



【摘要】:切断时,使用左刀尖定位时,要充分考虑刀宽。2)定位基准为45mm外圆。因此螺纹和零件总长度尺寸需要精加工,零件总长度要保证精度。3)加工路线:路线一:加工左端粗、精车36mm和32mm外圆,25mm圆弧→切断。表9-2 具体的刀具及加工内容
1.样例一(图9-1)
毛坯:45钢,ϕ45mm×80mm
工艺分析:
1)该零件由圆弧外轮廓、退刀槽、外螺纹、倒角组成。ϕ38、ϕ32、M30有尺寸精度要求,其余的表面精度要求较高。因此所有轮廓表面都要半精加工。切断时,使用左刀尖定位时,要充分考虑刀宽。
2)定位基准为ϕ45mm外圆。
3)加工路线:粗车外圆→精车外圆→半精车R10mm半球体及倒圆→车ϕ26mm槽→粗、精车M32螺纹→切断。
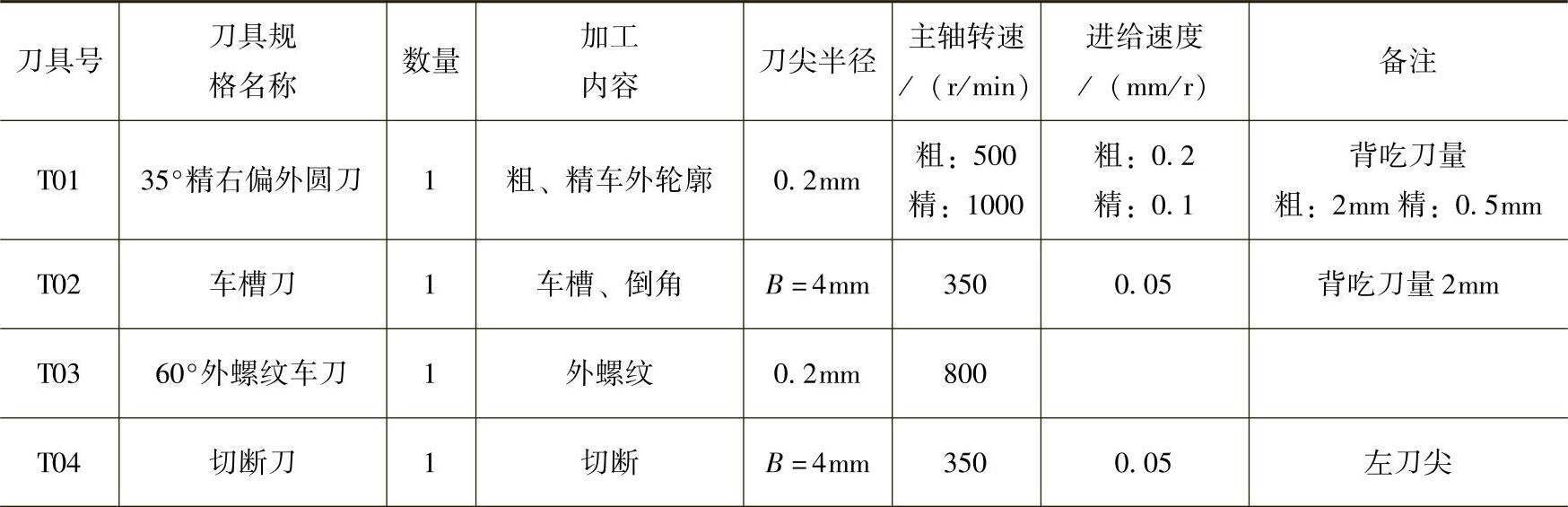
4)具体的刀具及加工内容见表9-1。
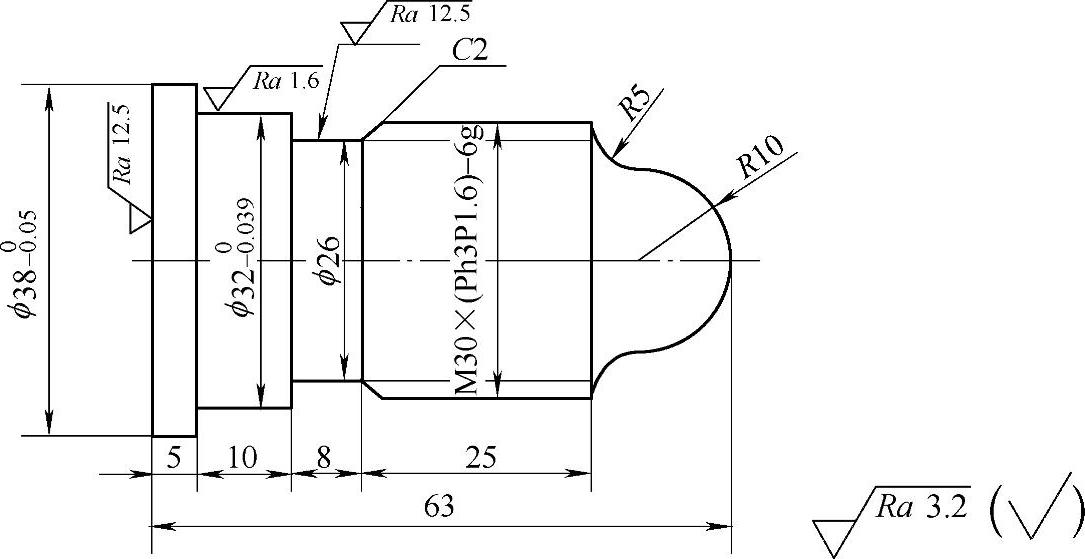
图9-1 样例一
表9-1 具体的刀具及加工内容
2.样例二(图9-2)
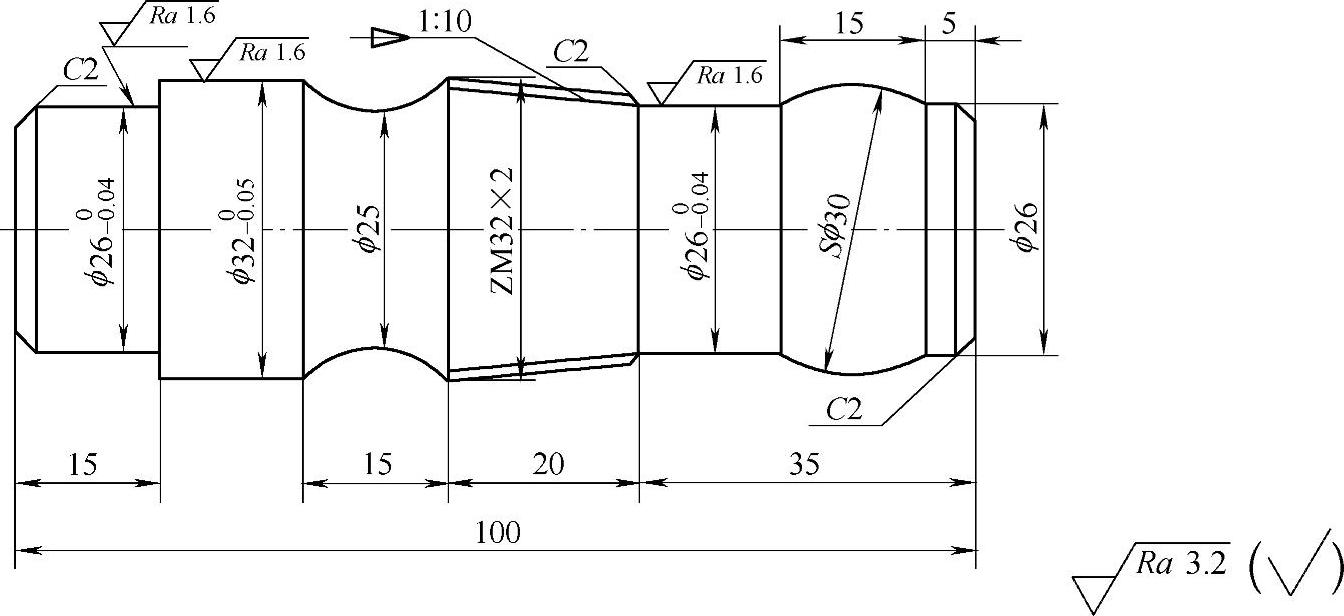
图9-2 样例二(https://www.xing528.com)
毛坯:45钢,ϕ40mm×120mm
工艺分析:
1)该零件有两个工艺特点:一是两端都要加工;二是加工元素较多,由圆弧外轮廓、圆锥、退刀槽、外螺纹、倒角组成。ZM32的锥螺纹、ϕ26和ϕ32外圆尺寸精度要求,其余的表面精度要求较高。因此螺纹和零件总长度尺寸需要精加工,零件总长度要保证精度。
2)定位基准为ϕ40mm外圆和ϕ26mm外圆。
3)加工路线:
路线一:加工左端
粗、精车ϕ36mm和ϕ32mm外圆,ϕ25mm圆弧→切断。
路线二:加工右端
粗、精车右端外轮廓→车ZM32锥螺纹→倒角→粗、精车M24×2的螺纹。
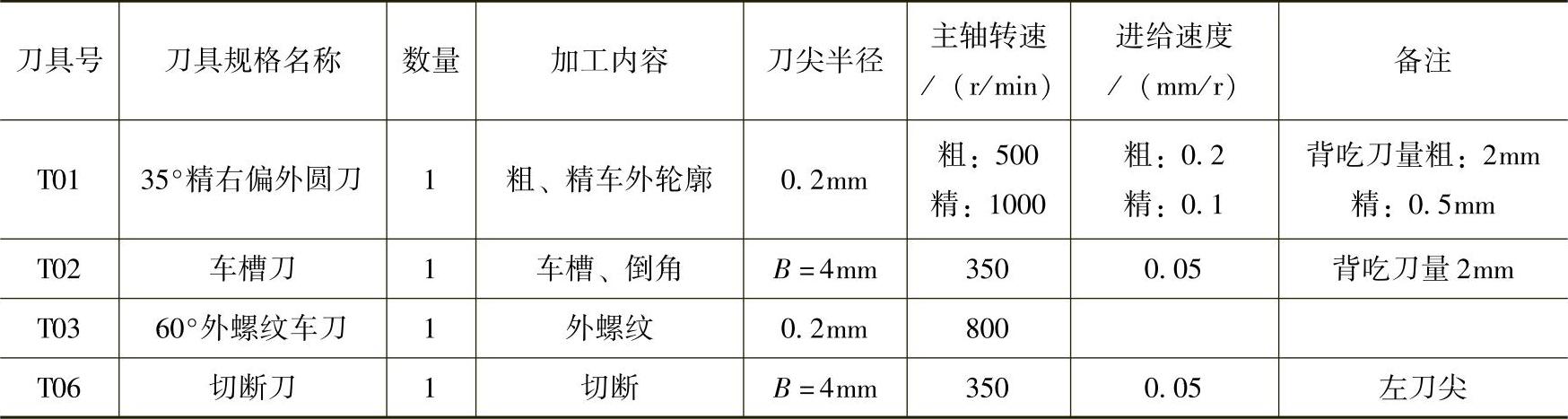
4)具体的刀具及加工内容见表9-2。
表9-2 具体的刀具及加工内容
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。