



1.回零操作步骤
按操作面板的 键,并检查计算机界面显示加工方式为回零;按机床操作面板的方向键,先按
键,并检查计算机界面显示加工方式为回零;按机床操作面板的方向键,先按 ,让主轴往上提,避免主轴刀具与工件发生碰撞或干涉,然后依次按
,让主轴往上提,避免主轴刀具与工件发生碰撞或干涉,然后依次按 和
和 (注意机床所停位置,X、Y、Z三轴的指示灯全部亮了,同时,机床指令三坐标轴显示):
(注意机床所停位置,X、Y、Z三轴的指示灯全部亮了,同时,机床指令三坐标轴显示):
注意:机床在回零过程中,不要做其他任何操作,以保证机床正确回零。
2.对刀操作(以数控铣床XK7145A为例)
(1)对刀过程
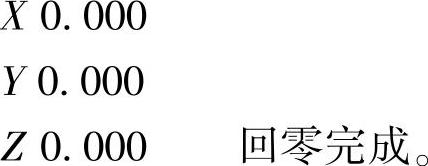
1)移动工作台,把刀具先移到X轴方向的一侧并与工件刚好接触,如图5-24所示。
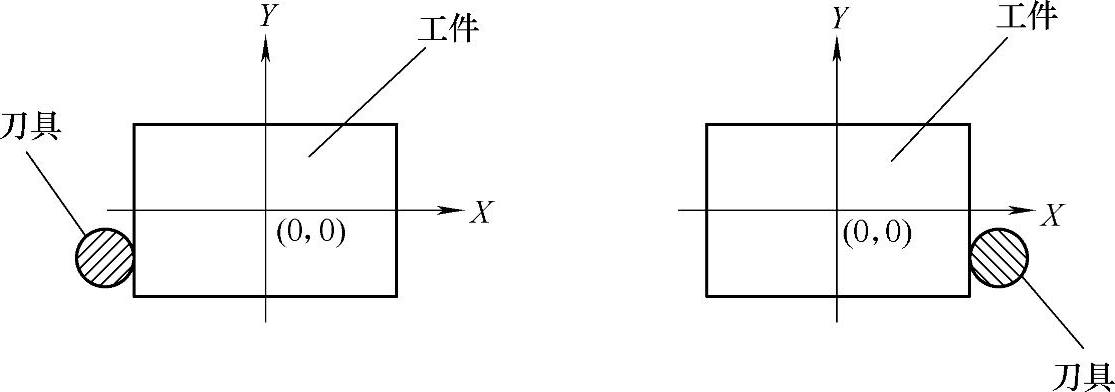
图5-24 对刀位置
2)回到机床操作面板按F5键(设置)→F8键(相对清零)→F1键(X轴清零)。
3)按机床操作面板方向键+Z提刀,快速移动到X轴方向另一侧并与工件刚好接触,记下X轴指令坐标值(X值)。(https://www.xing528.com)
4)按机床操作面板方向键+Z提刀,把主轴移至X轴坐标值的中点(X∗1/2),往后不再移动X轴。
5)以与X轴同样的方法对Y轴。
6)对Z轴时,主轴的刀尖刚好与工件的上表面接触。
(2)工件坐标系设定
经过上述对刀步骤,已把刀具设置在工件的中央位置和工件的最高点位置,此时,进行抄数,即将机床坐标系里刀具位置坐标填入G54坐标系里。
1)F1(坐标系设定)→F1(G54坐标系)→输入右边“机床实际坐标”到自动坐标系G54中→按ENTER键。
2)然后回到主菜单:按F3键(MDI)→键盘输入“G54”→按ENTER键。
3)按机床操作面板(单段)键或自动键,再按“循环启动”键一次。
(3)检查对刀、设置工件坐标是否正确:
在主菜单中按F9键切换到“坐标值联合显示”界面,查看液晶显示屏左上角当前点“工件坐标系”,是否三轴坐标值全部显示为零。如果工件坐标显示X0.000 Y0.000 Z0.000,则设置正确。否则重新抄数。完成工件坐标系设置,必须按+Z提刀到安全高度。
免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。