



【摘要】:加工中心刀具装夹需要考虑的问题与数控铣床的类似,最大的区别在于加工中心是自动换刀,使用的刀柄和夹头与数控铣床不同。加工中心的刀具半径和长度补偿方法与数控铣床一样,都是通过修改刀具参数表设置补偿值。加工中心的加工范围比数控铣床大,因此零件的形状比较多,装夹的方式也相对较多。图7-1 压板夹紧图7-2 自定心卡盘夹紧图7-3 V型块定位图7-4 90°弯板设置图7-5 箱形弯板设置
加工中心刀具装夹需要考虑的问题与数控铣床的类似,最大的区别在于加工中心是自动换刀,使用的刀柄和夹头与数控铣床不同。
在主轴和刀柄之间存在两种连接,刚性连接和非刚性连接。实现刚性连接包括HSK DIN69893,SCHAUBIN,BT等;实现非刚性连接包括DIN 69871,ISO 7388,MAS 403等。使用刚性连接的刀柄,只要系统具备足够的刚性就可以得到20000r/min以上的转速。对于非刚性刀柄,建议将转速设在10000r/min转速以下。因此在已知切削速度时,旋转刚性或非刚性连接的刀柄。
加工中心的刀具半径和长度补偿方法与数控铣床一样,都是通过修改刀具参数表设置补偿值。但是加工中心是多刀连续加工,因此在设计刀具补偿时,要充分考虑刀具因长时间加工产生的磨损。
加工中心的加工范围比数控铣床大,因此零件的形状比较多,装夹的方式也相对较多。如压板装夹(图7-1),自定心卡盘夹紧(图7-2),V型块定位(图7-3),90°弯板设置(图7-4),箱形弯板设置(图7-5)。
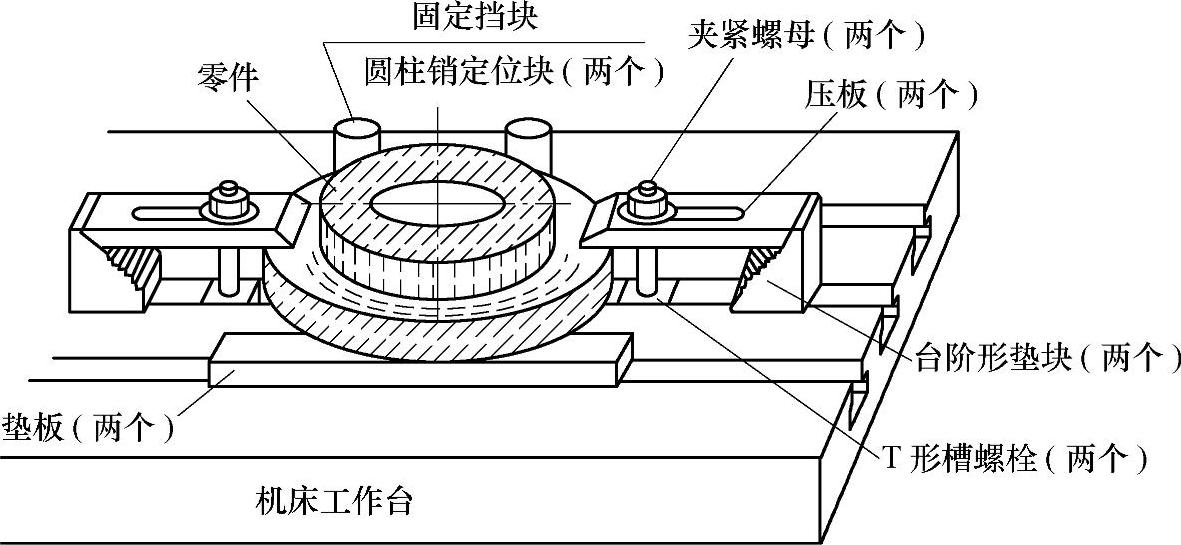
图7-1 压板夹紧
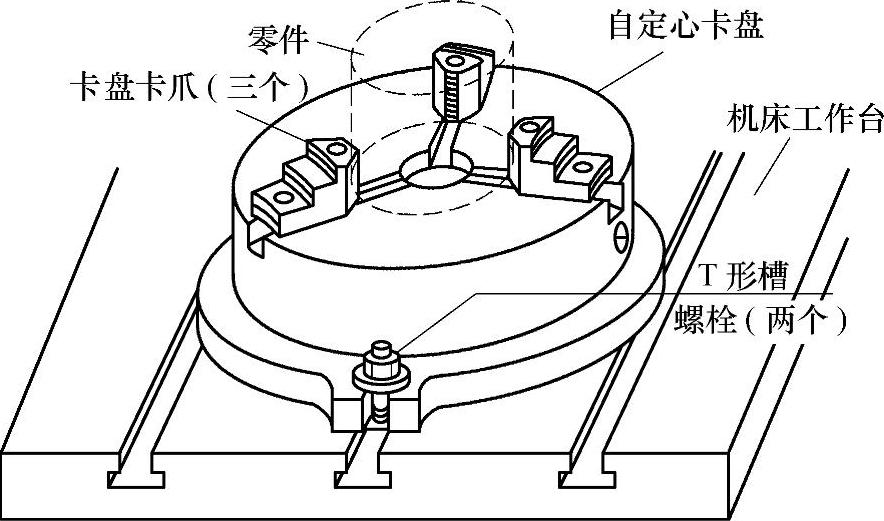
图7-2 自定心卡盘夹紧(https://www.xing528.com)
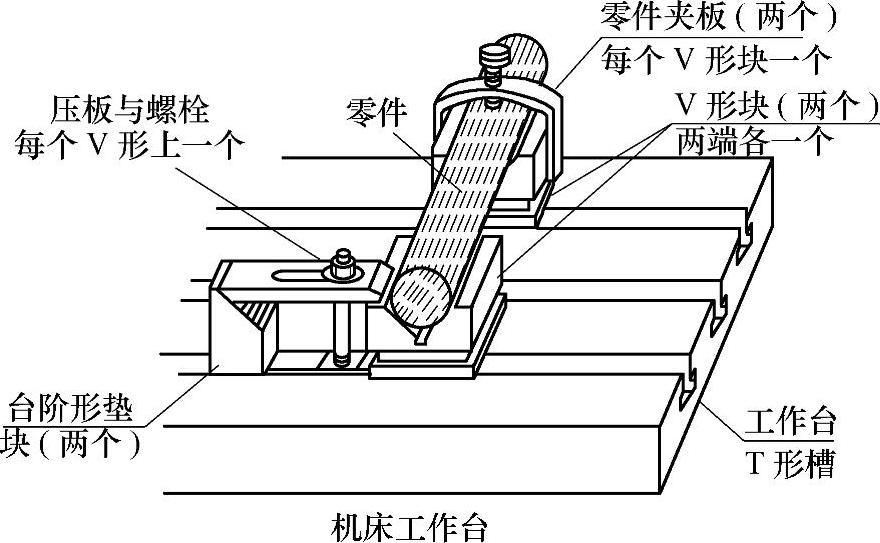
图7-3 V型块定位
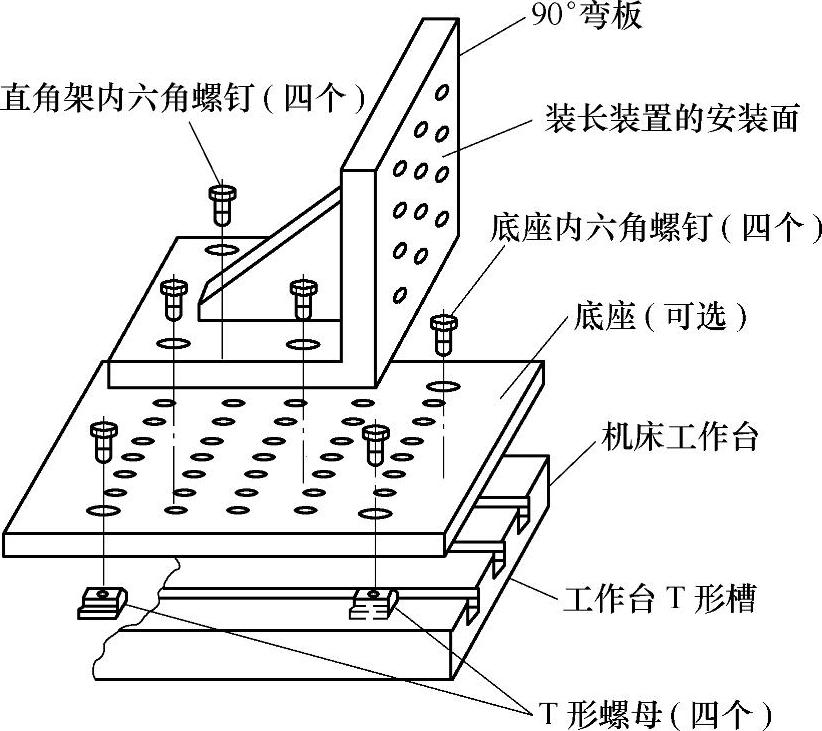
图7-4 90°弯板设置
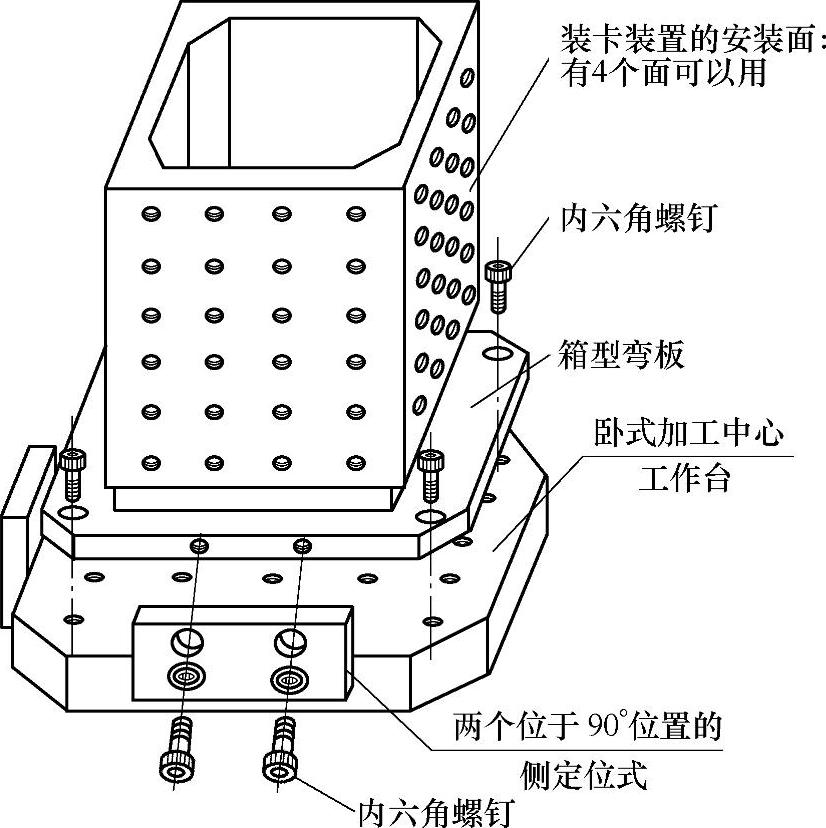
图7-5 箱形弯板设置
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。