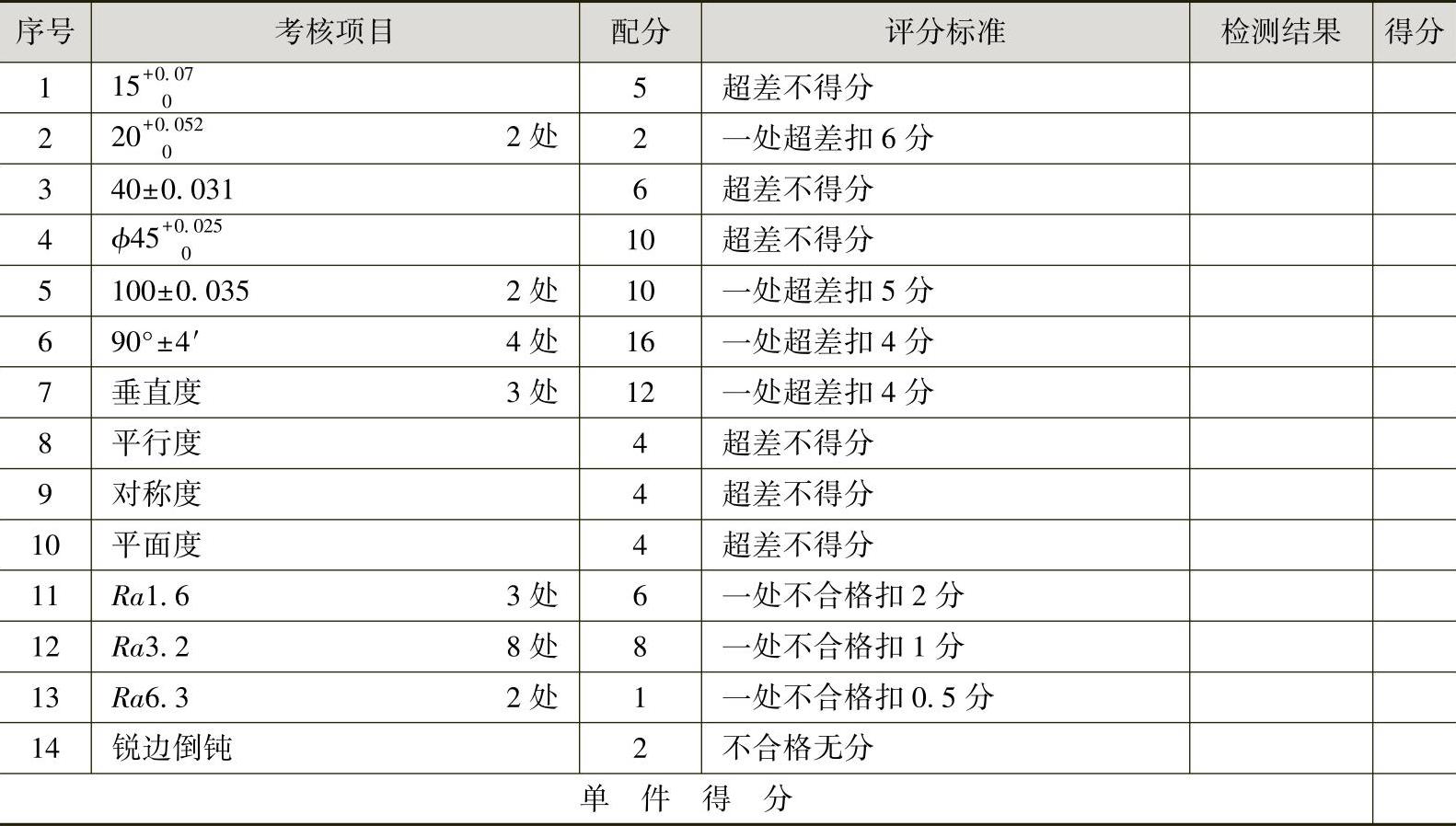
表2-38 十字凸台评分表

(续)

三、斜槽垫铁加工
1.考件图样(见图2-54~图2-56)
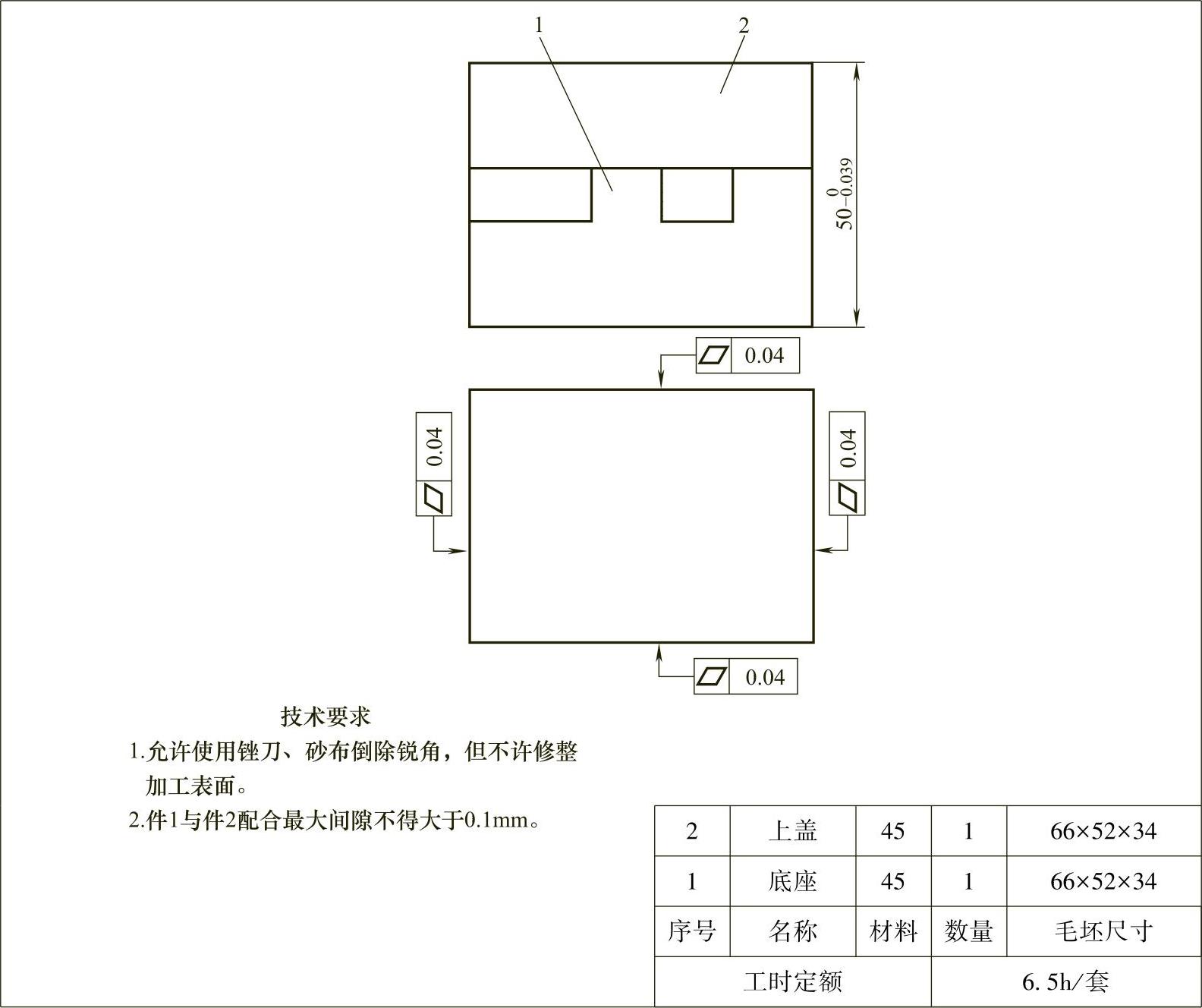
图2-54 斜槽垫铁
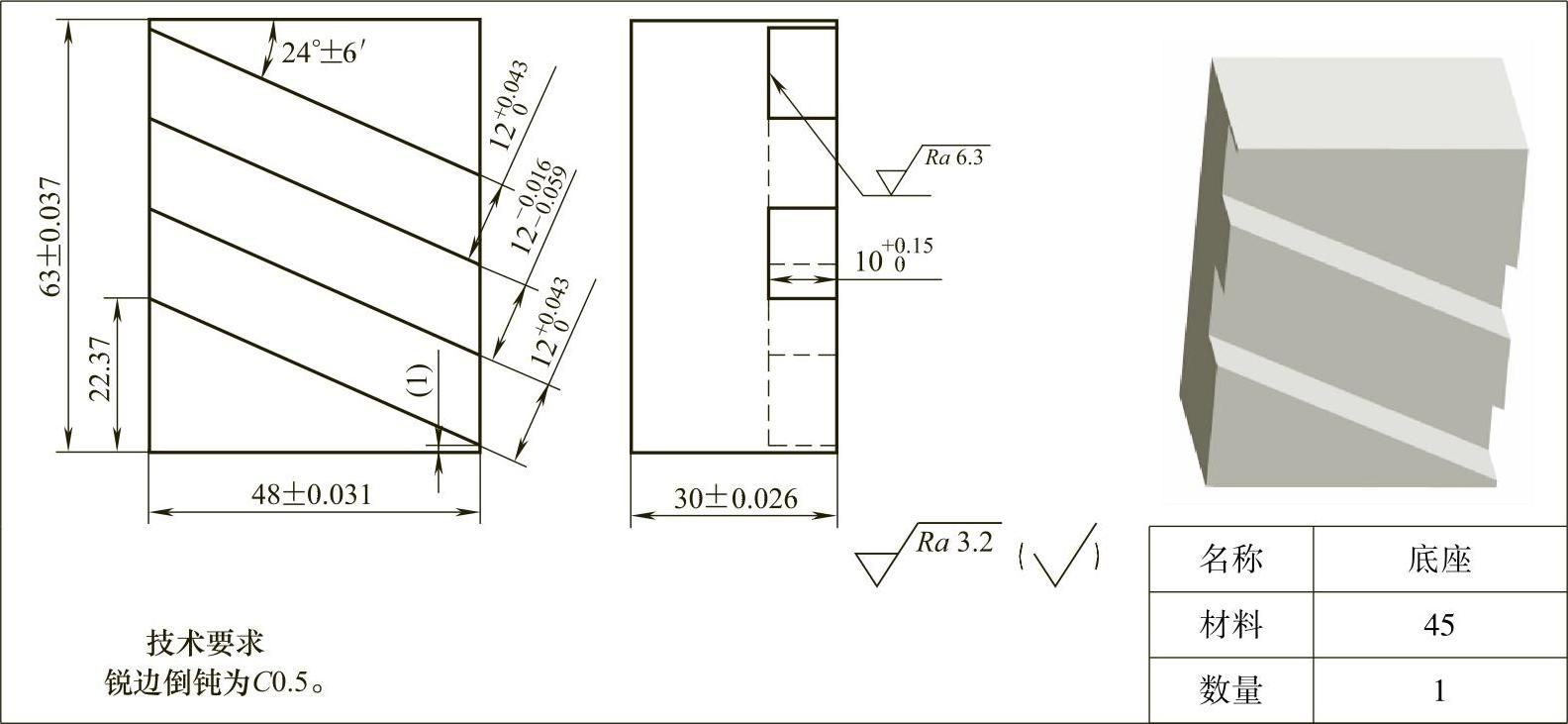
图2-55 底座

图2-56 上盖
2.准备要求
1)试件毛坯尺寸为66mm×52mm×34mm,数量为2件。
2)工具、量具、夹具、刀具准备。
3.考核要求
1)考件的各尺寸、几何公差、表面结构达到图样规定要求。
2)不准使用砂布对考件进行修整加工。
3)时间定额:6.5h(不含考前准备时间)。提前完工不加分,超时应停止考试。
4)安全文明生产:
①正确执行安全文明生产操作规程。
②按企业有关文明生产的规定,做到工作地整洁,工件、刀具、工具、夹具、量具摆放整齐。
4.考核项目及评分标准
1)采用百分制,本实操试题分值:30分(满分100分,得分按30%的权重计入总分)。
2)评分方法:按单项扣分、得分,见表2-39~表2-43。
表2-39 考件(权重得分)得分

表2-40 准备工作及工具使用评分表

表2-41 考件组合评分表

表2-42 底座评分表

表2-43 上盖评分表

四、错齿三面刃铣刀加工
1.考件图样(见图2-57)
2.准备要求
1)错齿三面刃铣刀毛坯料、心轴和平键如图2-58~图2-59所示。
2)工具、量具、夹具、刀具准备。
3.考核要求
1)考件的各尺寸、几何公差、表面结构达到图样规定要求。
2)不准使用砂布对考件进行修整加工。
3)时间定额:6h(不含考前准备时间)。提前完工不加分,超时应停止考试。
4)安全文明生产:
①正确执行安全文明生产操作规程。

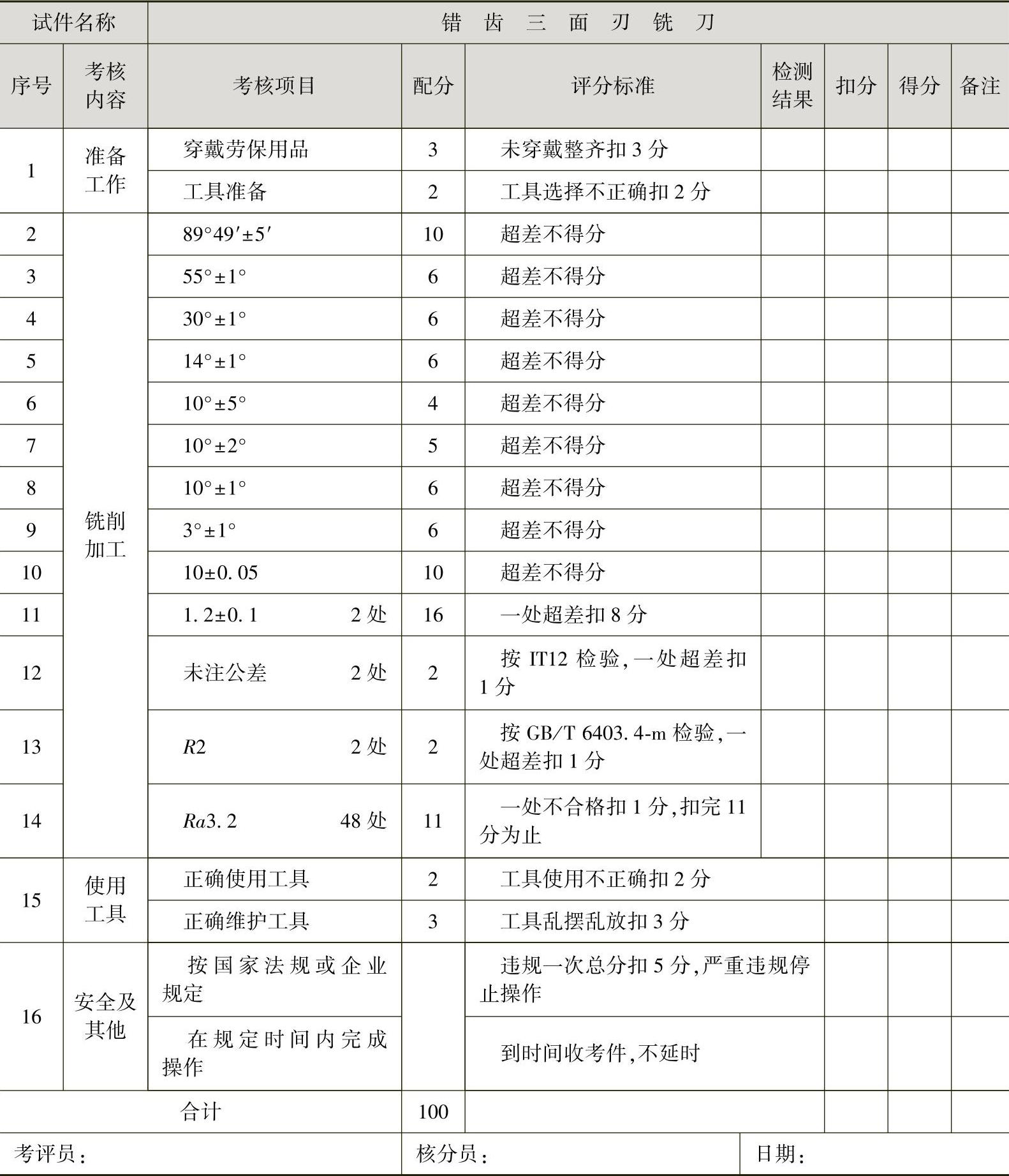
图2-57 错齿三面刃铣刀
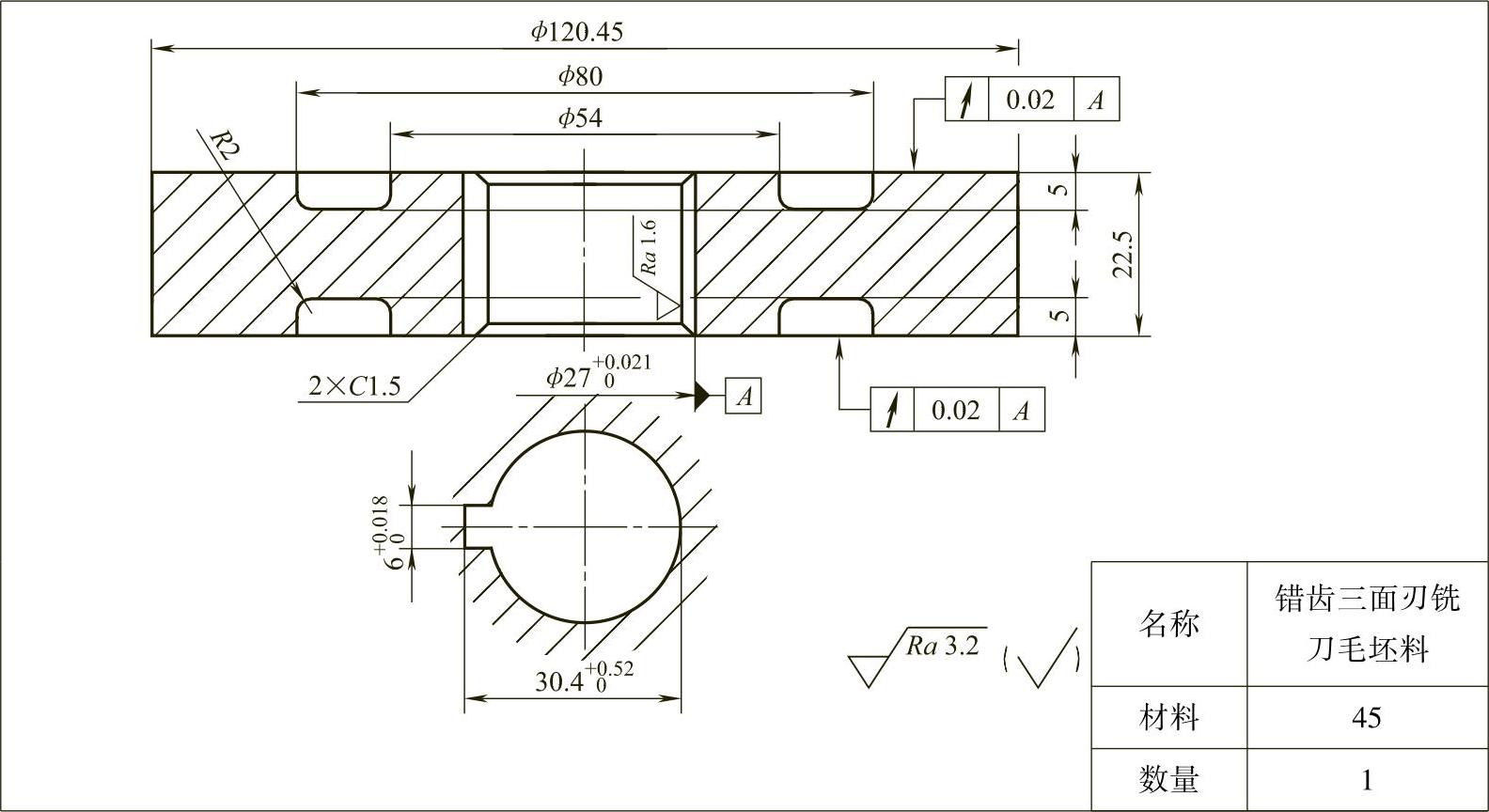
图2-58 错齿三面刃铣刀毛坯料
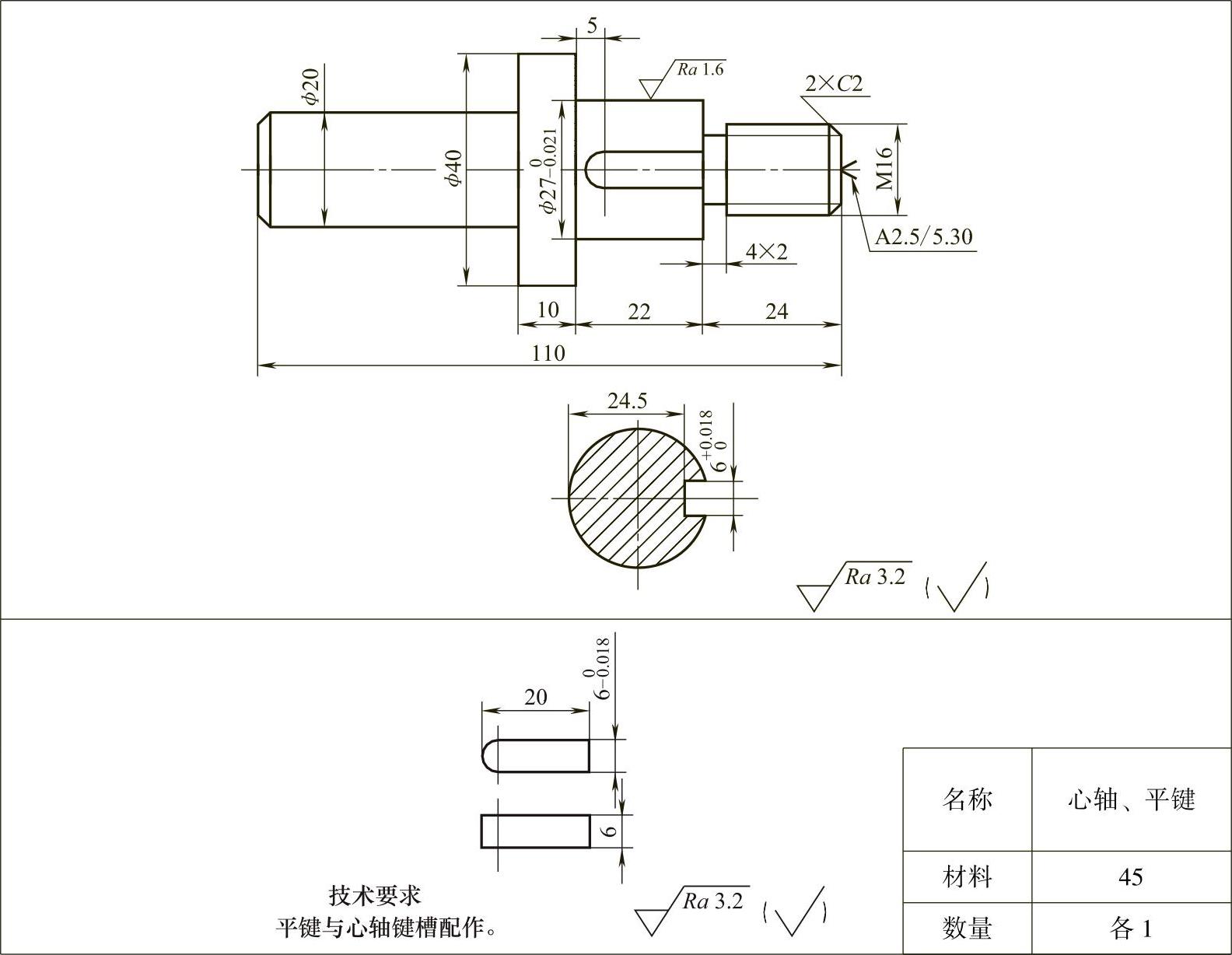
图2-59 心轴、平键
②按企业有关文明生产的规定,做到工作地整洁,工件、刀具、工具、夹具、量具摆放整齐。
4.考核项目及评分标准
1)采用百分制,本实操试题分值:30分(满分100分,得分按30%的权重计入总分)。
2)评分方法:按单项扣分、得分,见表2-44。
表2-44 操作评分记录表
五、工字块定位装置加工
1.考件图样(见图2-60~图2-63)
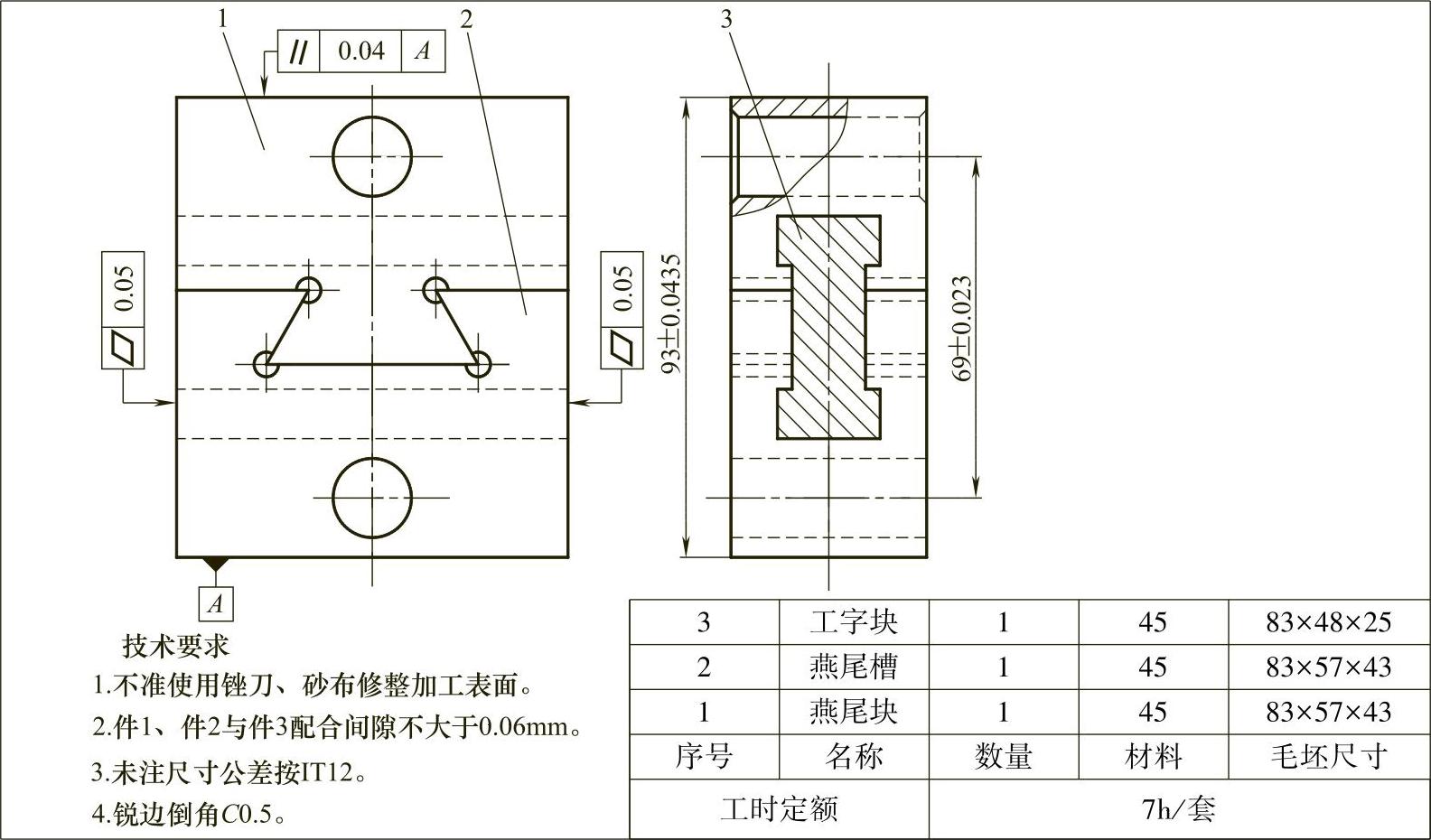
图2-60 工字块定位装置

图2-61 燕尾块
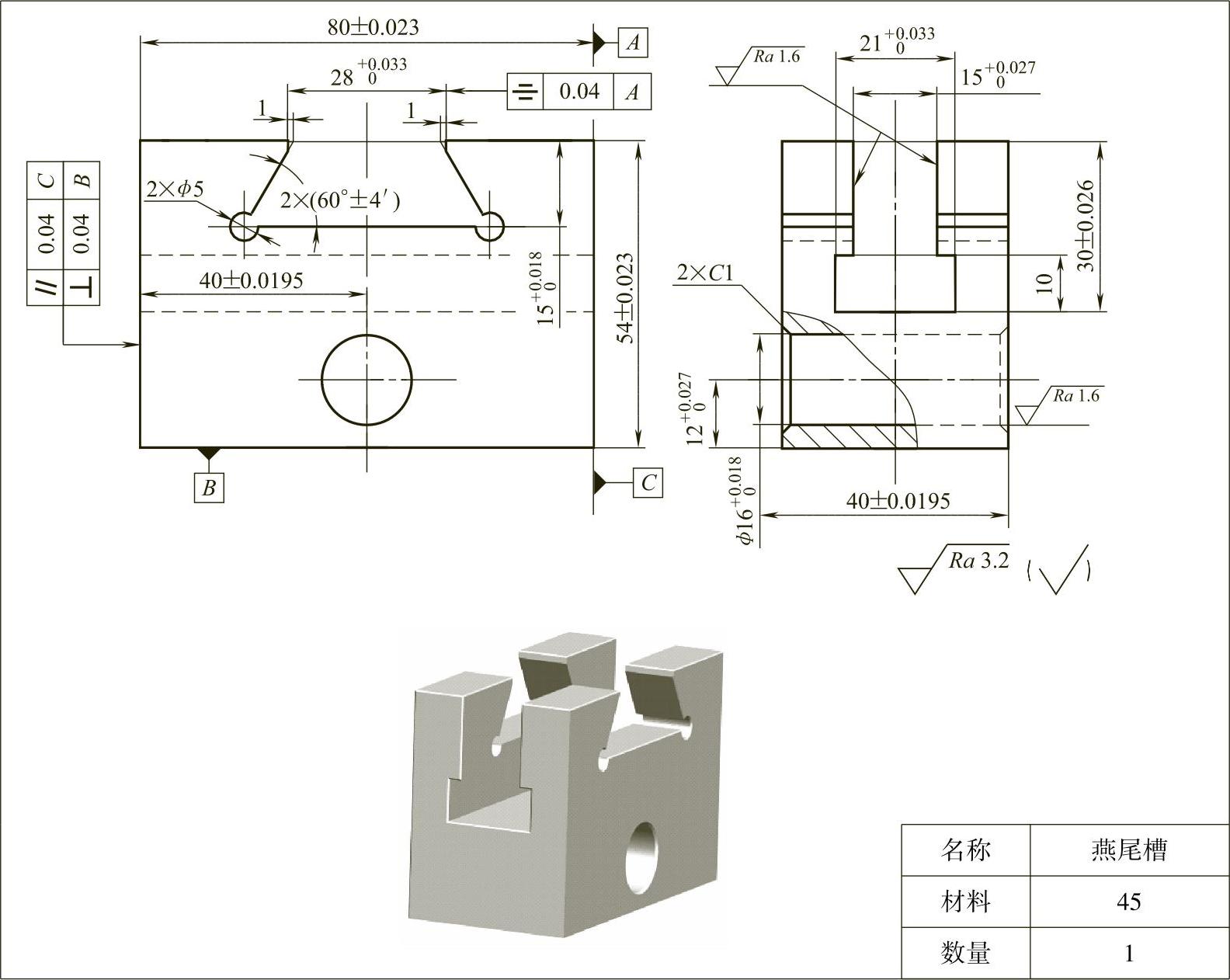
图2-62 燕尾槽
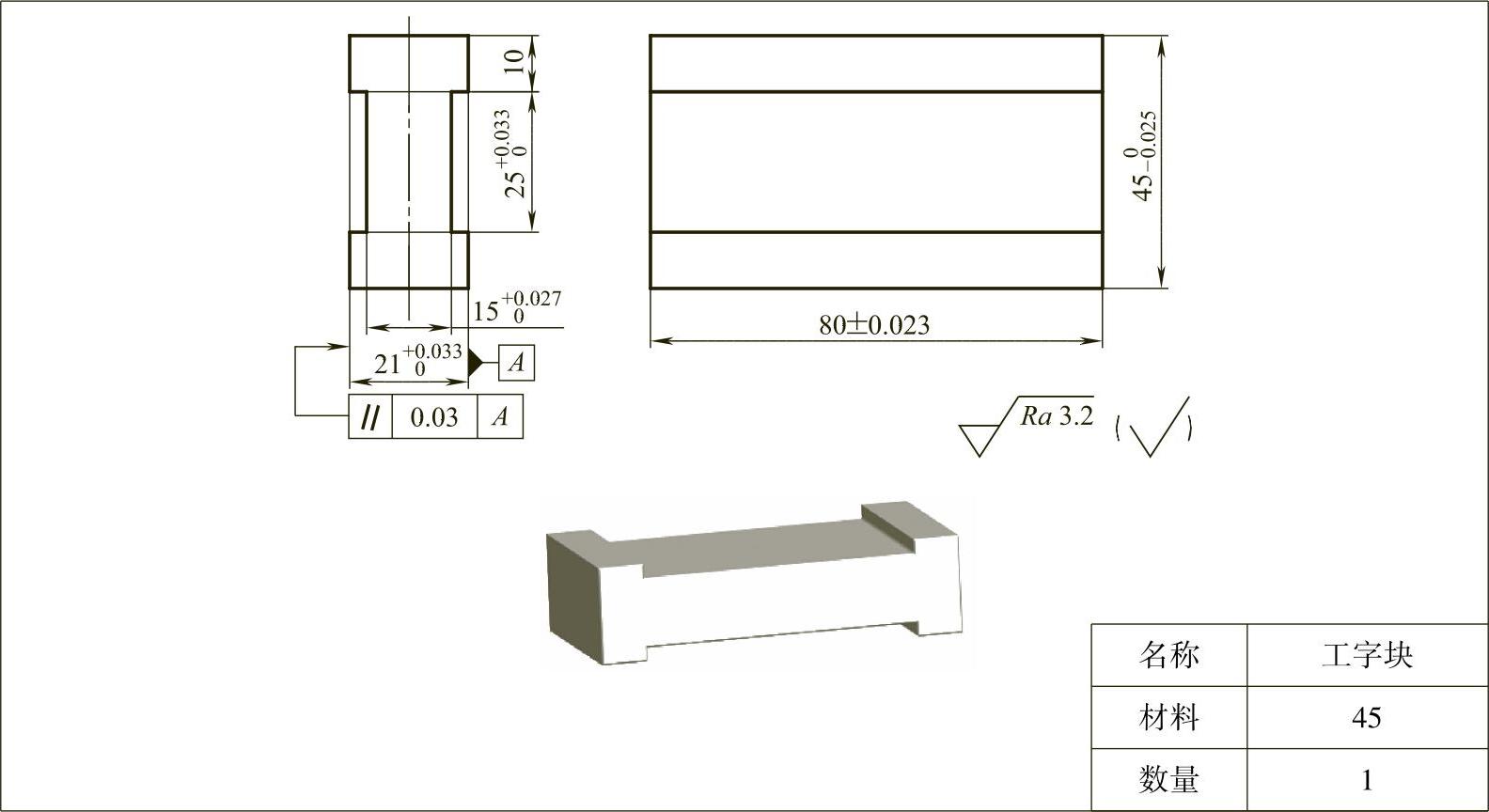
图2-63 工字块
2.准备要求
1)毛坯尺寸为83mm×48mm×25mm、83mm×57mm×43mm和83mm×57mm×43mm,各一件。
2)工具、量具、夹具、刀具准备。
3.考核要求
1)考件的各尺寸、几何公差、表面结构达到图样规定要求。
2)不准使用砂布对考件进行修整加工。
3)时间定额:7h(不含考前准备时间)。提前完工不加分,超时应停止考试。
4)安全文明生产:
①正确执行安全文明生产操作规程。
②按企业有关文明生产的规定,做到工作地整洁,工件、刀具、工具、夹具、量具摆放整齐。
4.考核项目及评分标准
1)采用百分制,本实操试题分值:30分(满分100分,得分按30%的权重计入总分)。
2)评分方法:按单项扣分、得分,见表2-45~表2-50。
表2-45 考件(权重得分)总分
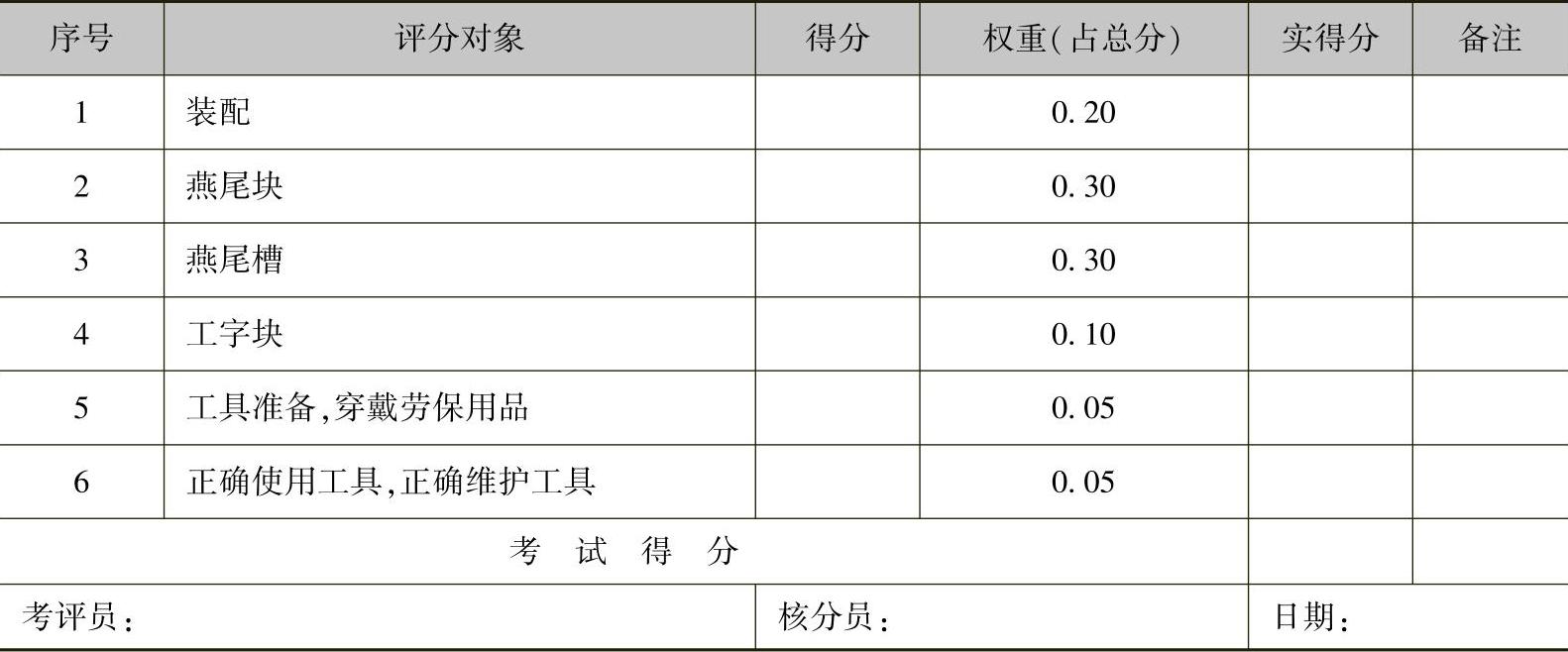
表2-46 准备工作及工具使用评分表

表2-47 考件组合评分表

表2-48 燕尾块评分表

表2-49 燕尾槽评分表
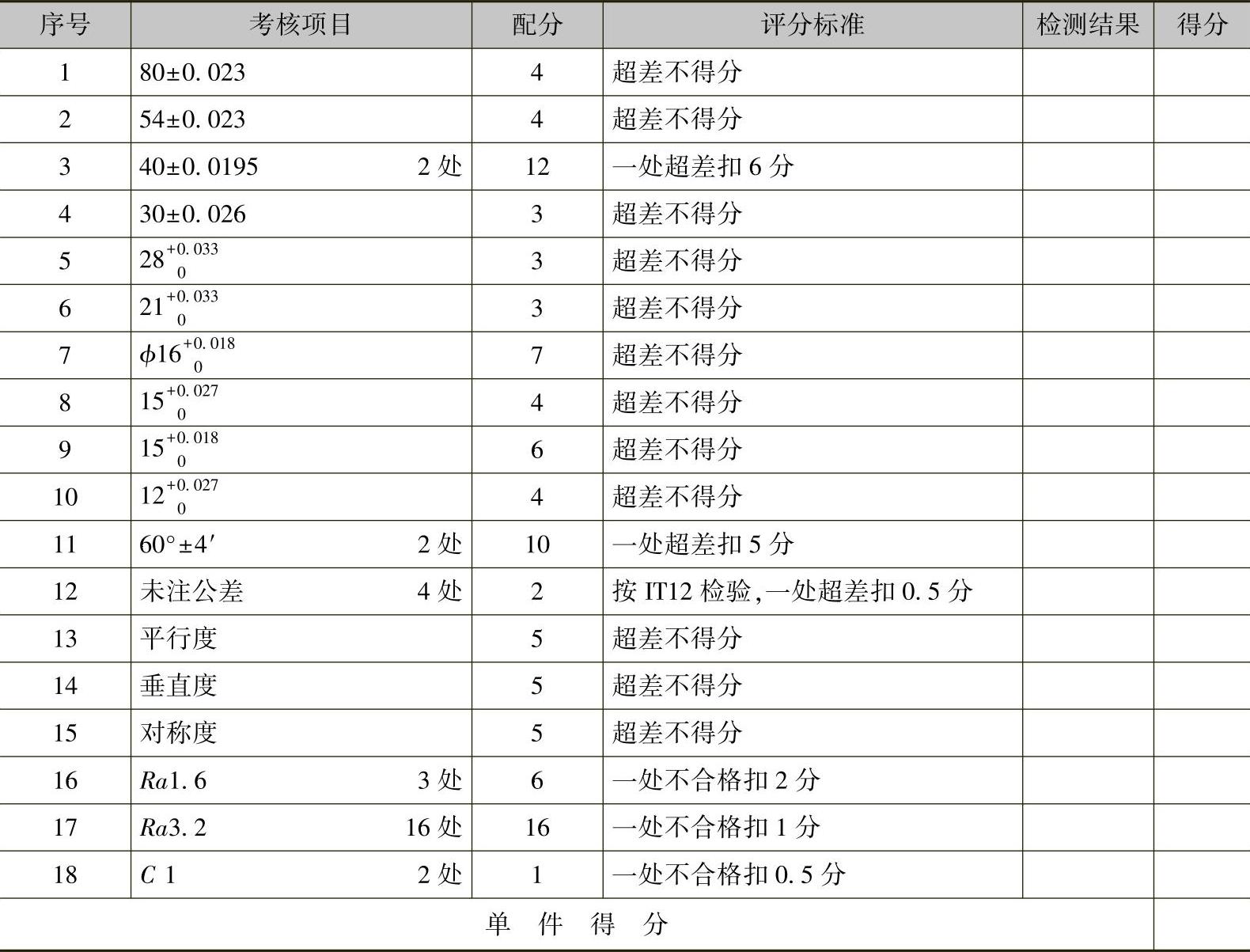
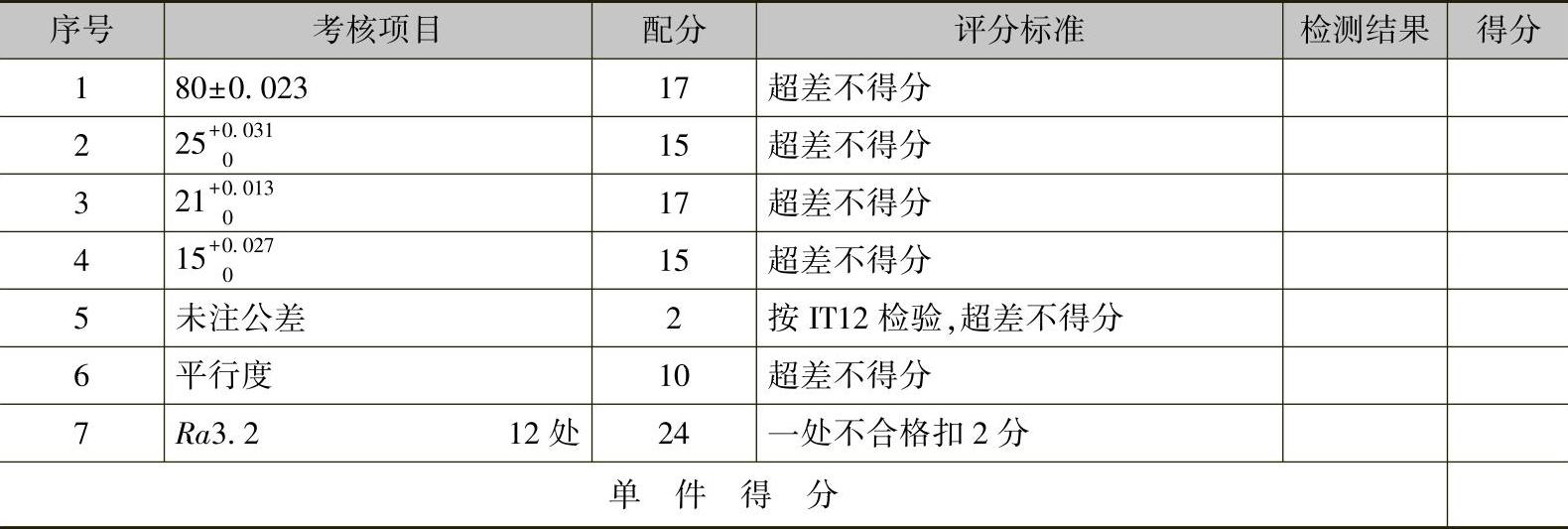
表2-50 工字块评分表
六、燕尾斜孔组合加工
1.考件图样(见图2-64~图2-66)
2.准备要求
1)试件毛坯尺寸为83mm×66mm×33mm和86mm×63mm×38mm,各一件。定位销如图2-67所示,各一件。

图2-64 燕尾斜孔组合
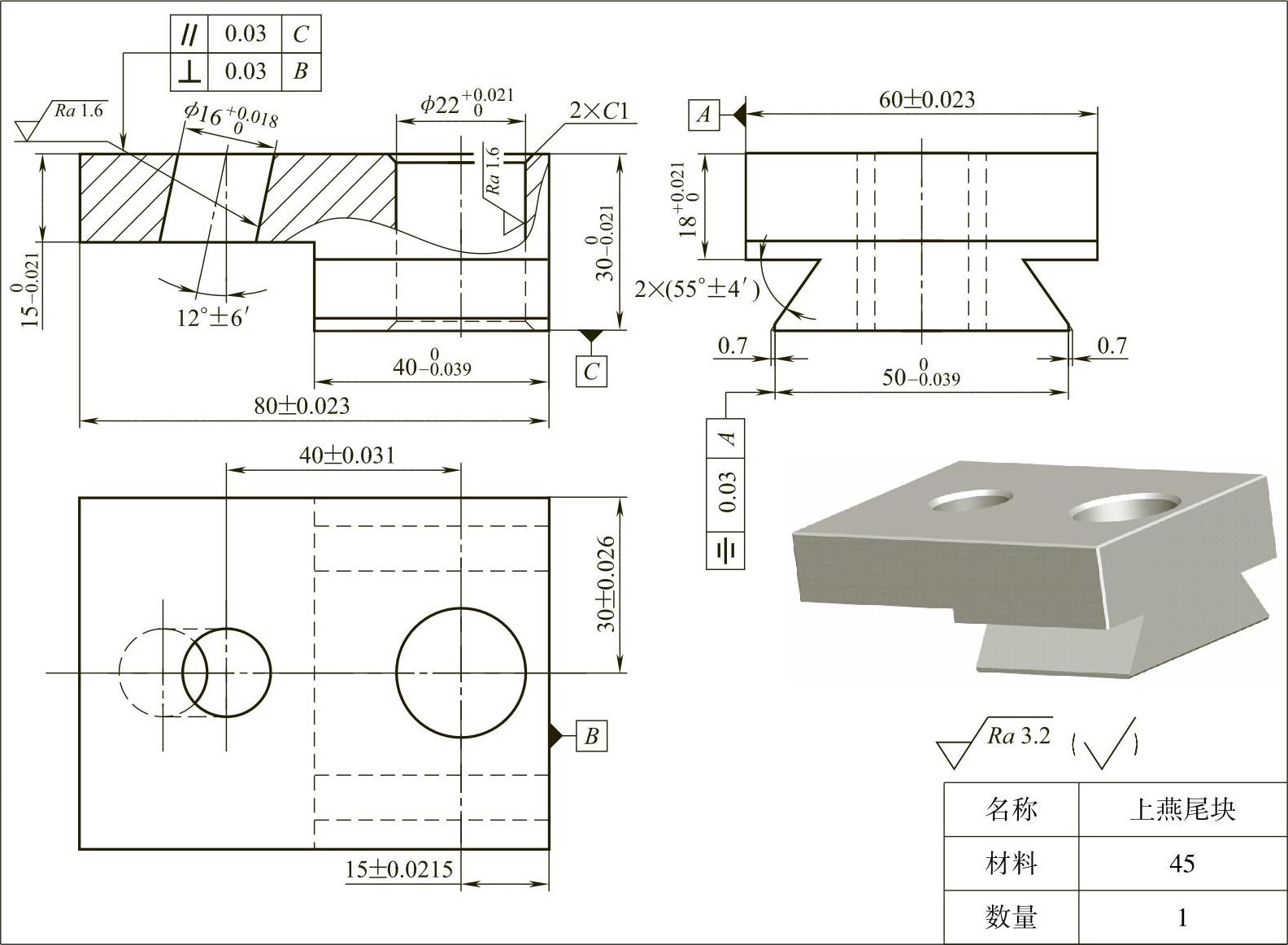
图2-65 上燕尾块

图2-66 下燕尾块
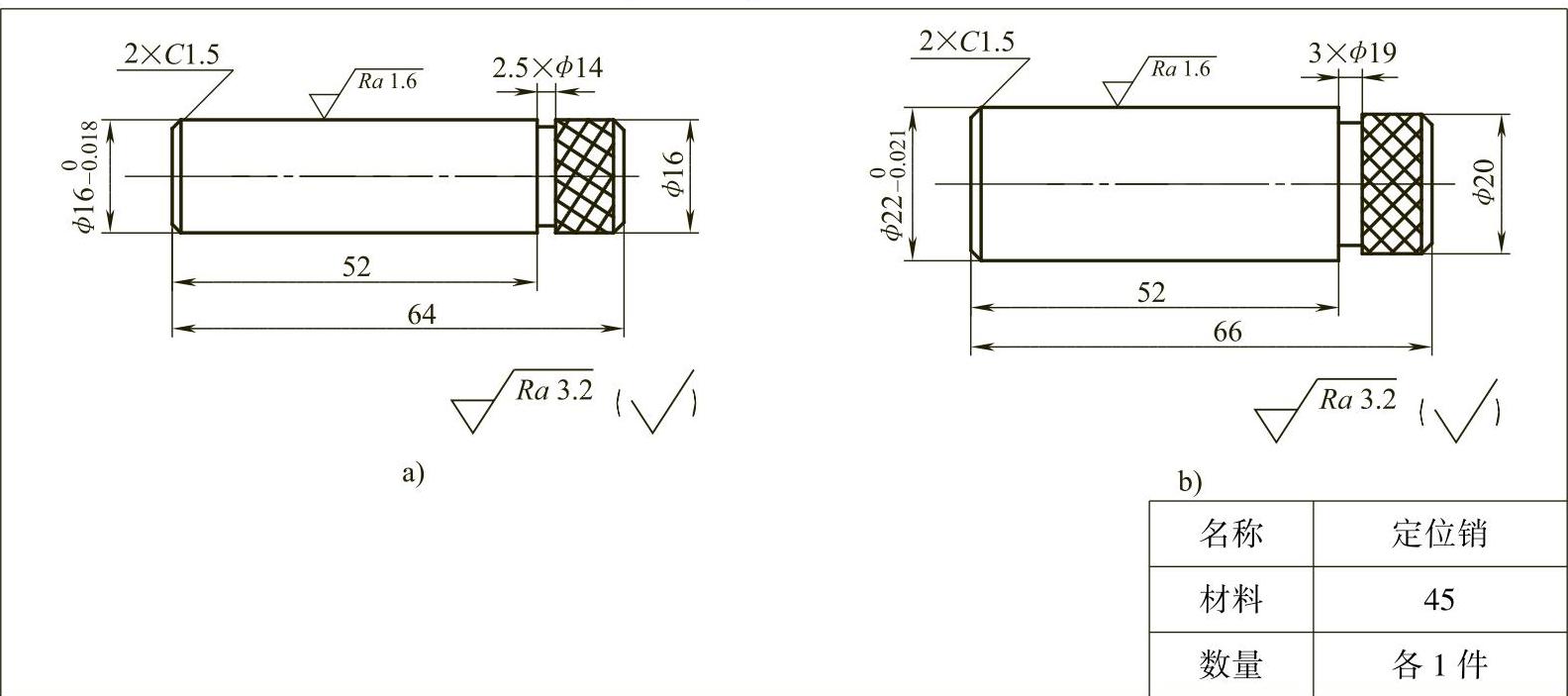
图2-67 定位销
2)工具、量具、夹具、刀具准备。
3.考核要求
1)考件的各尺寸、几何公差、表面结构达到图样规定要求。
2)不准使用锉刀、砂布对考件进行修整加工。
3)时间定额:7h(不含考前准备时间)。提前完工不加分,超时应停止考试。
4)安全文明生产:
①正确执行安全文明生产操作规程。
②按企业有关文明生产的规定,做到工作地整洁,工件、刀具、工具、夹具、量具摆放整齐。
4.考核项目及评分标准
1)采用百分制,本实操试题分值:30分(满分100分,得分按30%的权重计入总分)。
2)评分方法:按单项扣分、得分,见表2-51~表2-55。
表2-51 考件(权重得分)总分

表2-52 准备工作及工具使用评分表

表2-53 考件组合评分表

表2-54 上燕尾块评分表
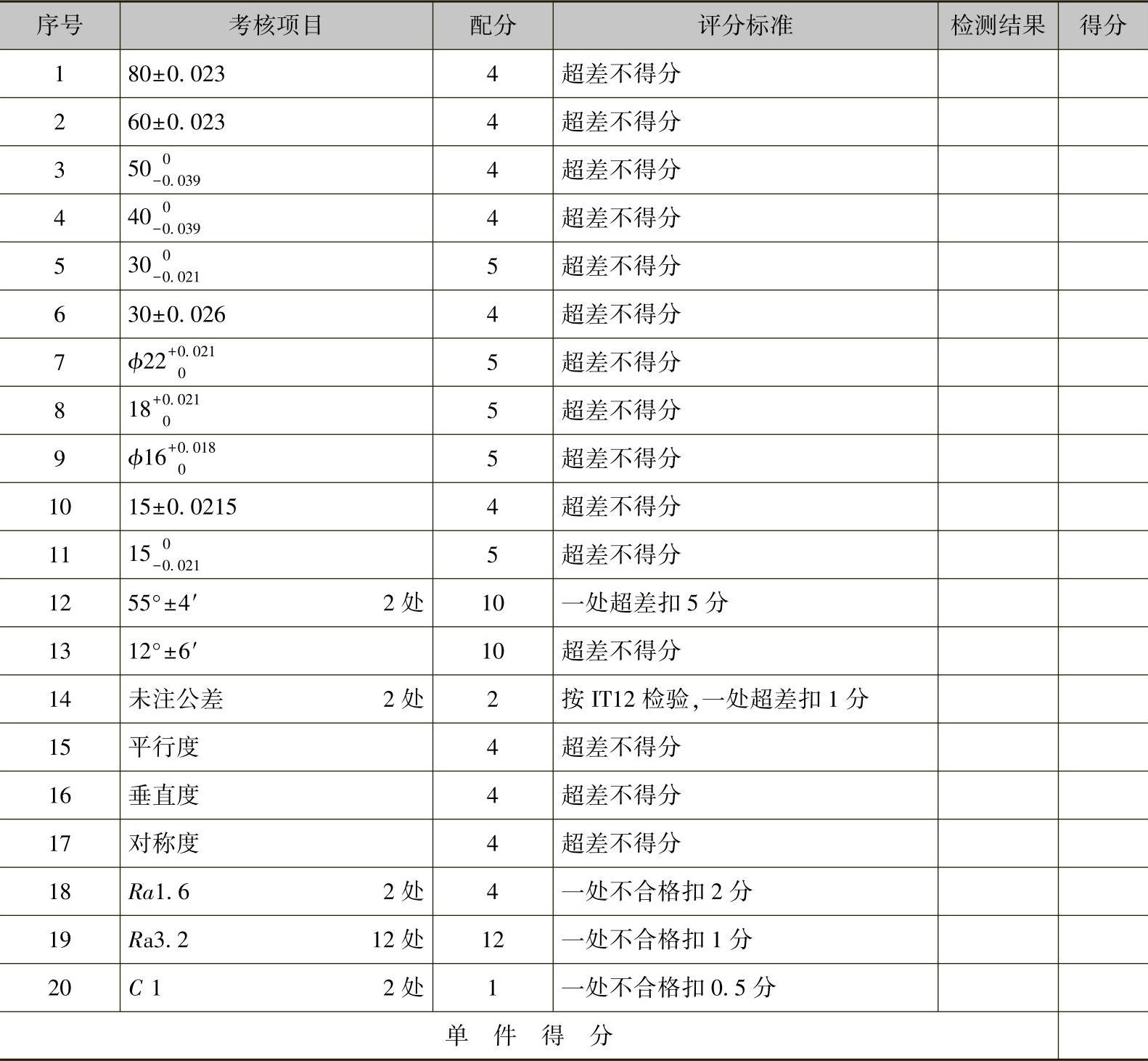
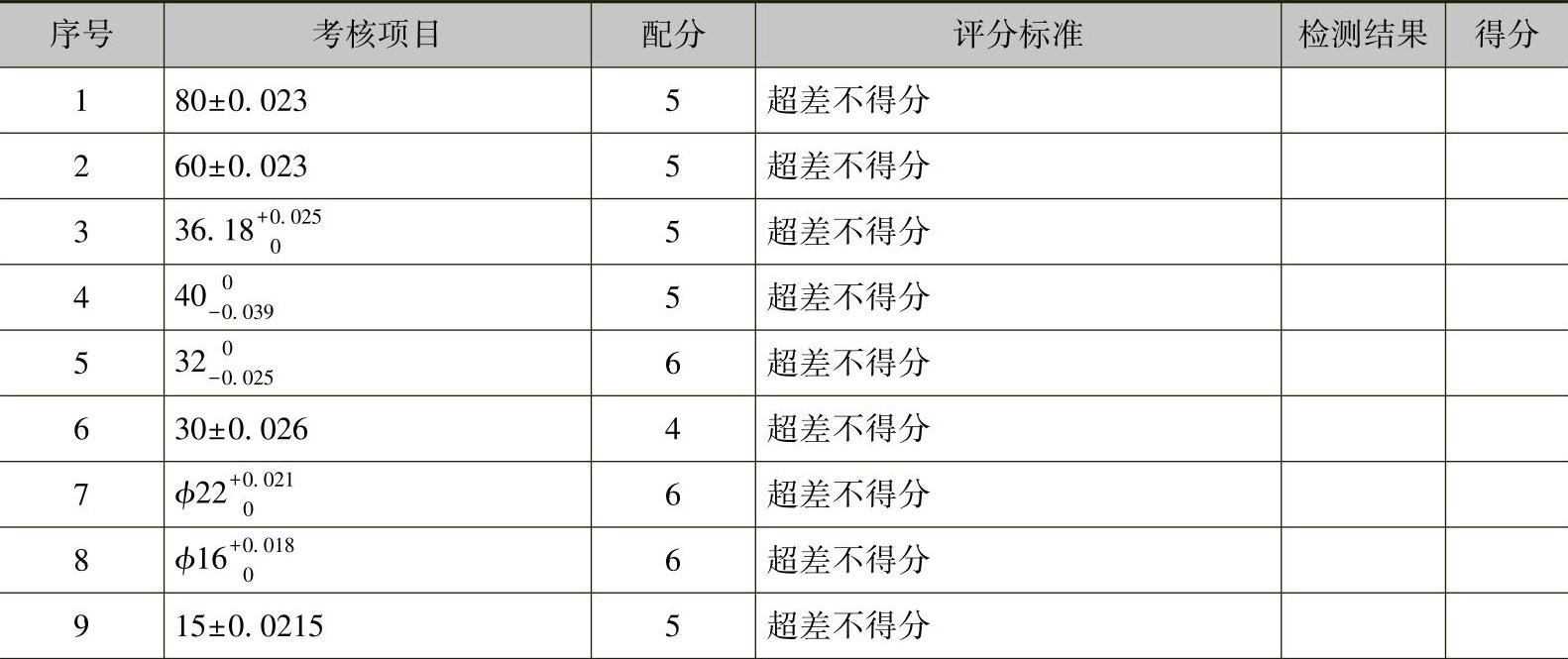
表2-55 下燕尾槽评分表
(续)(https://www.xing528.com)
铣工(高级技师)操作技能鉴定试题
一、冲压模加工
1.考件图样(见图2-68~图2-70)
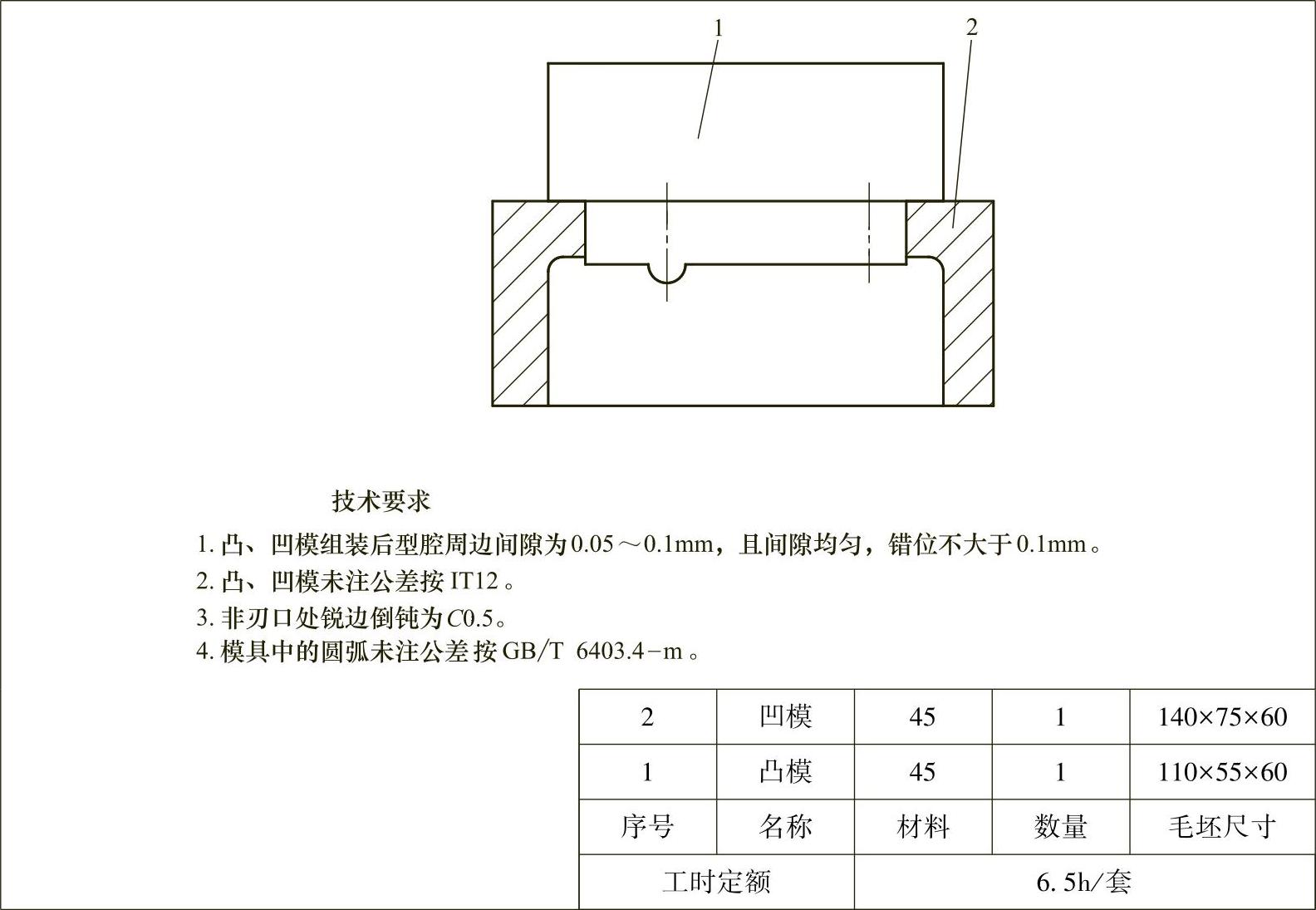
图2-68 冲压模
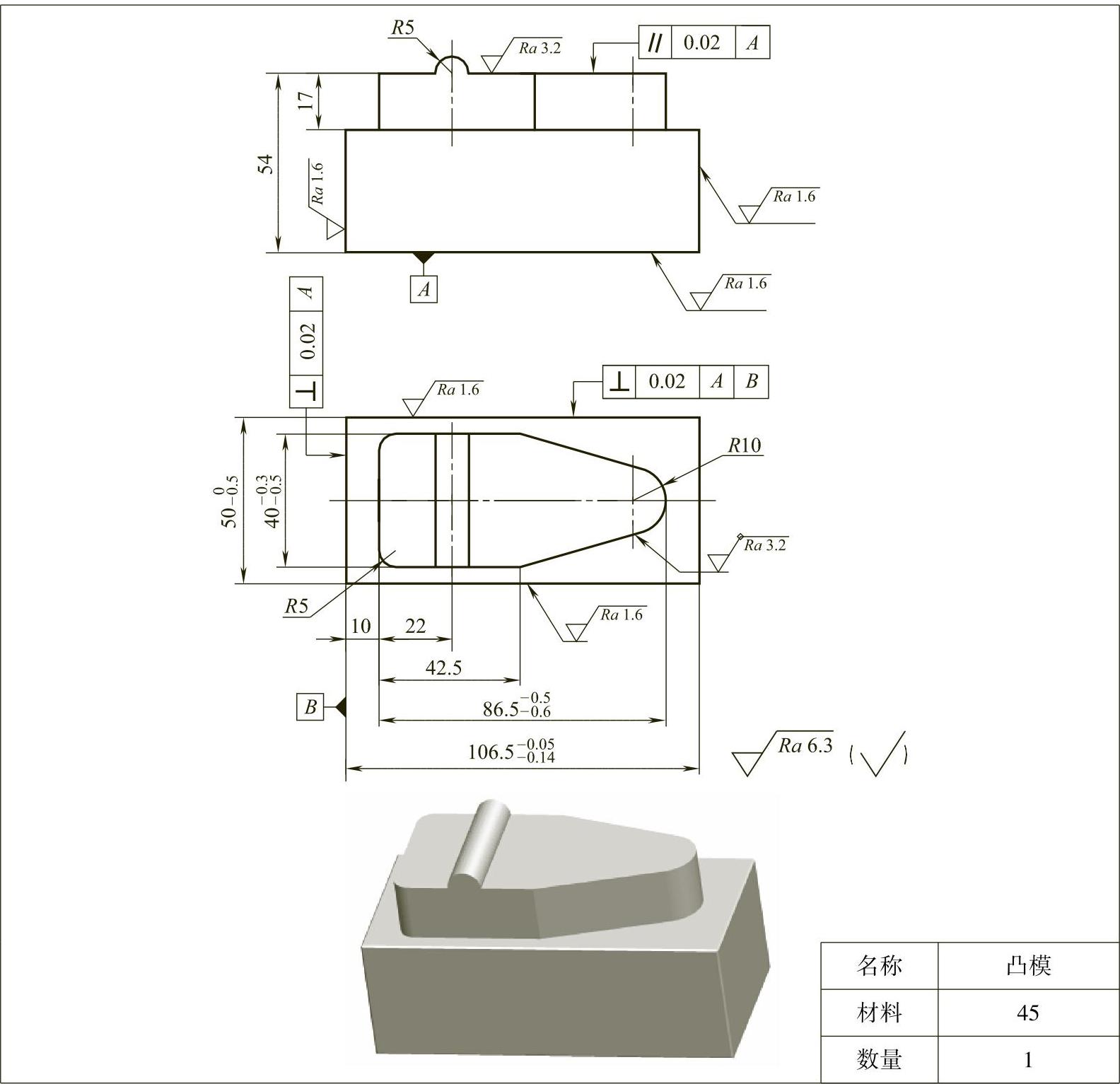
图2-69 凸模
2.准备要求
1)试件毛坯尺寸为140mm×75mm×60mm和110mm×60mm×55mm,各一件。
2)工具、量具、夹具、刀具准备。
3.考核要求
1)考件的各尺寸、几何公差、表面结构达到图样规定要求。
2)不准使用锉刀、砂布对考件进行修整加工。
3)时间定额:6.5h(不含考前准备时间)。提前完工不加分,超时应停止考试。
4)安全文明生产:
①正确执行安全文明生产操作规程。
②按企业有关文明生产的规定,做到工作地整洁,工件、刀具、工具、夹具、量具摆放整齐。
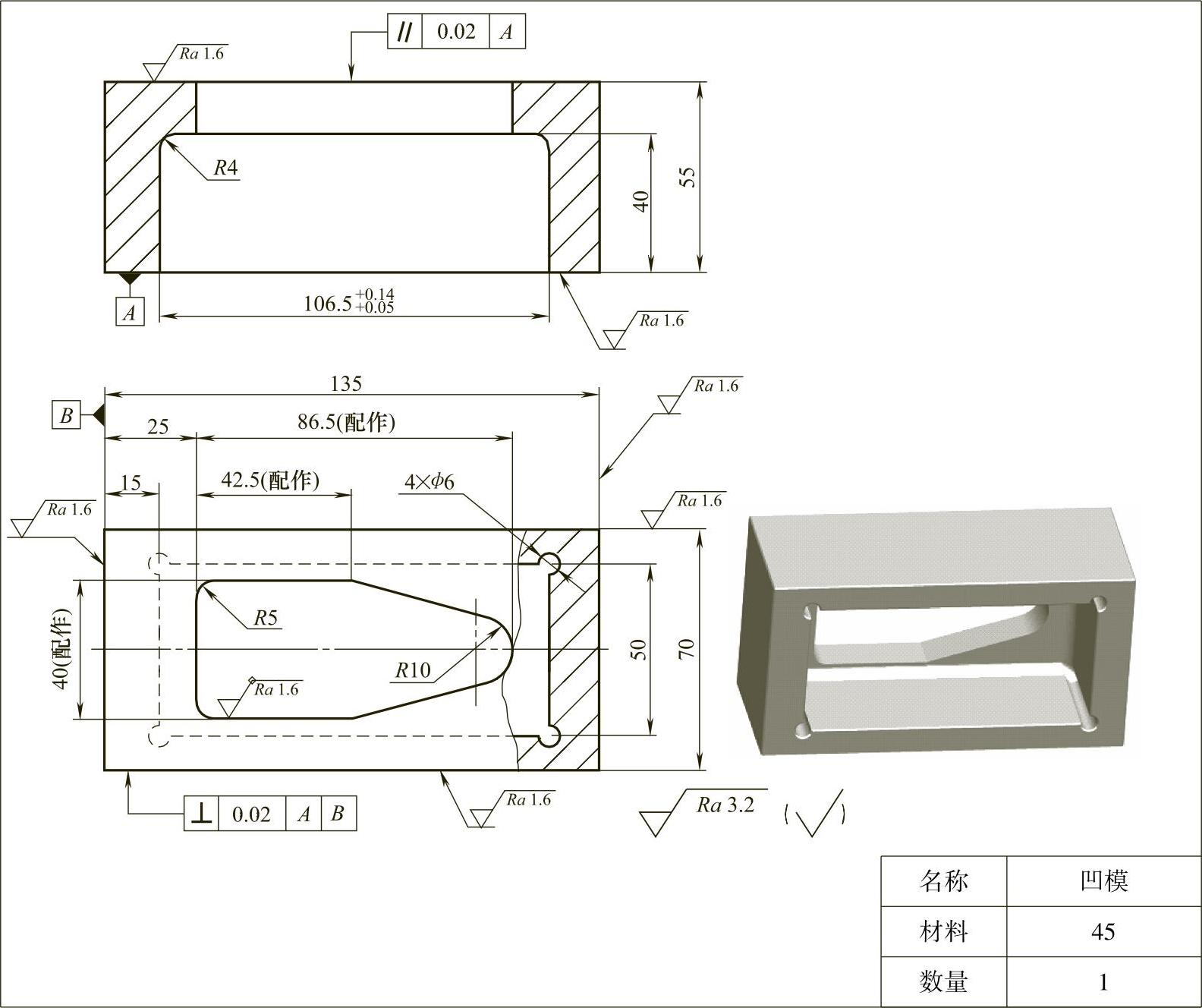
图2-70 凹模
4.考核项目及评分标准
1)采用百分制,本实操试题分值:30分(满分100分,得分按30%的权重计入总分)。
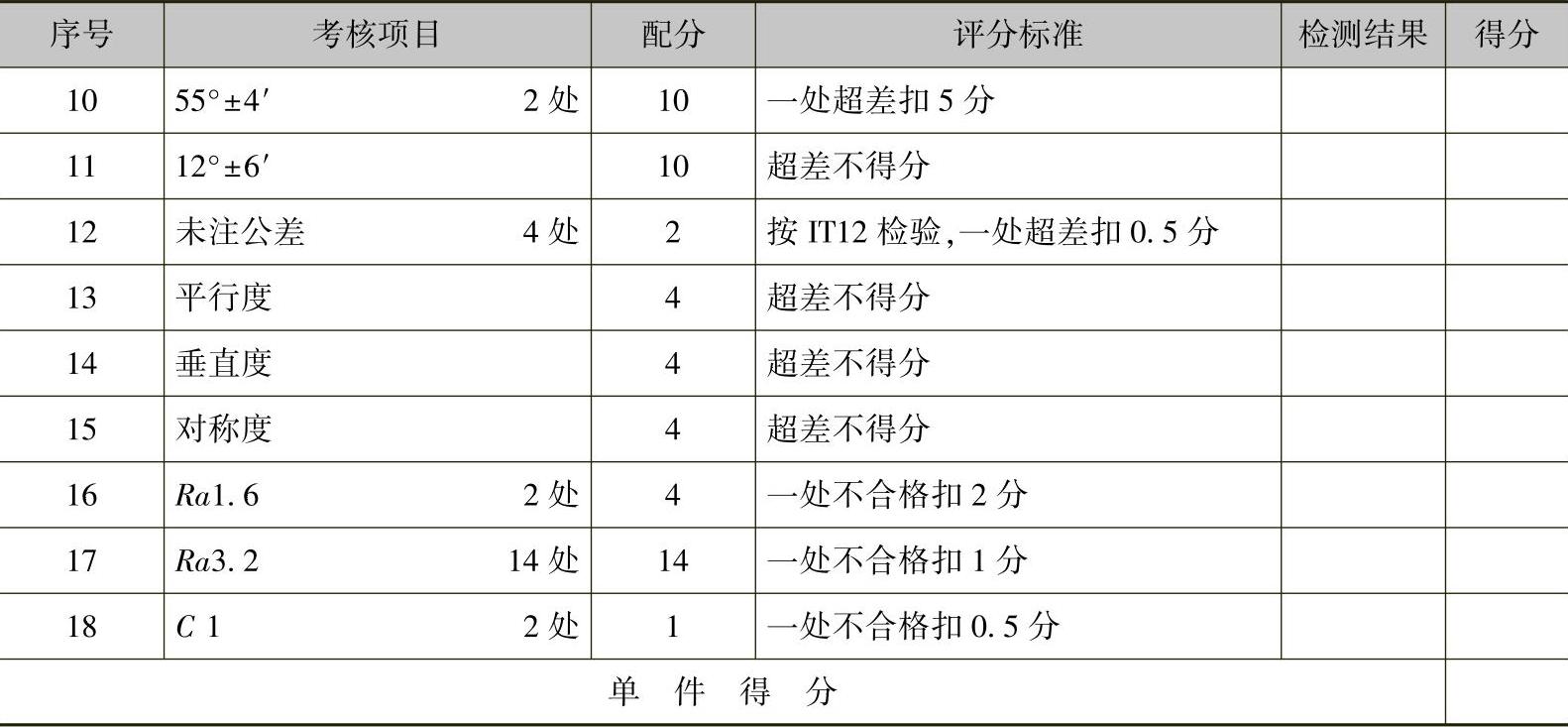
2)评分方法:按单项扣分、得分,见表2-56~表2-60。
表2-56 考件(权重得分)总分

表2-57 准备工作及工具使用评分表

表2-58 考件组合评分表

表2-59 凸模评分表

表2-60 凹模评分表

(续)
二、个字模加工
1.考件图样(见图2-71~图2-73)。
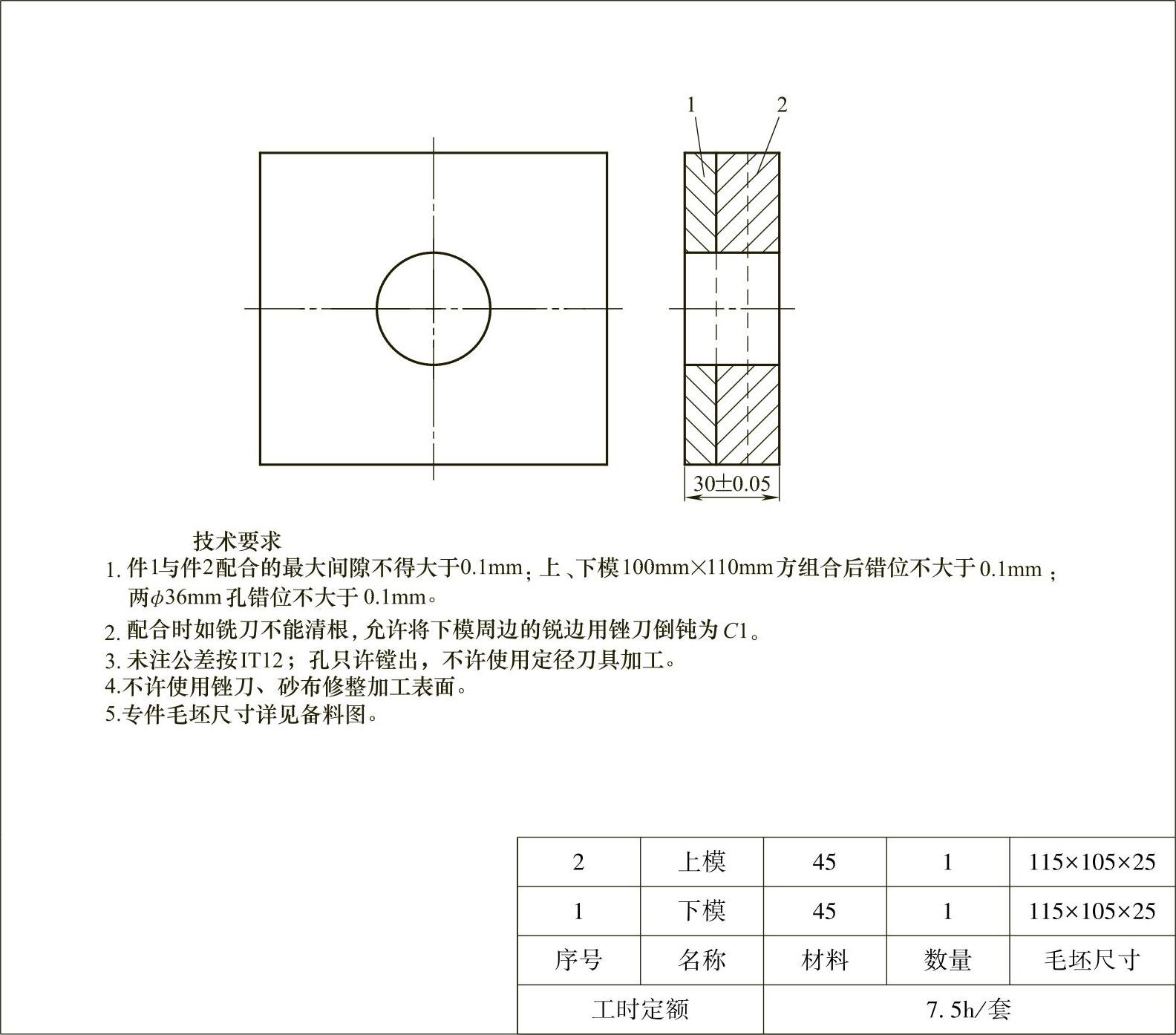
图2-71 个字模

图2-72 下模
2.准备要求
1)试件毛坯尺寸为115mm×105mm×25mm,共两件。
2)工具、量具、夹具、刀具准备。
3.考核要求
1)考件的各尺寸、几何公差、表面结构达到图样规定要求。
2)不准使用锉刀、砂布对考件进行修整加工。
3)时间定额:7.5h(不含考前准备时间)。提前完工不加分,超时应停止考试。
4)安全文明生产:
①正确执行安全文明生产操作规程。
②按企业有关文明生产的规定,做到工作地整洁,工件、刀具、工具、夹具、量具摆放整齐。
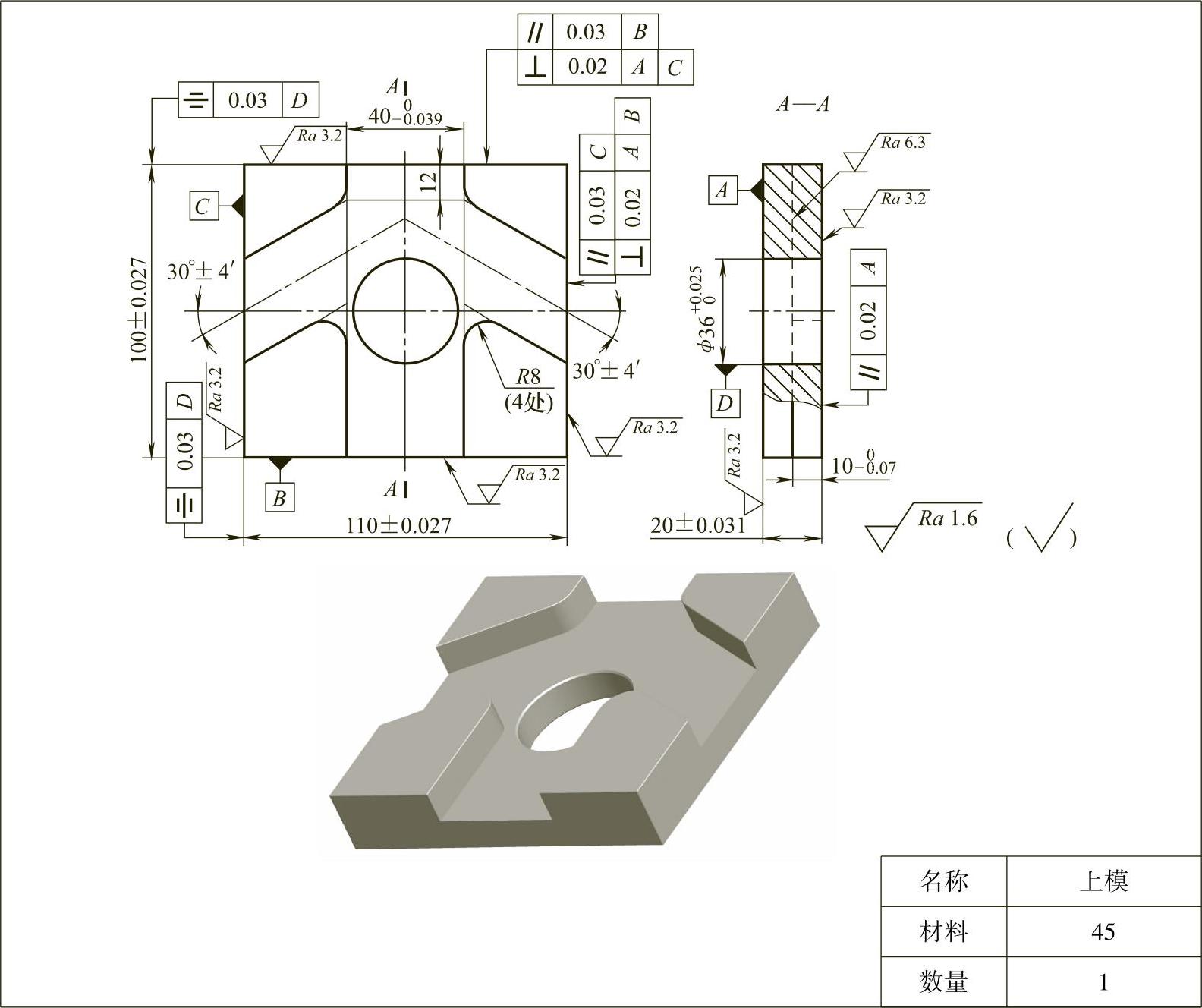
图2-73 上模
4.考核项目及评分标准
1)采用百分制,本实操试题分值:30分(满分100分,得分按30%的权重计入总分)。
2)评分方法:按单项扣分、得分,见表2-61~表2-65。
表2-61 考件(权重得分)总分

表2-62 准备工作及工具使用评分表

表2-63 装配评分表

表2-64 下模评分表

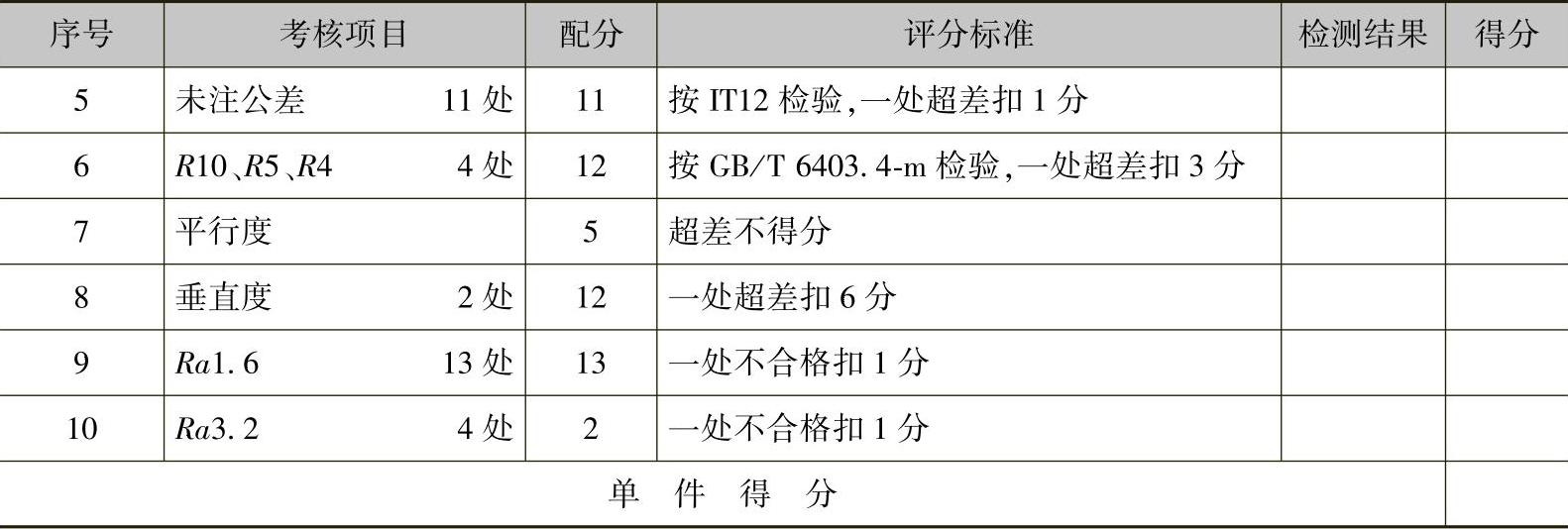
表2-65 上模评分表

三、定心槽板
1.考件图样(见图2-74~图2-76)
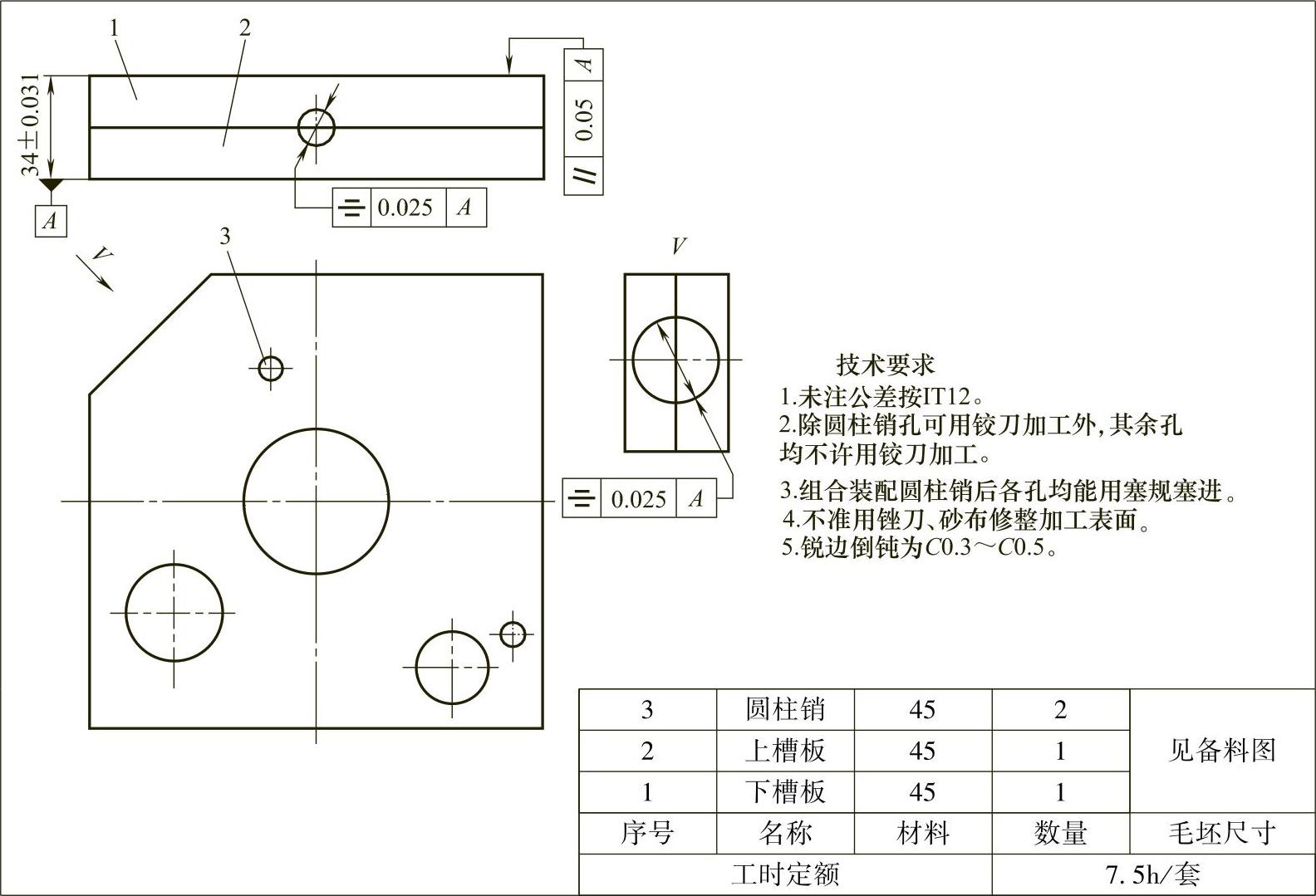
图2-74 定心槽板
2.准备要求
1)试件毛坯尺寸如图2-77和图2-78所示。圆柱销、检验塞规如图2-79~图2-81所示。
2)工具、量具、夹具、刀具准备。
3.考核要求
1)考件的各尺寸、几何公差、表面结构达到图样规定要求。
2)不准使用锉刀、砂布对考件进行修整加工。
3)时间定额:7.5h(不含考前准备时间)。提前完工不加分,超时应停止考试。
4)安全文明生产:
①正确执行安全文明生产操作规程。
②按企业有关文明生产的规定,做到工作地整洁,工件、刀具、工具、夹具、量具摆放整齐。
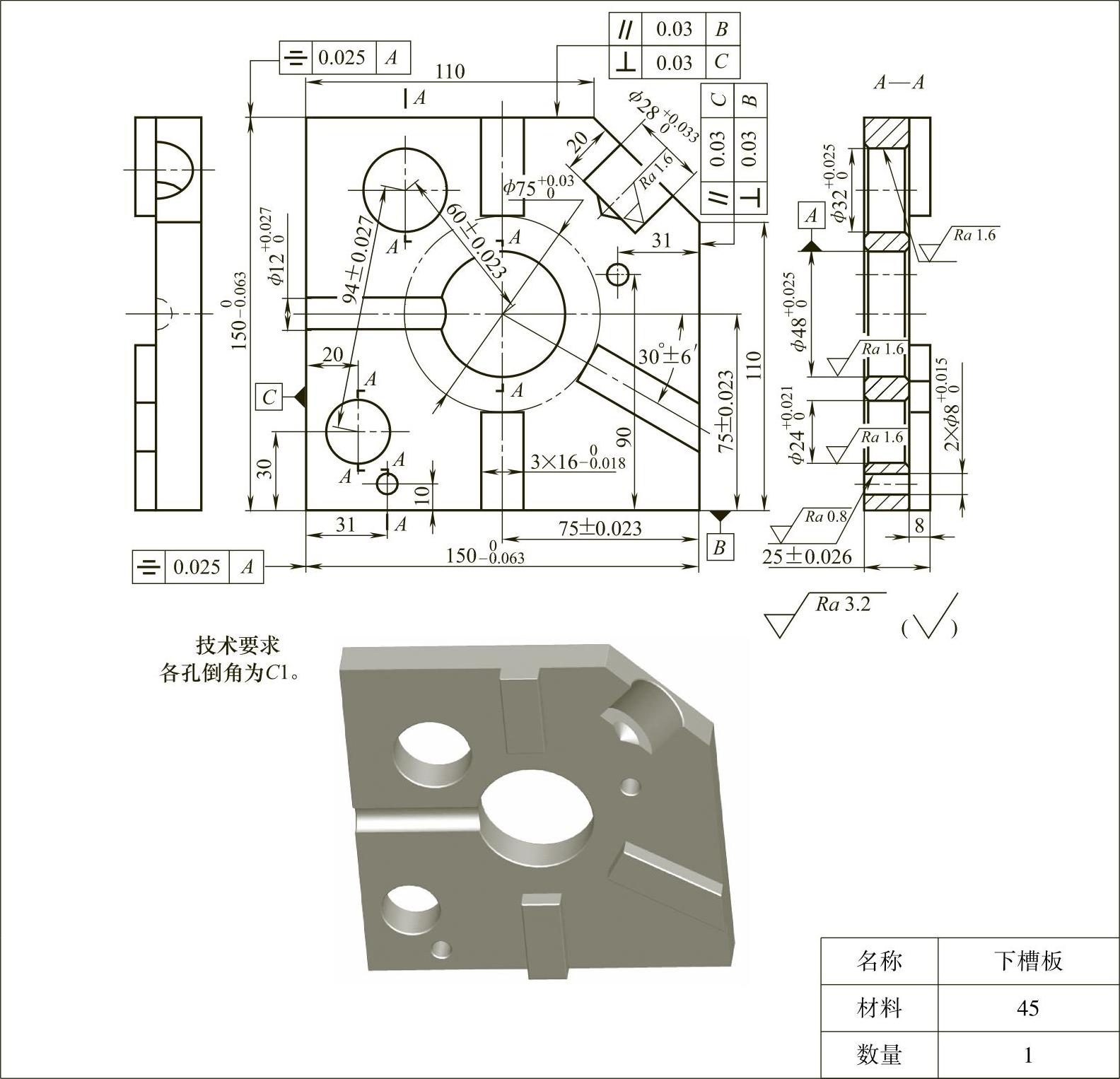
图2-75 下槽板
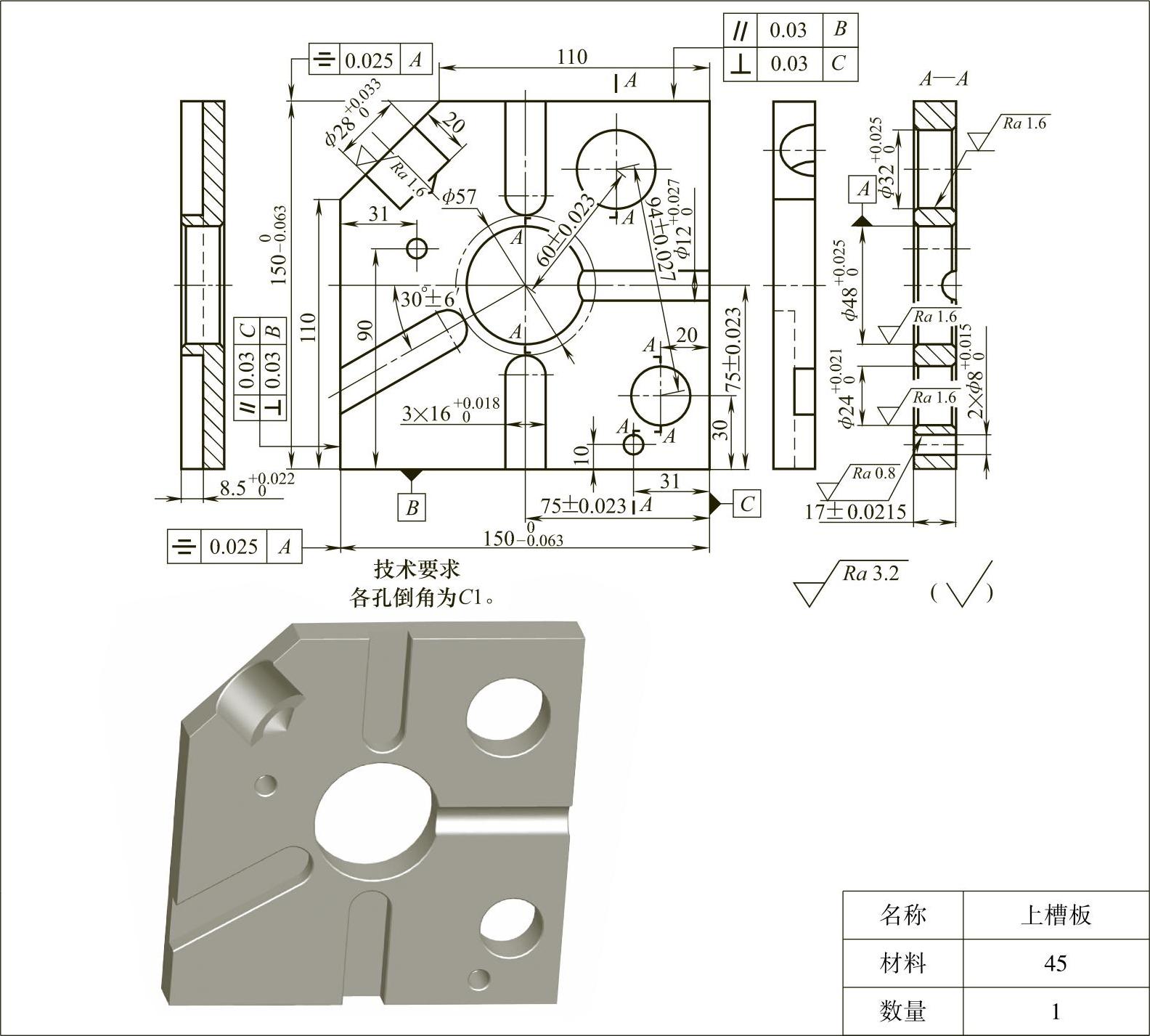
图2-76 上槽板
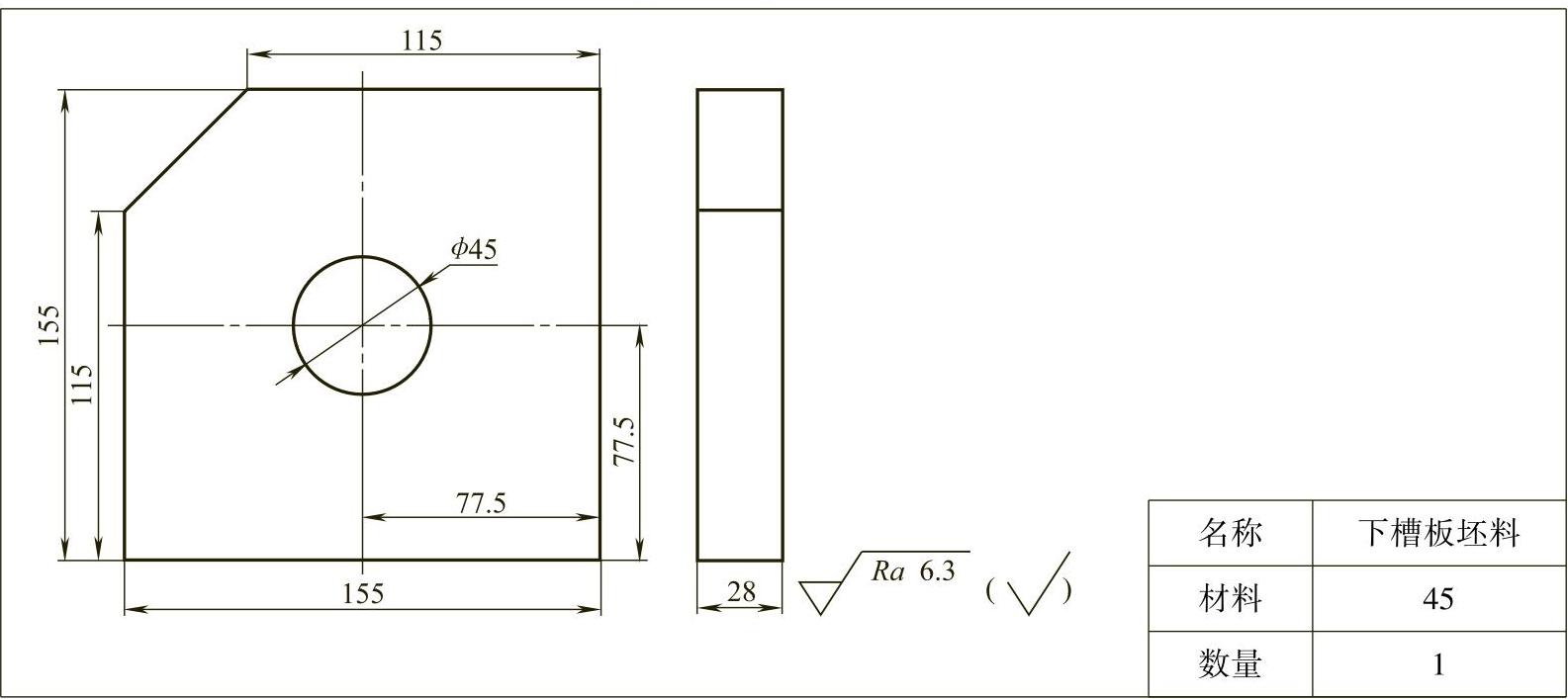
图2-77 下槽板坯料
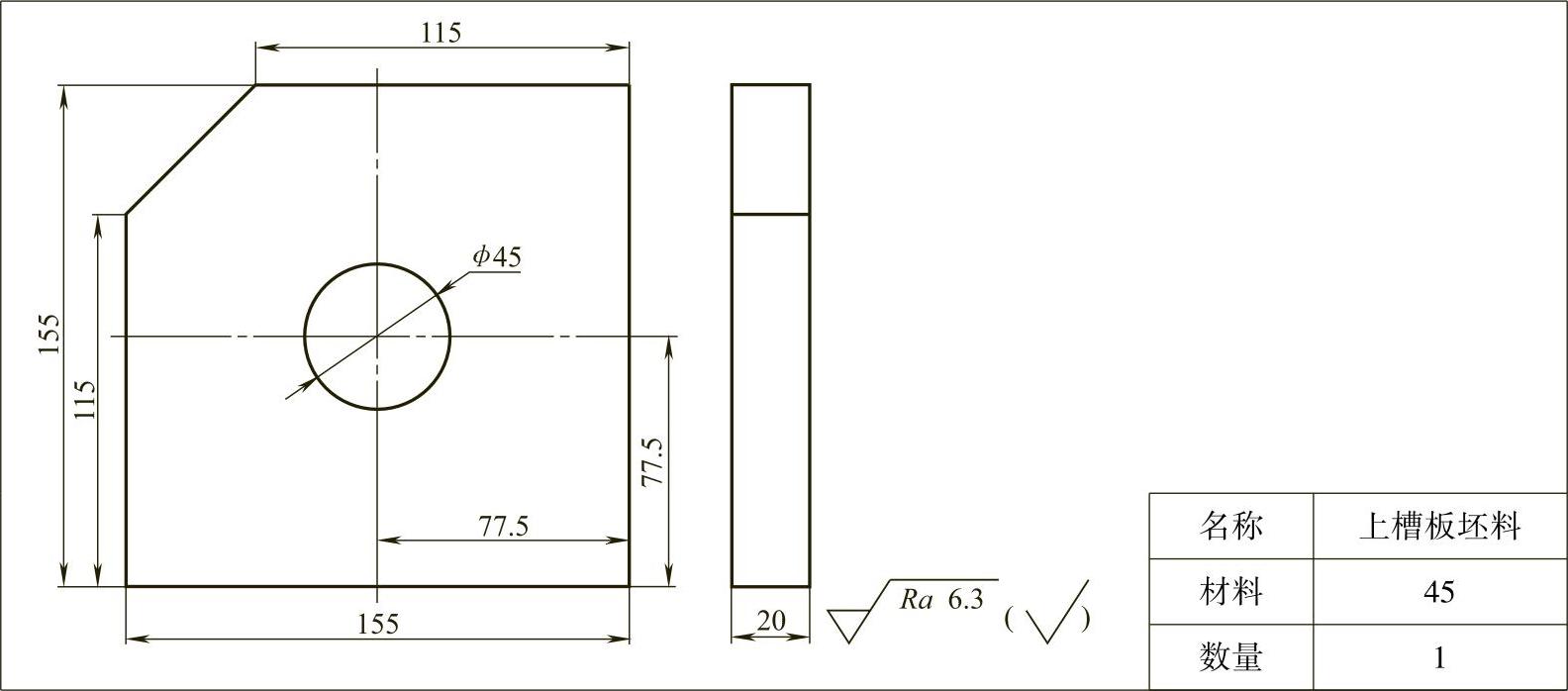
图2-78 上槽板坯料
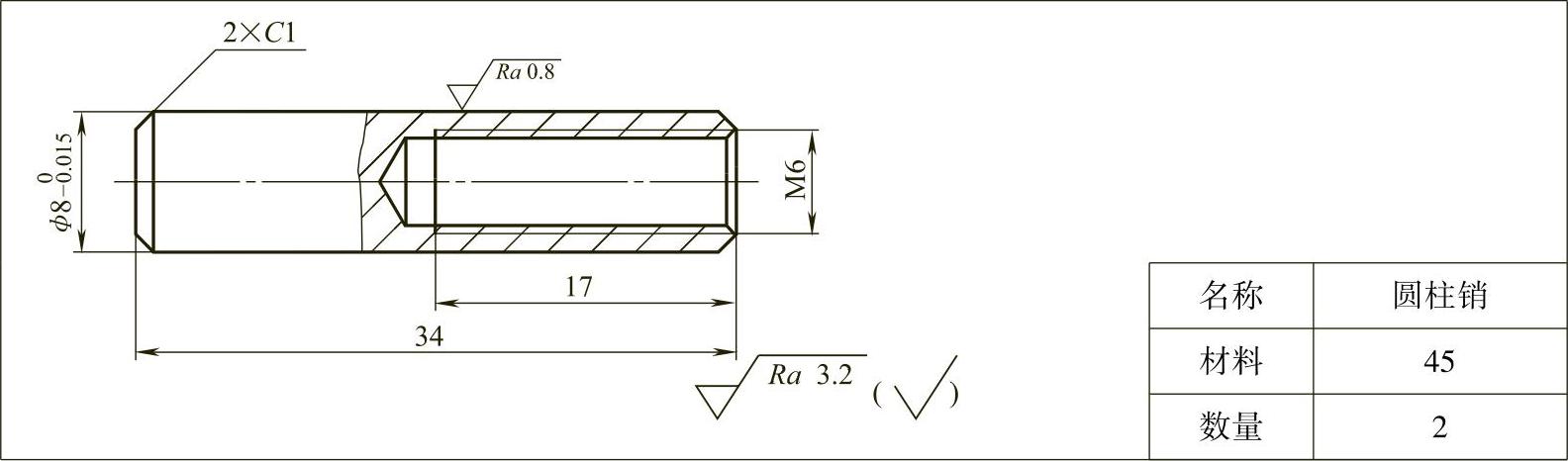
图2-79 圆柱销

图2-80 检验塞规1

图2-81 检验塞规2
4.考核项目及评分标准
1)采用百分制,本实操试题分值:30分(满分100分,得分按30%的权重计入总分)。
2)评分方法:按单项扣分、得分,见表2-66~表2-70。
表2-66 考件(权重得分)总分

表2-67 准备工作及工具使用评分表

表2-68 装配评分表

表2-69 下槽板评分表

表2-70 上槽板评分表

(续)
四、三轴箱体加工
1.考件图样(见图2-82~图2-84)。
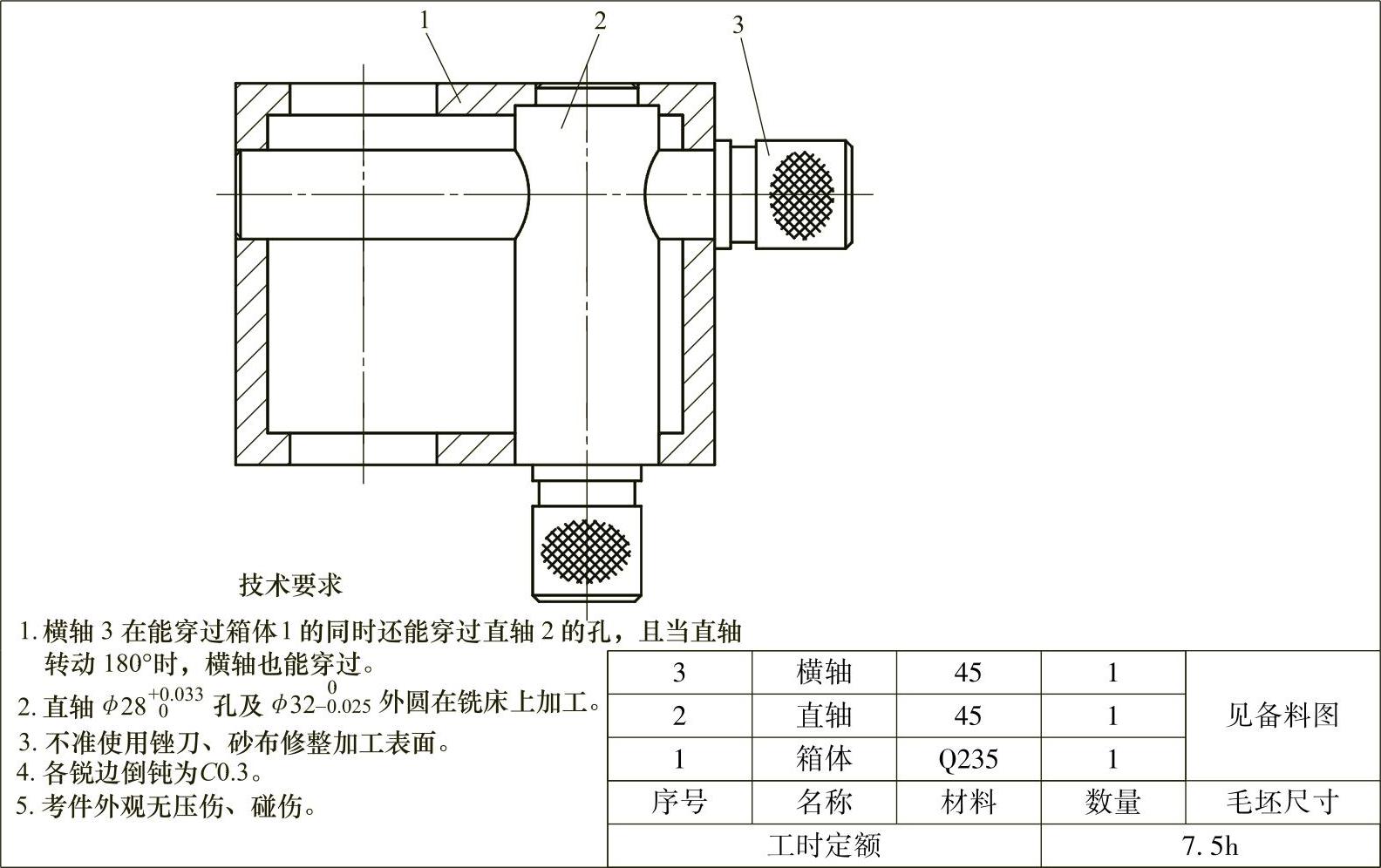
图2-82 三轴箱体

图2-83 箱体

图2-84 直轴
2.准备要求
1)试件毛坯尺寸如图2-85~图2-88所示,由五块钢板组焊。直轴、横轴如图2-89和图2-90所示,各一件。
2)工具、量具、夹具、刀具准备。
3.考核要求
1)考件的各尺寸、几何公差、表面结构达到图样规定要求。
2)不准使用锉刀、砂布对考件进行修整加工。
3)时间定额:7.5h(不含考前准备时间)。提前完工不加分,超时应停止考试。
4)安全文明生产:
①正确执行安全文明生产操作规程。
②按企业有关文明生产的规定,做到工作地整洁,工件、刀具、工具、夹具、量具摆放整齐。
4.考核项目及评分标准
1)采用百分制,本实操试题分值:30分(满分100分,得分按30%的权重计入总分)。
2)评分方法:按单项扣分、得分,见表2-71~表2-74。

图2-85 箱体组焊图

图2-86 底板

图2-87 前、后板
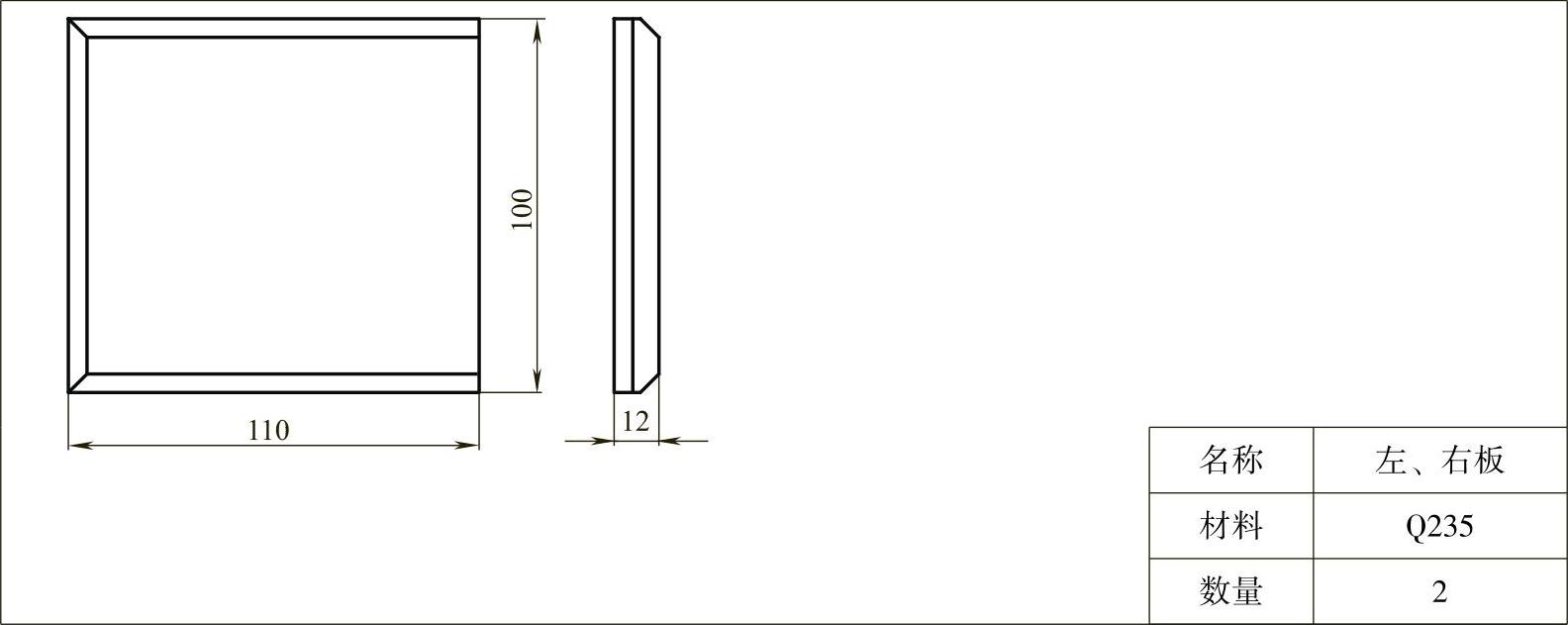
图2-88 左、右板

图2-89 直轴
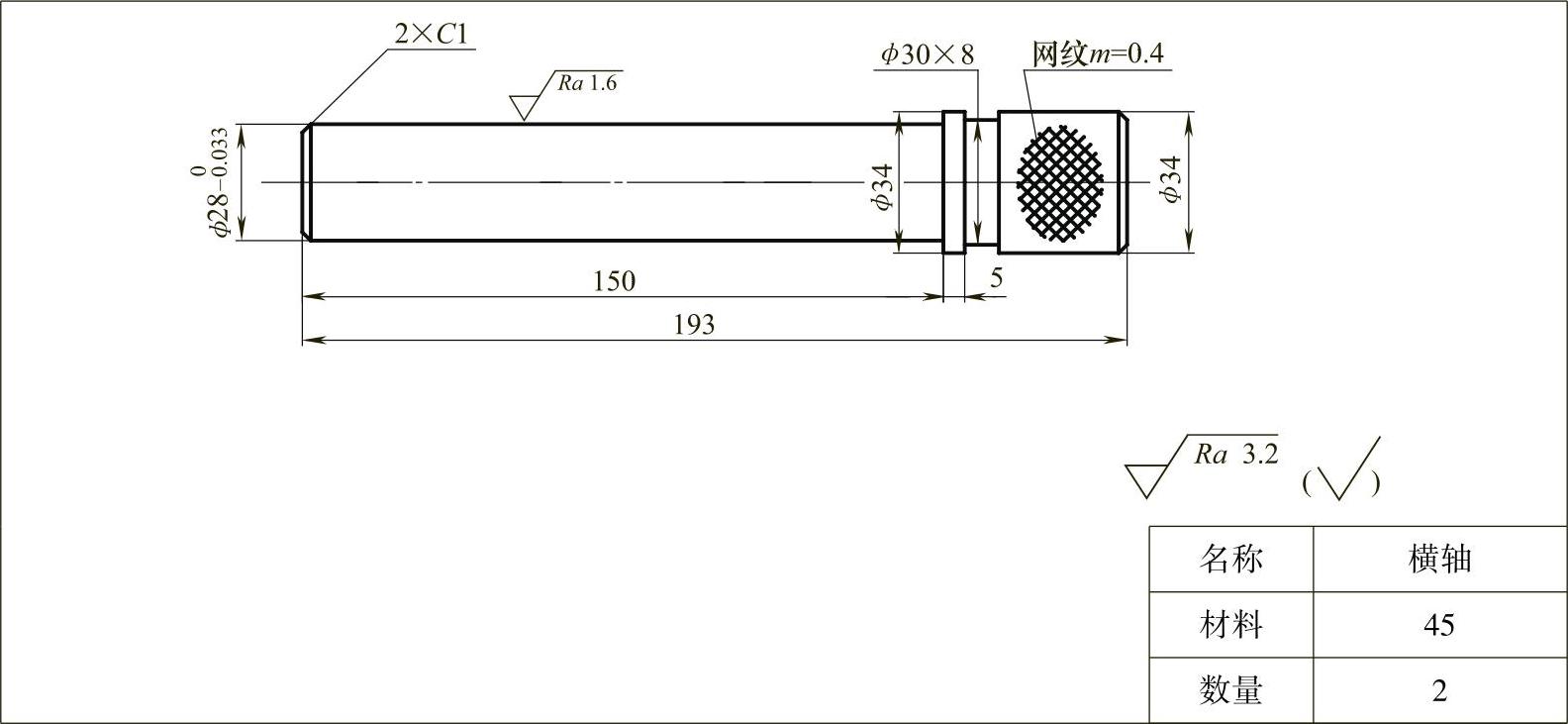
图2-90 横轴
表2-71 考件(权重得分)总分

表2-72 准备工作及工具使用评分表

表2-73 装配评分表

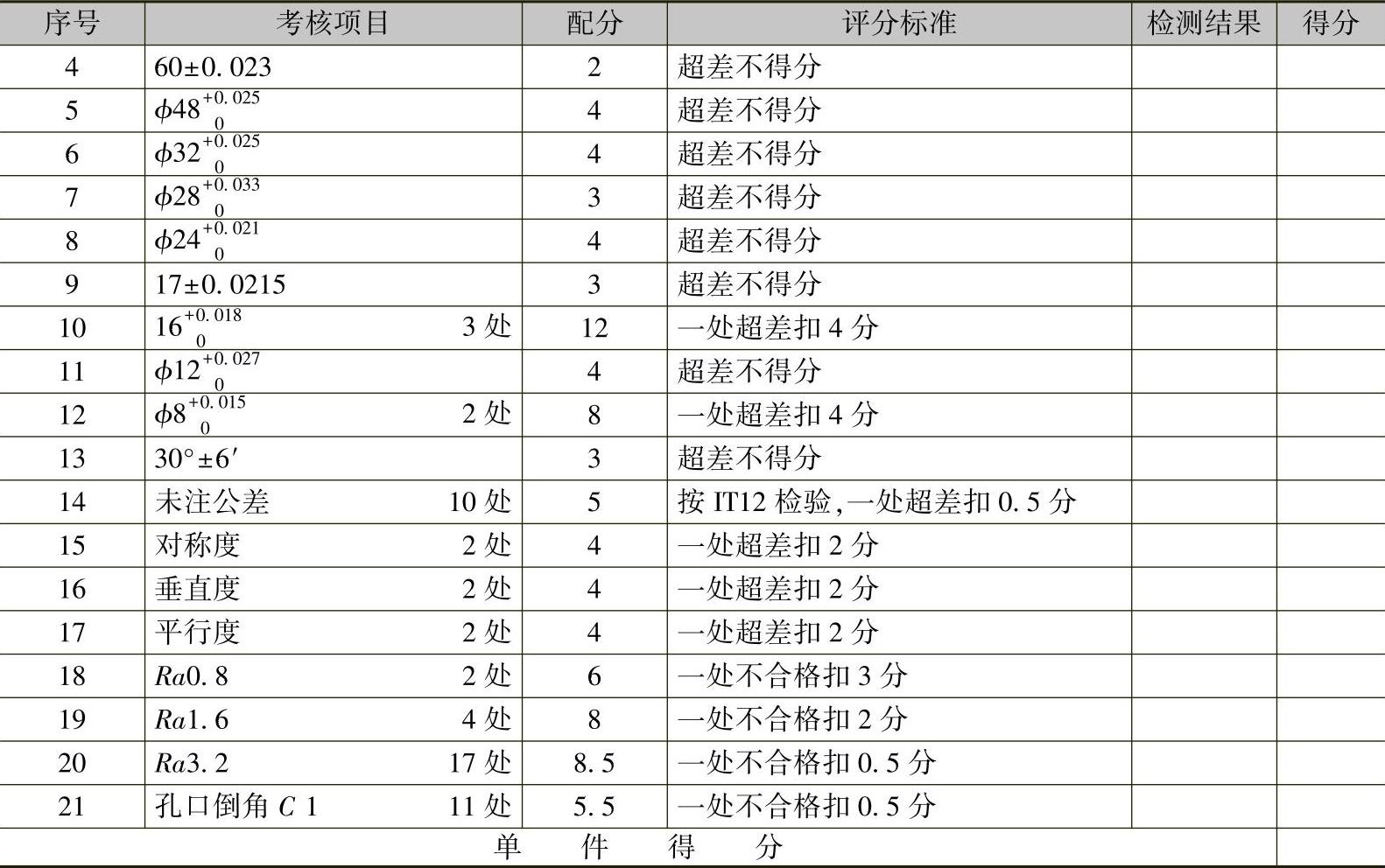
表2-74 箱体、直轴评分表
五、燕尾移动装置加工
1.考件图样(见图2-91~图2-94)
2.准备要求
1)试件毛坯尺寸为105mm×75mm×36mm、75mm×75mm×36mm和75mm×45mm×36mm,各一件。定位销如图2-95所示。
2)工具、量具、夹具、刀具准备。
3.考核要求
1)考件的各尺寸、几何公差、表面结构达到图样规定要求。
2)不准使用锉刀、砂布对考件进行修整加工。
3)时间定额:6.5h(不含考前准备时间)。提前完工不加分,超时应停止考试。

图2-91 燕尾移动装置
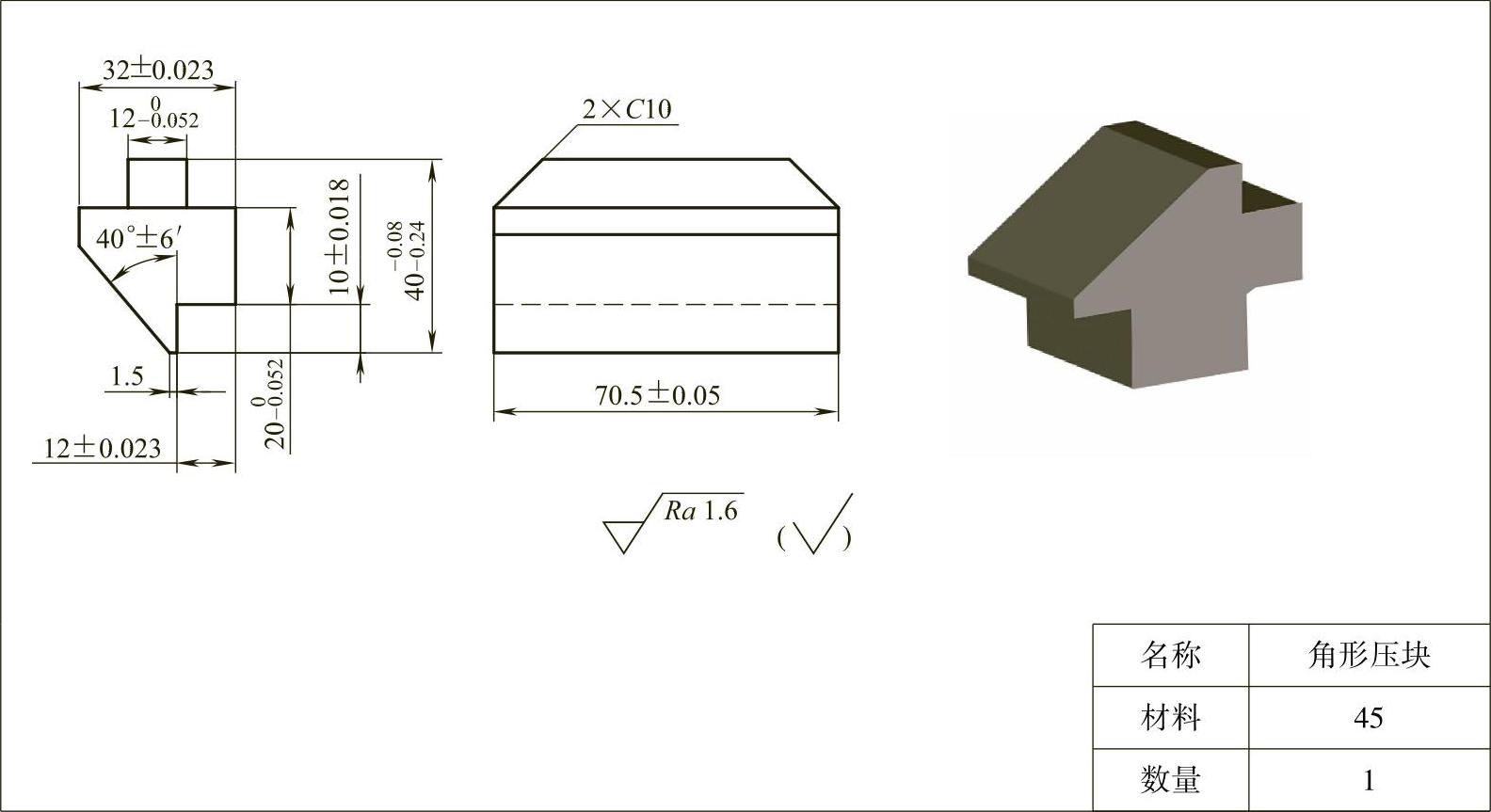
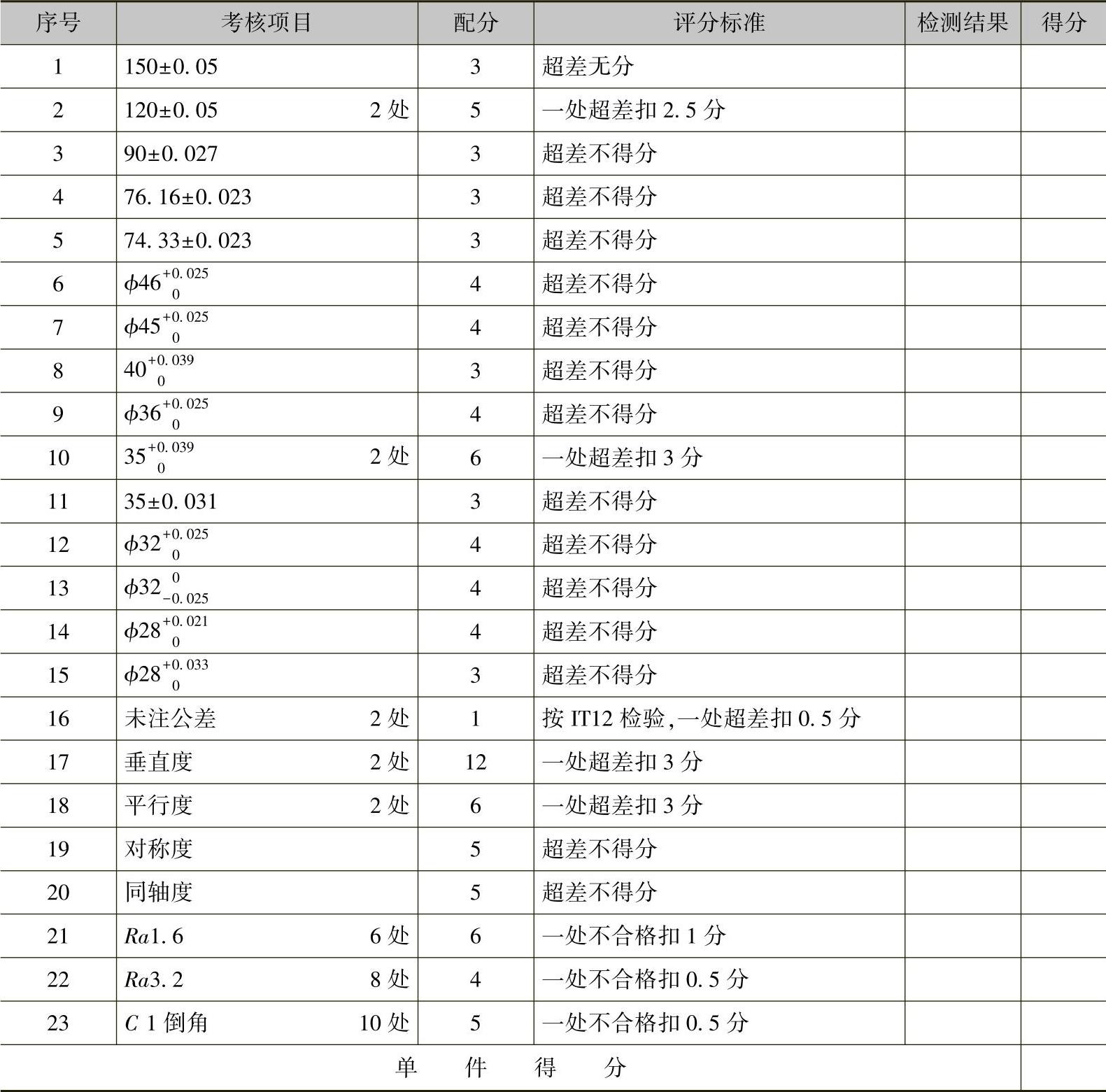
图2-92 角形压块
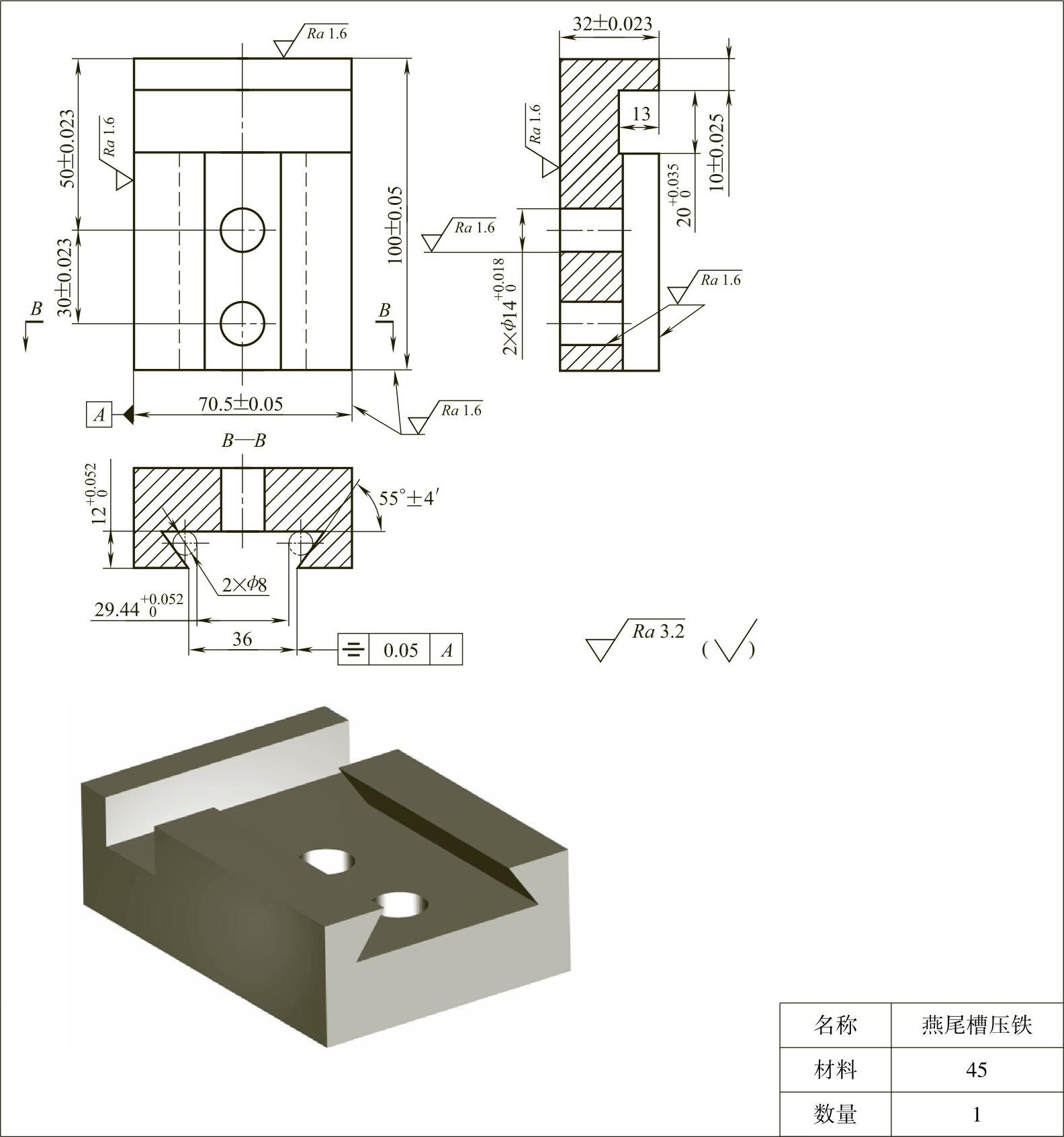
图2-93 燕尾槽压铁
4)安全文明生产:
①正确执行安全文明生产操作规程。
②按企业有关文明生产的规定,做到工作地整洁,工件、刀具、工具、夹具、量具摆放整齐。
4.考核项目及评分标准
1)采用百分制,本实操试题分值:30分(满分100分,得分按30%的权重计入总分)。
2)评分方法:按单项扣分、得分,见表2-75~表2-80。
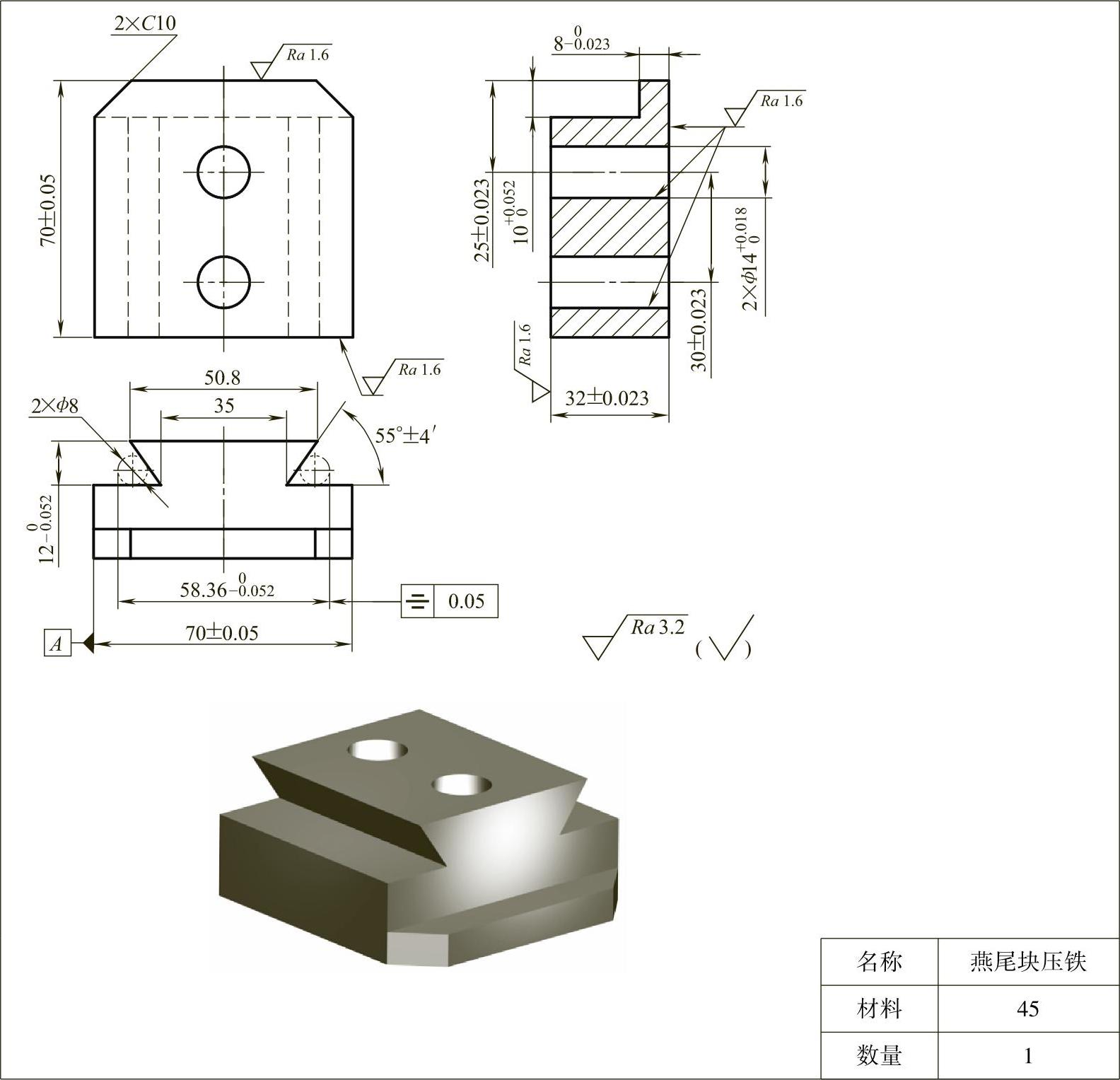
图2-94 燕尾块压铁
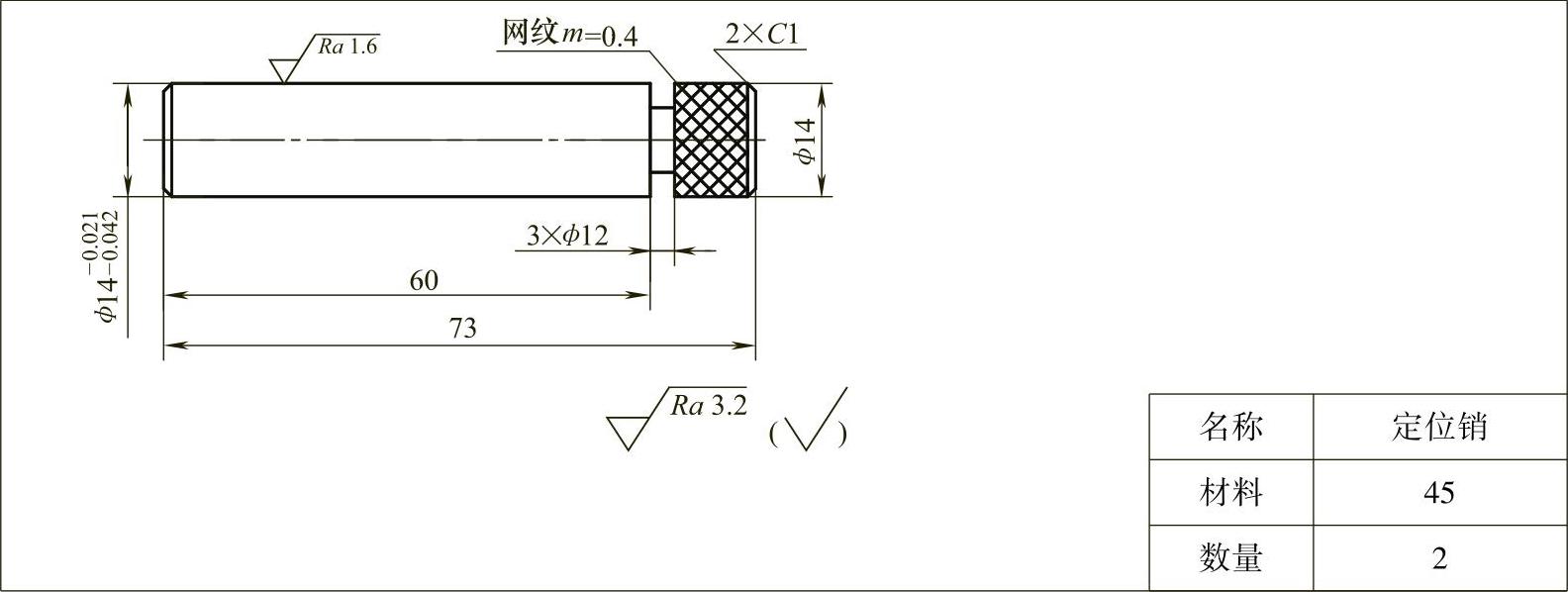
图2-95 定位销
表2-75 考件(权重得分)总分

表2-76 准备工作及工具使用评分表

表2-77 考件组合评分表

表2-78 燕尾槽压铁评分表

(续)
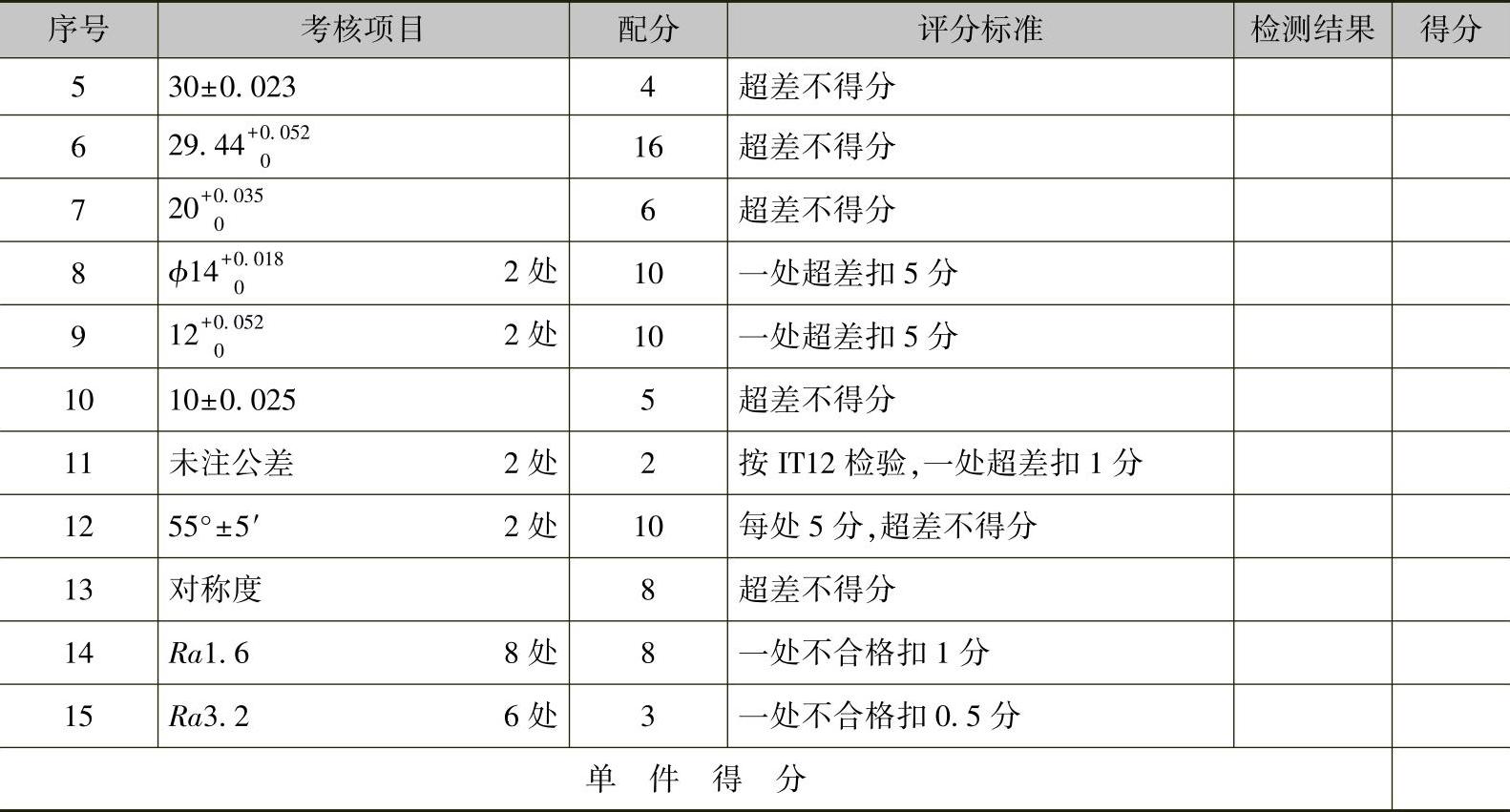
表2-79 燕尾块压铁评分表
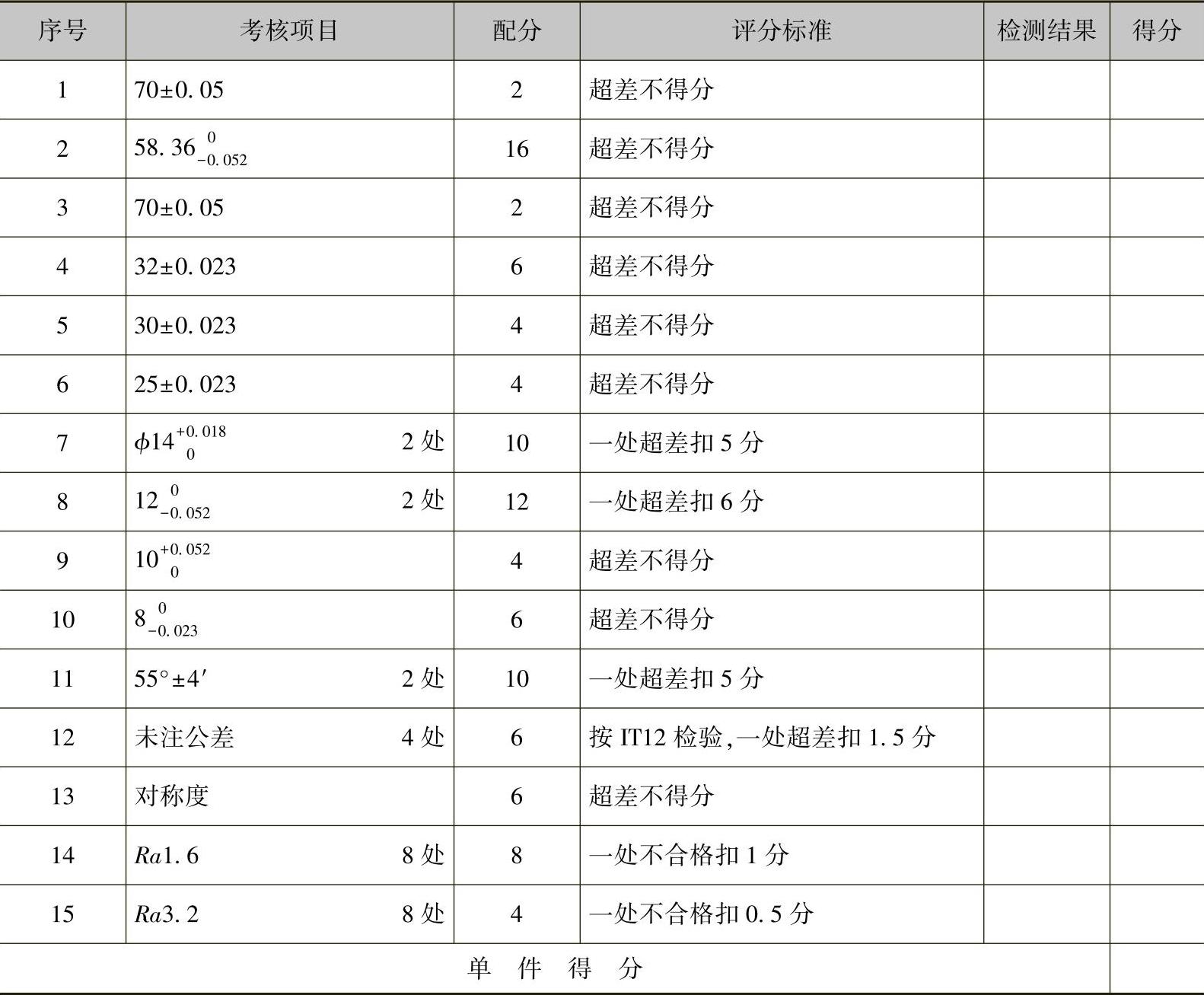
表2-80 角形压块评分表
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。