



1.麻花钻结构
标准高速钢麻花钻由工作部分、颈部及刀柄三部分组成,如图4-34所示。工作部分又分为切削部分和导向部分。切削部分承担主要切削工作,导向部分起导向、备磨作用,如图4-34a所示。
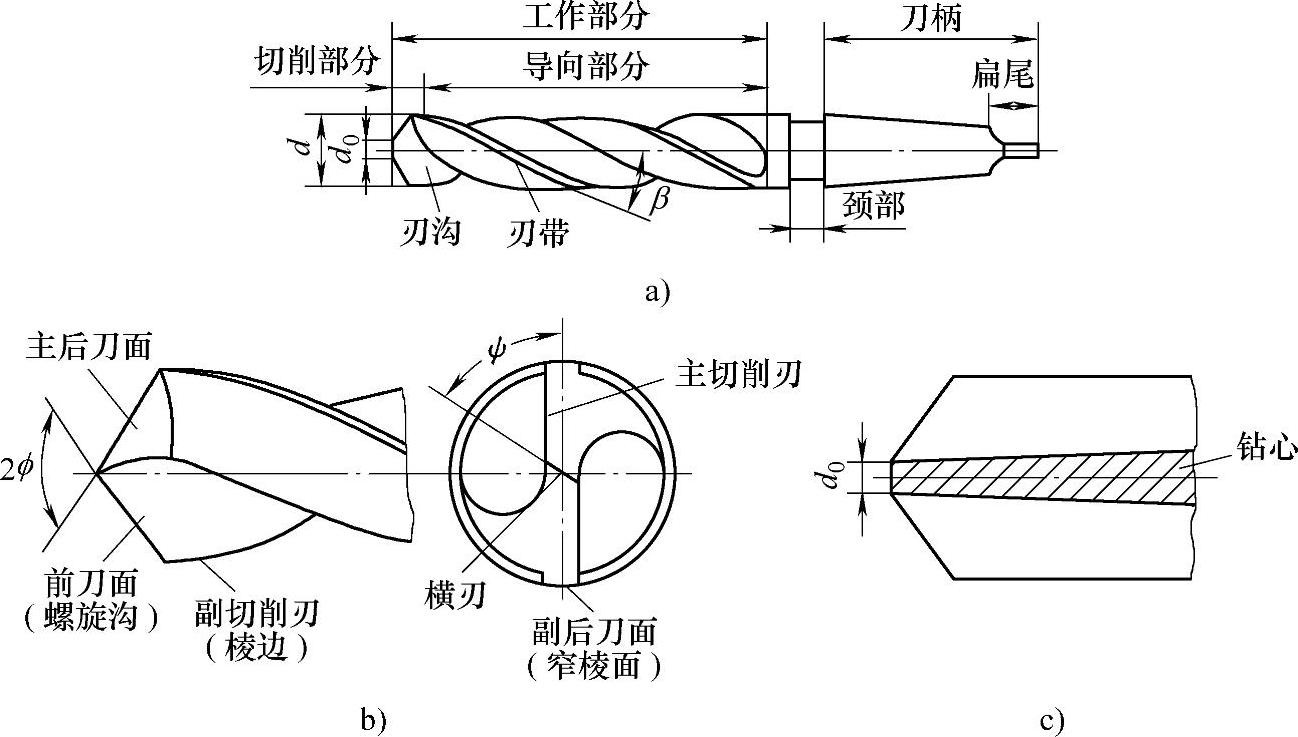
图4-34 标准高速钢麻花钻结构
a)结构 b)切削部分组成 c)钻心部分
为了减少麻花钻与孔壁的摩擦,导向部分上做有两条刃带(窄棱面),其外径由钻尖向刀柄逐渐减少,呈倒锥,每100mm长度缩小0.03~0.12mm,如图4-34b所示。颈部起连接作用,小直径直柄钻头无颈部。刀柄用于装夹钻头和传递扭距,柄部有直柄(小于ϕ20mm的小直径钻头)和锥柄之分,柄部末端还做有扁尾。
为了增加钻头的强度和刚度,工作部分两刃瓣间的钻心直径应沿轴线方向从钻尖向刀柄逐渐增大呈正锥,每100mm长度上增大1.4~2.0mm,如图4-34c所示。
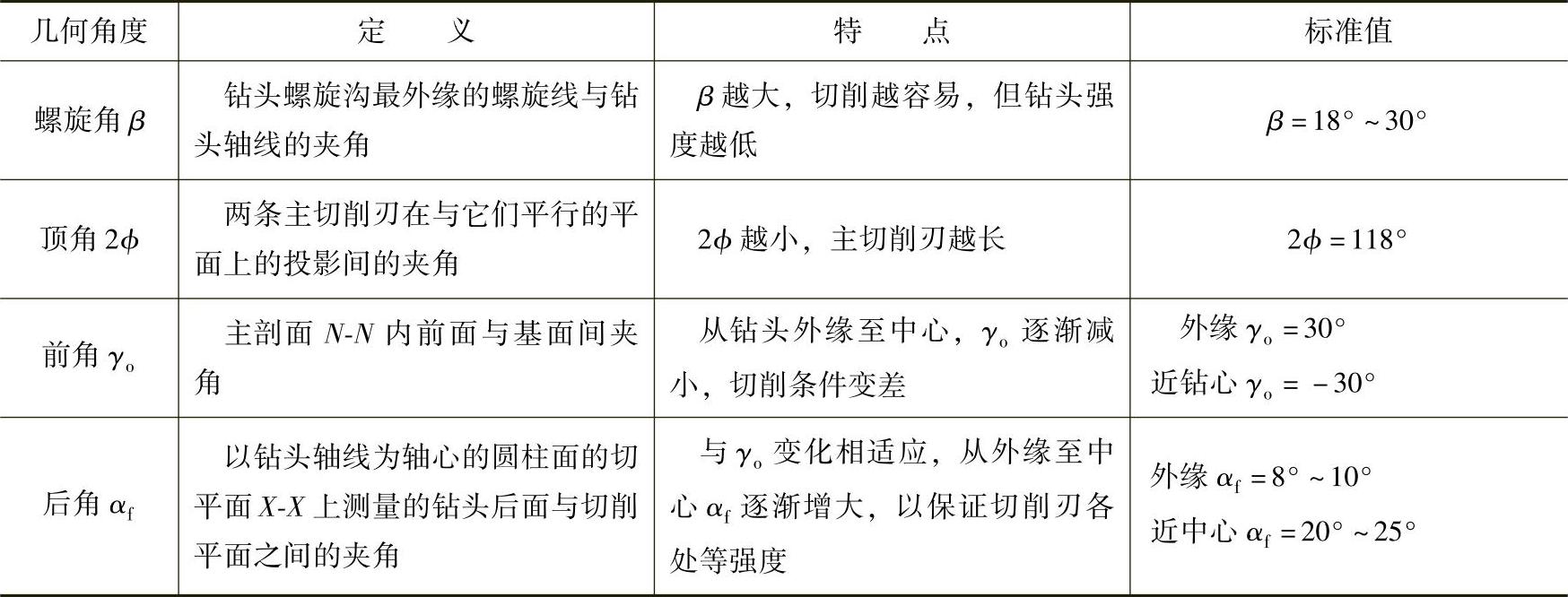
麻花钻的切削部分由两个前面、两个主后面、两个副后面(窄棱面)、两条主切削刃、两条副切削刃和一条横刃组成。麻花钻主要几何角度的定义及特点列于表4-5中。
表4-5麻花钻的几何角度
2.钻削用量与切削层参数(https://www.xing528.com)
切削速度、进给量、背吃刀量(钻削深度)称为钻削三要素。切削速度指主切削刃外缘处的线速度,以vc(m/min)表示。

式中 d0——钻头外径(mm);
n——钻头或工件的转速(r/min)。
进给量指每转进给量,指钻头每转向移动量,以f(mm/r)表示。每齿进给量指钻头转过一个刀齿相对于工件的轴向移动量,以f(mm/z)表示。进给速度指钻头在单位时间内相对于工件的轴向移动量,以vf(mm/min)表示。它们之间的关系为:

背吃刀量指钻头直径的1/2,以ap表示,
切削厚度指垂直于主切削刃在基面投影方向上测量的切削层尺寸,以hD(mm)表示。切削宽度指在基面内沿主切削刃测量的切削层尺寸,以bD(mm)表示。切削面积指每个刀齿切下的切削层面积,以AD(mm2)表示。其关系式为:

免责声明:以上内容源自网络,版权归原作者所有,如有侵犯您的原创版权请告知,我们将尽快删除相关内容。