



一、夹具方台加工
1.考件图样(见图2-1)

图2-1 夹具方台
2.准备要求
1)毛坯尺寸为105mm×55mm×40mm。
2)工具、量具、夹具、刀具准备。
3.考核要求
1)考件的各尺寸、几何公差、表面结构达到图样规定要求。
2)不准使用砂布对考件进行修整加工。
3)时间定额:4.5h(不含考前准备时间)。提前完工不加分,超时应停止考试。
4)安全文明生产:
①正确执行安全文明生产操作规程。
②按企业有关文明生产的规定,做到工作地整洁,工件、刀具、工具、夹具、量具摆放整齐。
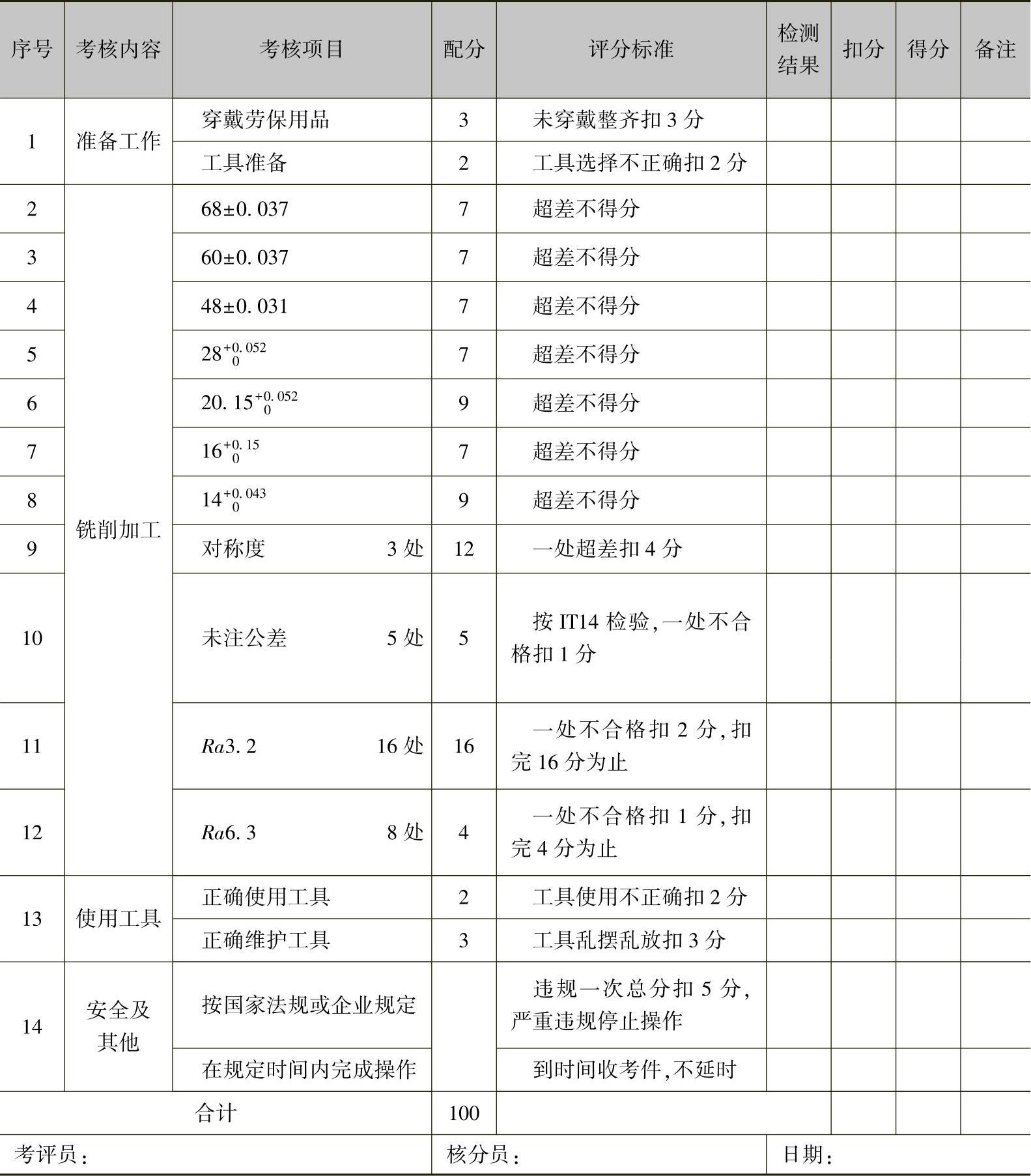
4.评分标准(见表2-1)
表2-1 夹具方台评分标准

二、斜面台阶垫加工
1.考件图样(见图2-2)
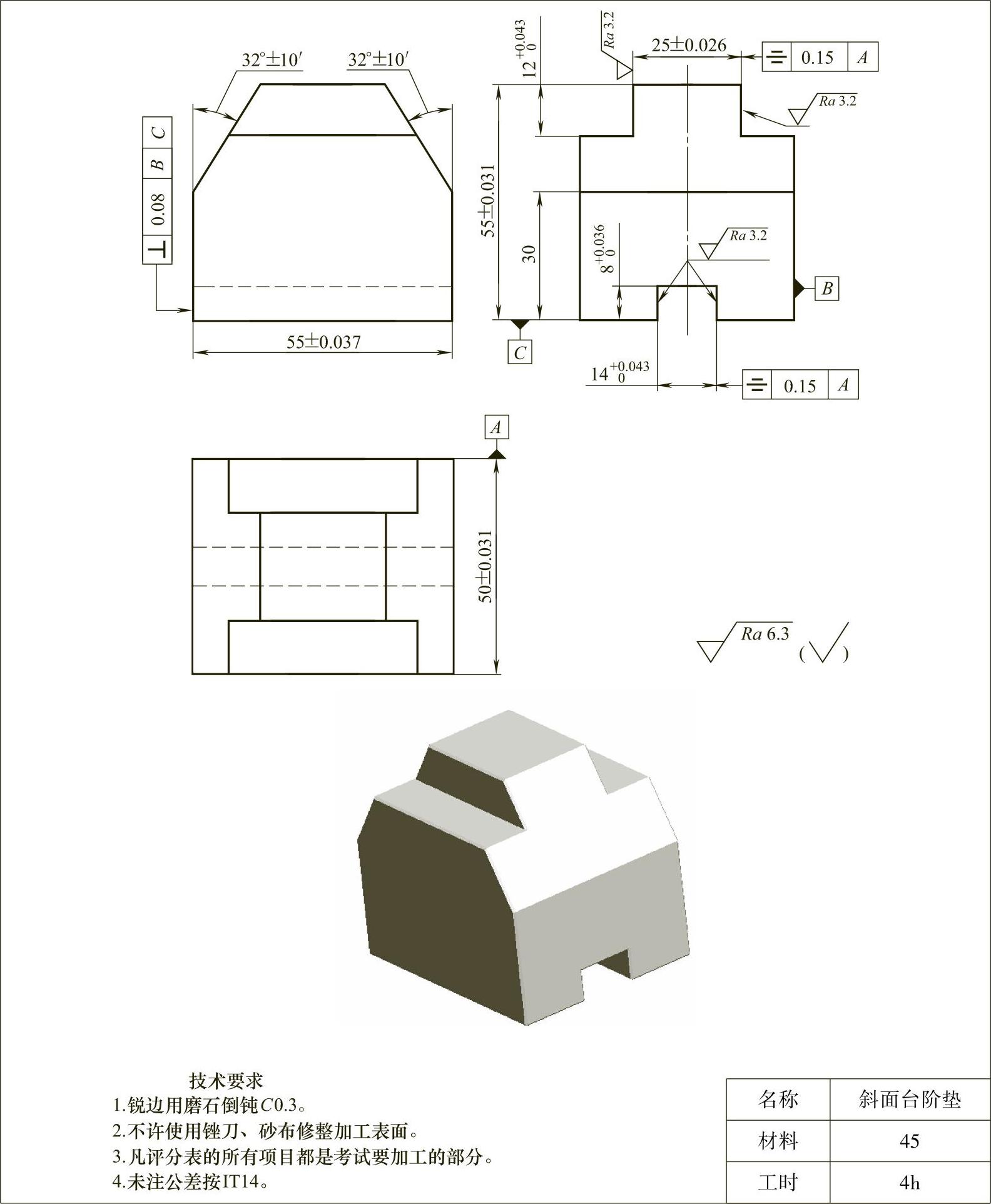
图2-2 斜面台阶垫
2.准备要求
1)毛坯尺寸为60mm×60mm×55mm。
2)工具、量具、夹具、刀具准备。
3.考核要求
1)考件的各尺寸、几何公差、表面结构达到图样规定要求。
2)不准使用砂布对考件进行修整加工。
3)时间定额:4h(不含考前准备时间)。提前完工不加分,超时应停止考试。
4)安全文明生产:
①正确执行安全文明生产操作规程。
②按企业有关文明生产的规定,做到工作地整洁,工件、刀具、工具、夹具、量具摆放整齐。
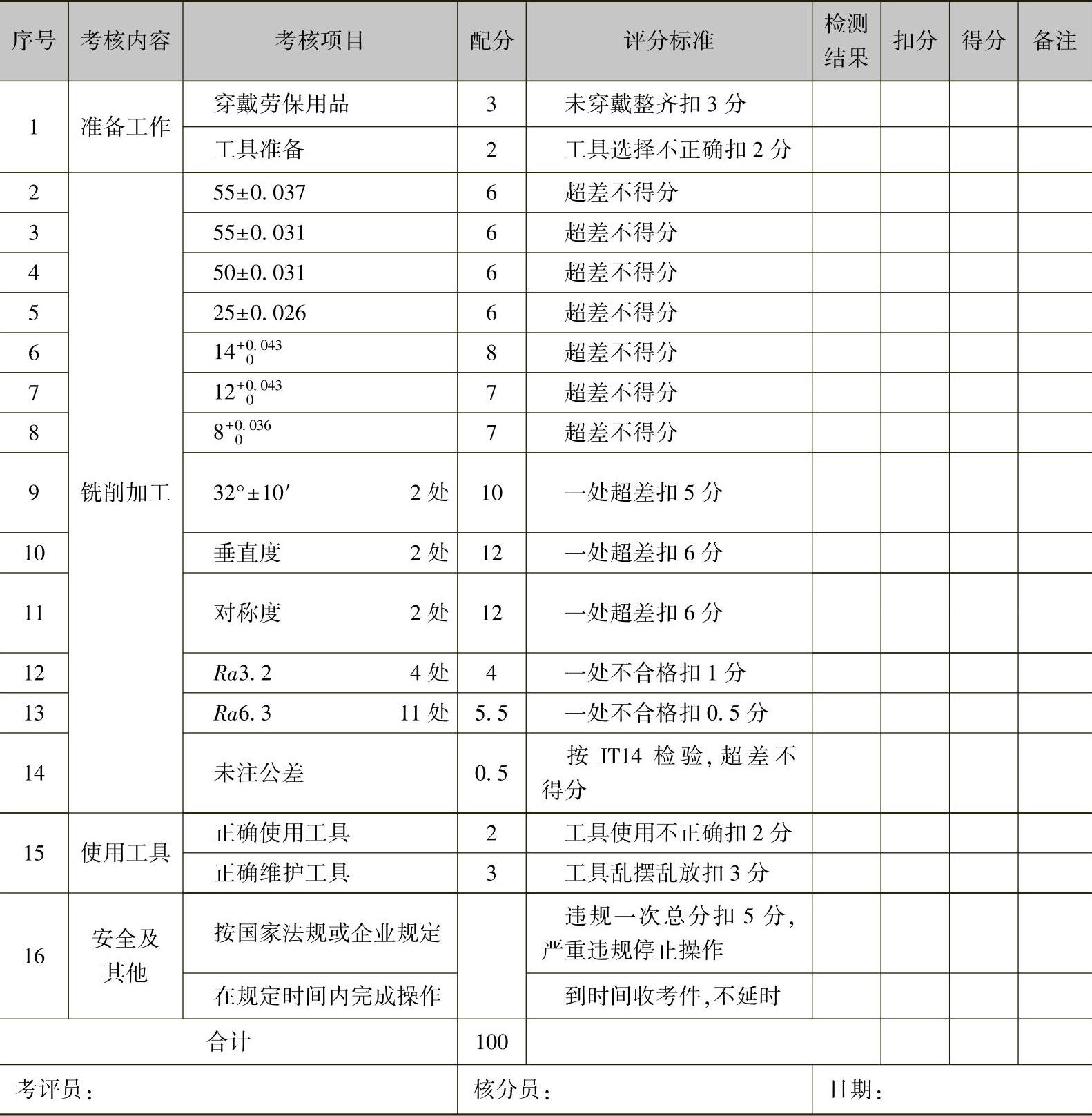
4.评分标准(见表2-2)
表2-2 斜面台阶垫评分标准
三、弯头压板加工
1.考件图样(见图2-3)

图2-3 弯头压板
2.准备要求
1)毛坯尺寸为80mm×40mm×25mm。
2)工具、量具、夹具、刀具准备。
3.考核要求
1)考件的各尺寸、几何公差、表面结构达到图样规定要求。
2)不准使用砂布对考件进行修整加工。
3)时间定额:3h(不含考前准备时间)。提前完工不加分,超时应停止考试。
4)安全文明生产:
①正确执行安全文明生产操作规程。
②按企业有关文明生产的规定,做到工作地整洁,工件、刀具、工具、夹具、量具摆放整齐。
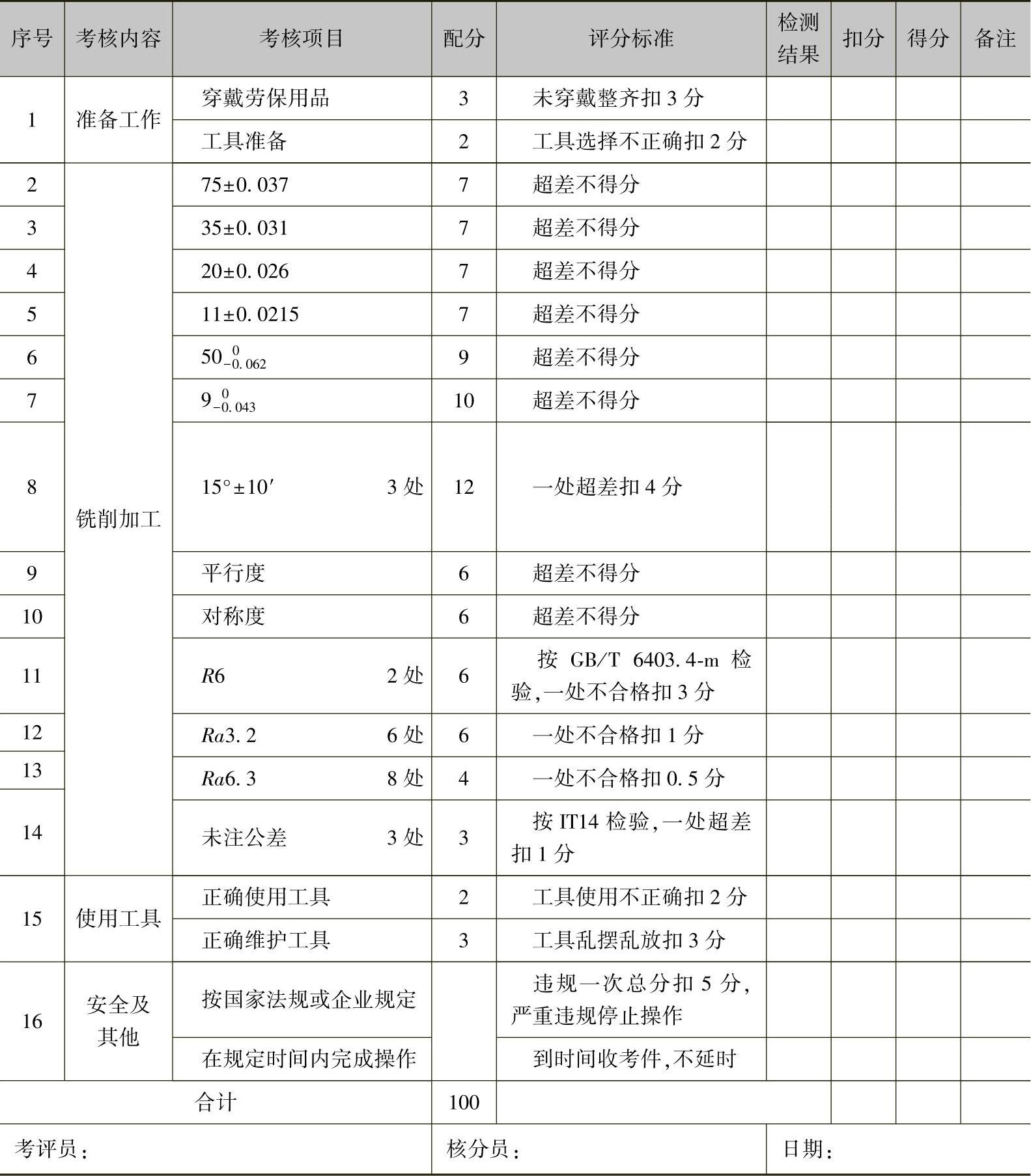
4.评分标准(见表2-3)
表2-3 弯头压板评分标准
四、轴上键槽加工(https://www.xing528.com)
1.考件图样(见图2-4)
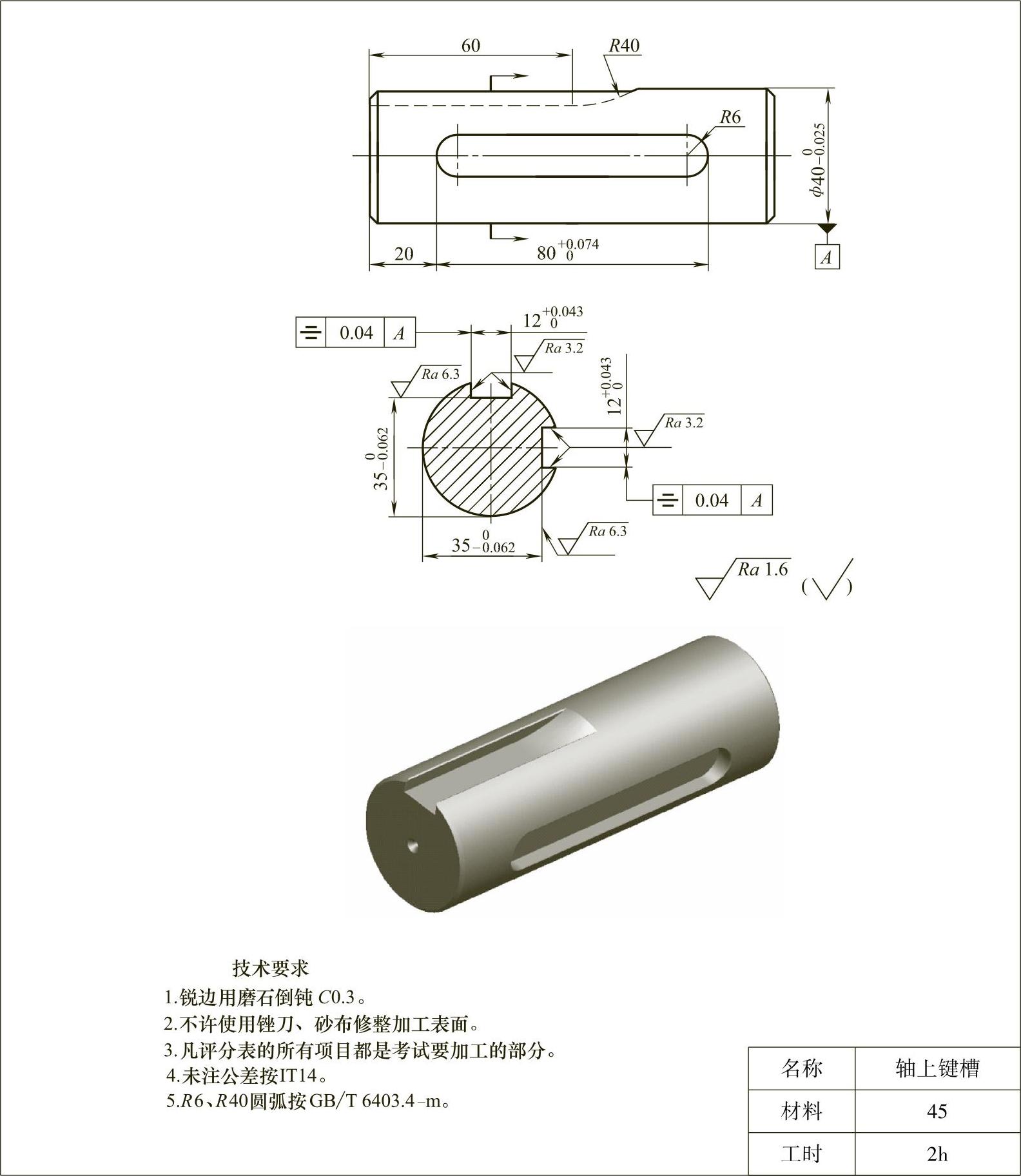
图2-4 轴上键槽
2.准备要求
1)毛坯尺寸为ϕ40mm×120mm,两端有中心孔。
2)工具、量具、夹具、刀具准备。
3.考核要求
1)考件的各尺寸、几何公差、表面结构达到图样规定要求。
2)不准使用砂布对考件进行修整加工。
3)时间定额:2h(不含考前准备时间)。提前完工不加分,超时应停止考试。
4)安全文明生产:
①正确执行安全文明生产操作规程。
②按企业有关文明生产的规定,做到工作地整洁,工件、刀具、工具、夹具、量具摆放整齐。
4.评分标准(见表2-4)
表2-4 轴上键槽评分标准
五、燕尾块压铁加工
1.考件图样(见图2-5)
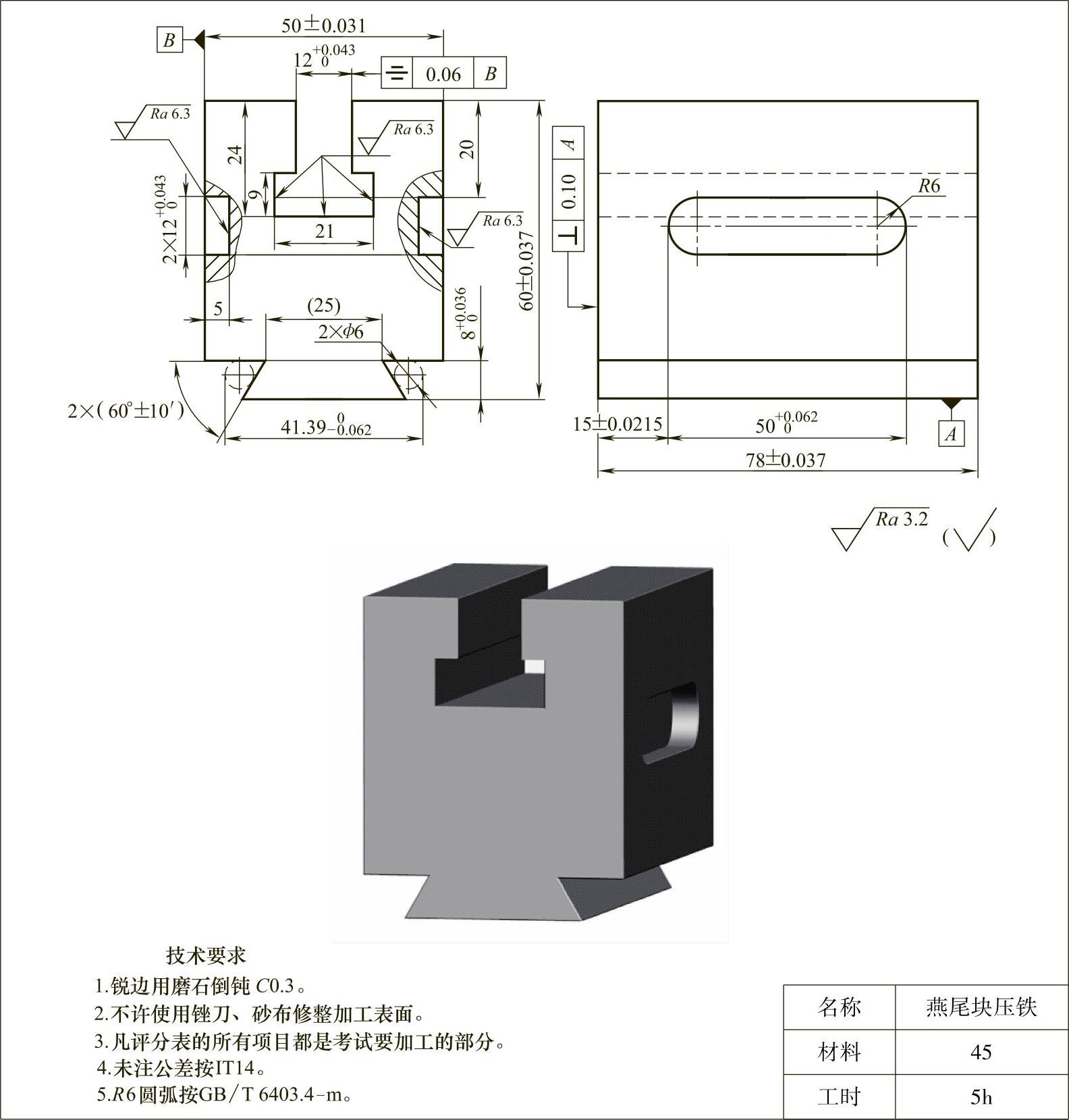
图2-5 燕尾块压铁
2.准备要求
1)毛坯尺寸为55mm×65mm×83mm。
2)工具、量具、夹具、刀具准备。
3.考核要求
1)考件的各尺寸、几何公差、表面结构达到图样规定要求。
2)不准使用砂布对考件进行修整加工。
3)时间定额:5h(不含考前准备时间)。提前完工不加分,超时应停止考试。
4)安全文明生产:
①正确执行安全文明生产操作规程。
②按企业有关文明生产的规定,做到工作地整洁,工件、刀具、工具、夹具、量具摆放整齐。
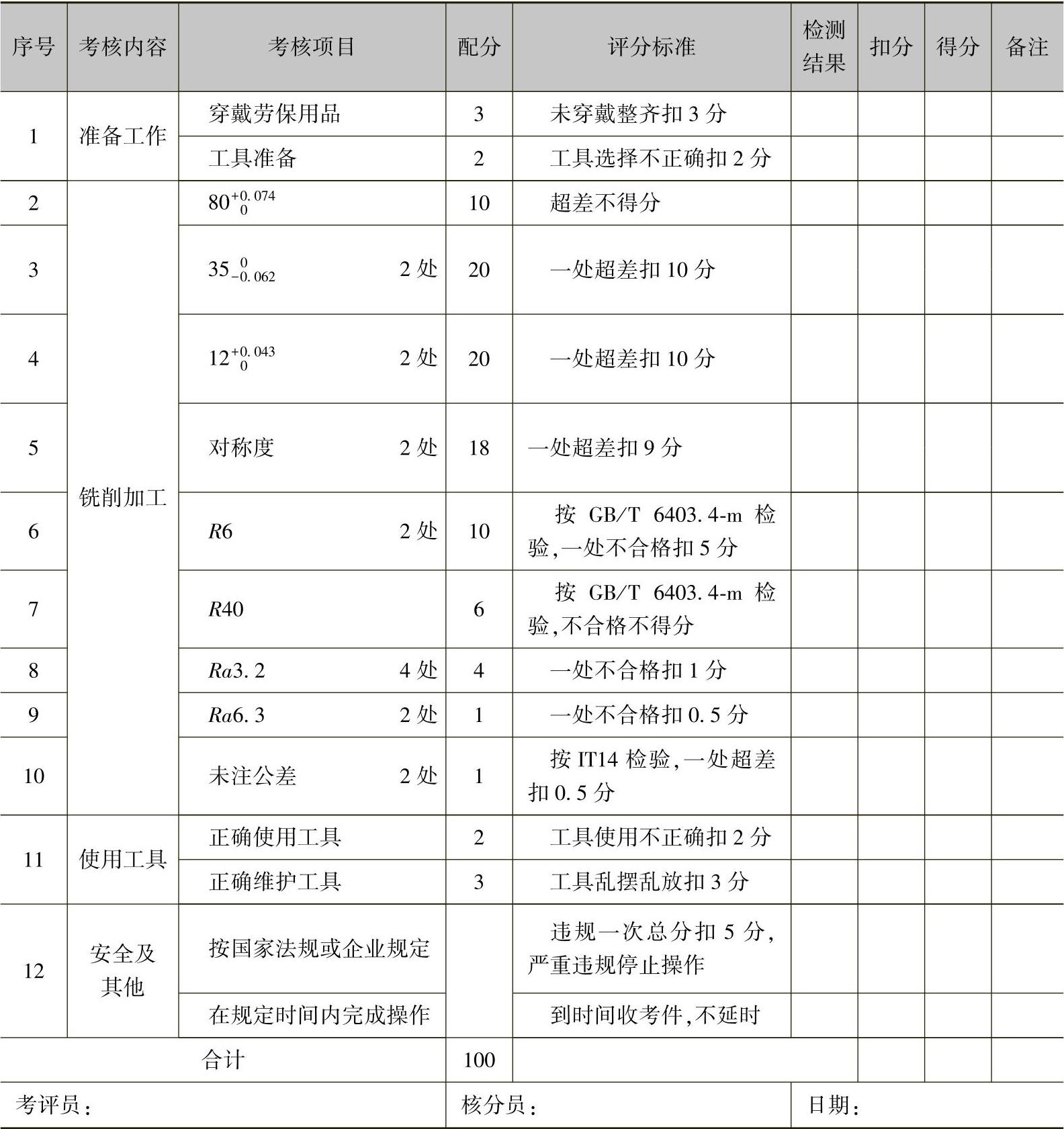
4.评分标准(见表2-5)
表2-5 燕尾块压铁评分标准
六、燕尾槽压铁加工
1.考件图样(见图2-6)
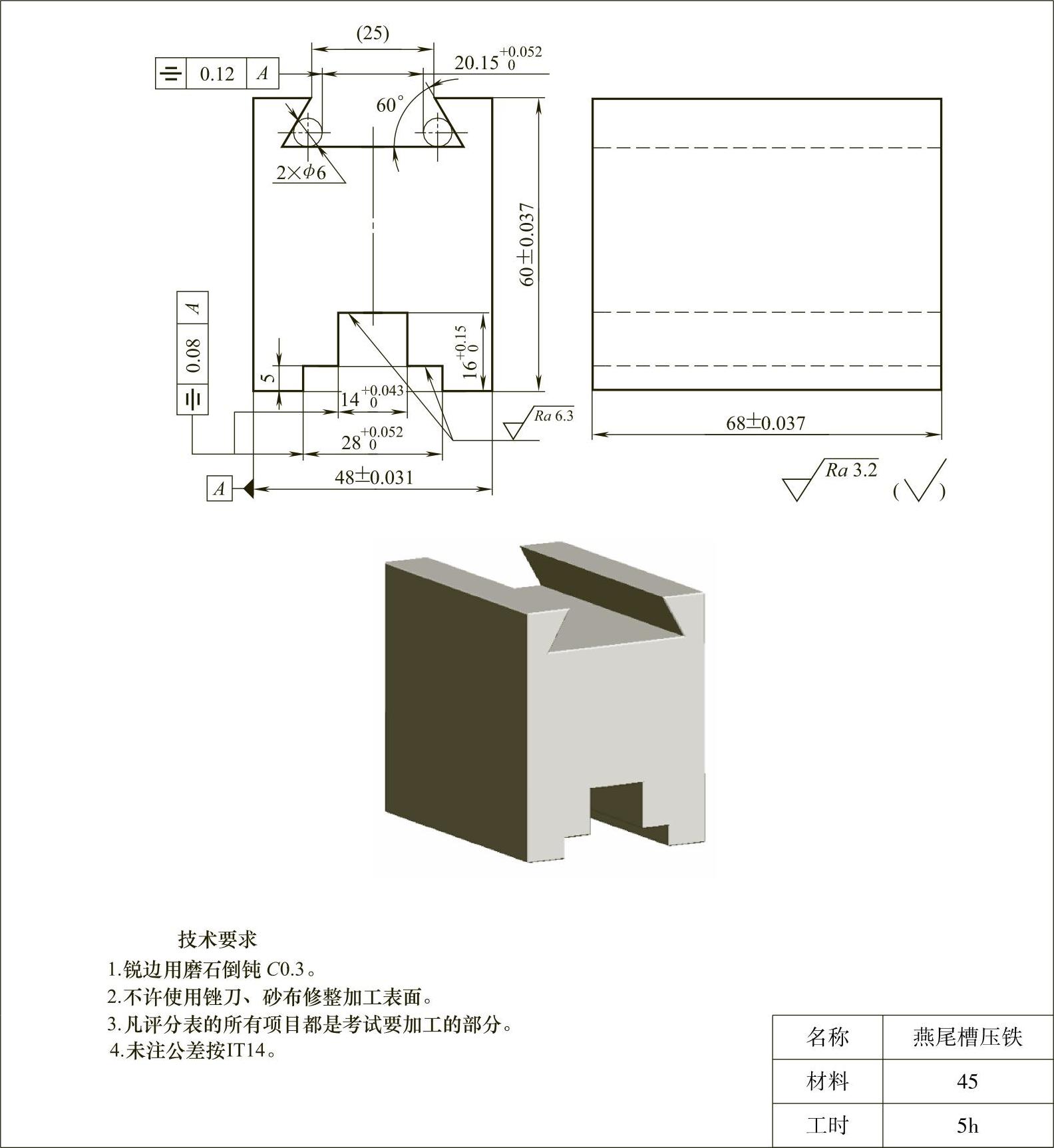
图2-6 燕尾槽压铁
2.准备要求
1)毛坯尺寸为53mm×65mm×73mm。
2)工具、量具、夹具、刀具准备。
3.考核要求
1)考件的各尺寸、几何公差、表面结构达到图样规定要求。
2)不准使用砂布对考件进行修整加工。
3)时间定额:5h(不含考前准备时间)。提前完工不加分,超时应停止考试。
4)安全文明生产:
①正确执行安全文明生产操作规程。
②按企业有关文明生产的规定,做到工作地整洁,工件、刀具、工具、夹具、量具摆放整齐。
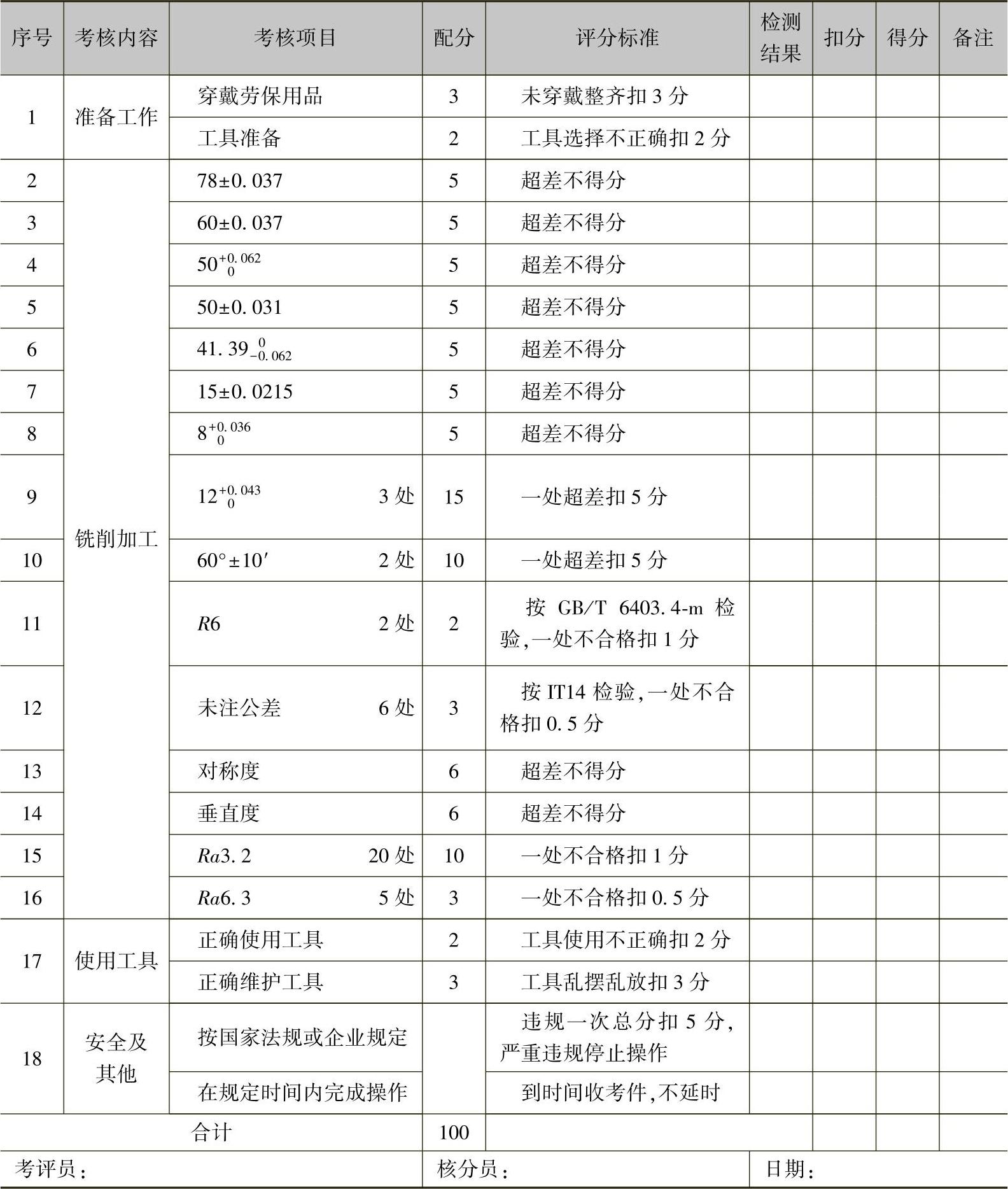
4.评分标准(见表2-6)
表2-6 燕尾槽压铁评分标准
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。